Изобретение относится к металлургии, конкретнее к литейному, производству, а именно к получению металлической ленты из расплава.
Цель изобретения - упрощение эксплу- атации устройства и повышение качества получаемой ленты за,счет стабилизации условий ее. охлаждения.
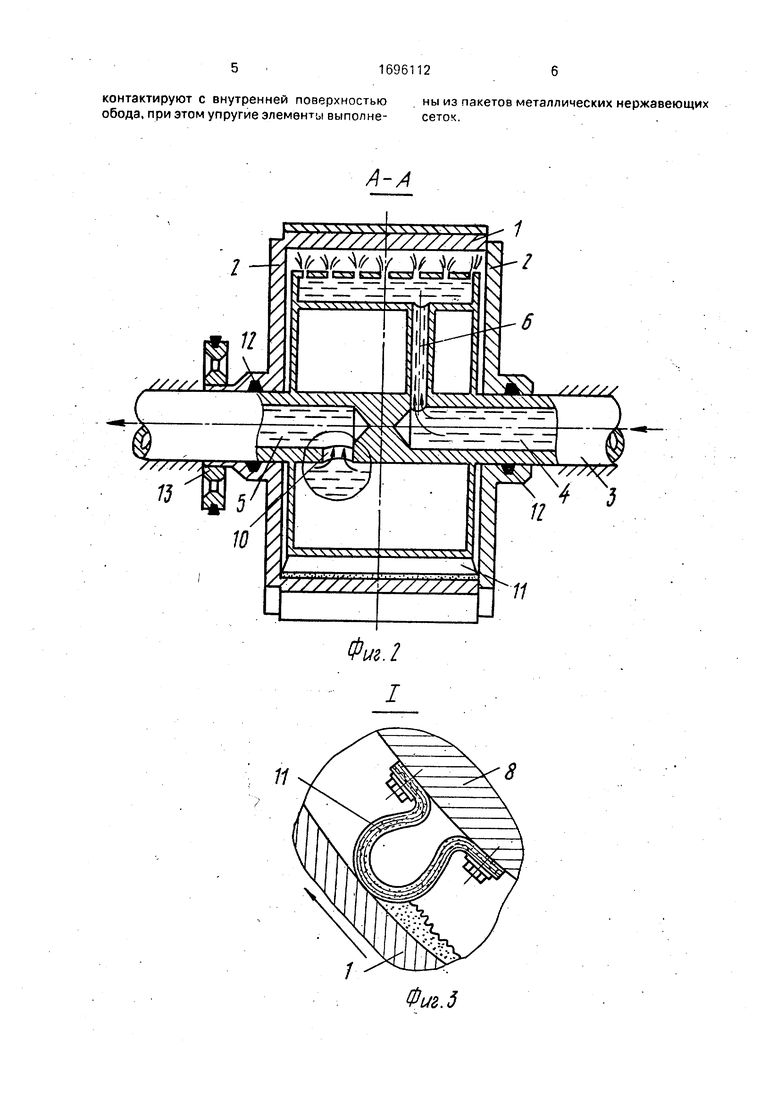
На фиг.1 показано устройство, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.З - узел I на фиг.1.
Устройство имеет валок-кристаллизатор 1 с фланцами 2. Валок вращается на неподвижной оси 3, в которой выведены отверстия 4 и 5. Отверстие 4 через патрубки 6 соединено с емкостью 7 барабана 8. На его периферии проделаны отверстия 9 малого диаметра. Отверстие 5 оси 3 соединено ка- 10 с нижней частью полости кристаллизатора 1. Снизу к периферии барабана 8 прикреплены очистители 11, касающиеся внутренней поверхности валка-кристаллизатора 1. Фланцы 2 имеют уплотнения 12. К одному из фланцев крепится шкив 13. Возле кристаллизатора установлена литниковая система 14с расплавом. На валке размещена лента 15 (привод не показан).
Устройство работает следующим образом.
При вращении валка 1, укрепленного на оси 3, захватывается слой жидкого металла из литниковой системы 14, который, затвердевая, превращается в ленту 15. При охлаждении расплава обод валка-кри- сталлизатора 1 разогревается. Поток воды подается из магистрали по отверстию 4, сделанному в оси 3. через патрубки 6 в емкость 7. Оттуда из отверстий 9 малого диаметра струи воды омывают внутреннюю поверхность обода валка 1. За счет конвекции и испарения отводится тепло, подведенное пои охлаждении расплава. Вода сливается в низ полости валка кристаллизатора. При испарении на внутренней повер- хности валка 1 образуется накипь. Проворачиваясь, эта поверхность обода приходит в контакт с упругими очистителями 11, которые крепятся на периферии неподвижного барабана 8. Очистители 11 представляют собой симметричные упругие петли из пакета сваренных нержавеющих сеток, основание которых крепится к барабану 8, а вершина с натягом постоянно находится в контакте с внутренней поверхностью обода валка 1. При его вращении очистители скребут за счет натяга по внутренней поверхности обода, удаляя тем самым накипь. Частицы накипи вытекают вместе с водой через канал 10 и сливное отверстие 5 оси 3. Уплотнения 12 не позволяют просачиваться воде в зазоре между боковыми стенками и осью 3. С помощью шкива 13 валок-кристаллизатор приводится во вращение.
Пример. Устройство имеет в.алок-кри- сталлизатор диаметром 600 мм, шириной 500 мм, толщиной стенки 25 мм. Диаметр, неподвижного барабана 470 мм, оси 110мм. Заз.ор между внутренней поверхностью валка и периферией барабана 40 мм. В барабане выполнены отверстия диаметром 2 мм под углом 45° к радиусу. Диаметр отверстий в оси 40 мм, внутренний диаметр патрубков 20 мм. Глубина емкости 40 мм.
Нержавеющие сетки марки 0.14 х 0,09 ТУ 14-4-50777 точечной сваркой свариваются в пакет толщиной 6 мм. Пакет изгибается в форме петли и его основания болтами крепятся к периферии барабана. Высота пакета больше на несколько сантиметров зазора между валком и барабаном для того, чтобы вершины пакетов находились в подпружиненном состоянии при контакте с внутренней поверхностью валка. Степень упругости определяется опытным путем. Для этого основания петли сводятся и за счет этого высота петли увеличивается. Всего на устройстве монтируются три очистителя.
Все детали устройства, в том числе и крепеж, изготавливаются из нержавеющей стали. Обод валка-кристаллизатора - из меди М 2.
Усовершенствованное устройство испытывалось при частотах вращения от 0,3 до 2.67 об/с. Материал получаемых лент - алюминиевый сплав с добавками хрома и железа. Толщина лент от 1,8 до 0,3 мм. Максимальная производительность 648 кг/ч (0,18 кг/с). Охлаждение производилось проточной водой, расход 3 л/с при давлении порядка 3-4 атм.
Устройство позволяет стабилизировать теплоотвод от обода валка-кристаллизатора в течение длительного времени, исключив при этом очистку от накипи внутренней поверхности обода и упростив эксплуатацию устройства.
Формула изобретения
Устройство для получения металлической ленты, содержащее валок-кристаллизатор в виде обода с приводом вращения, размещенный внутри него на полой оси барабан с отверстиями на его цилиндрической поверхности и литниковую систему, отличающееся тем, что, с целью упрощения эксплуатации устройства и повышения качества получаемой ленты за счет стабилизации условий ее охлаждения, на наружной поверхности барабана закреплены упругие элементы в форме петель, вершины которых
516961126
контактируют с внутренней поверхностью ны из пакетов металлических нержавеющих обода, при этом упругие элементы выполне- сеток.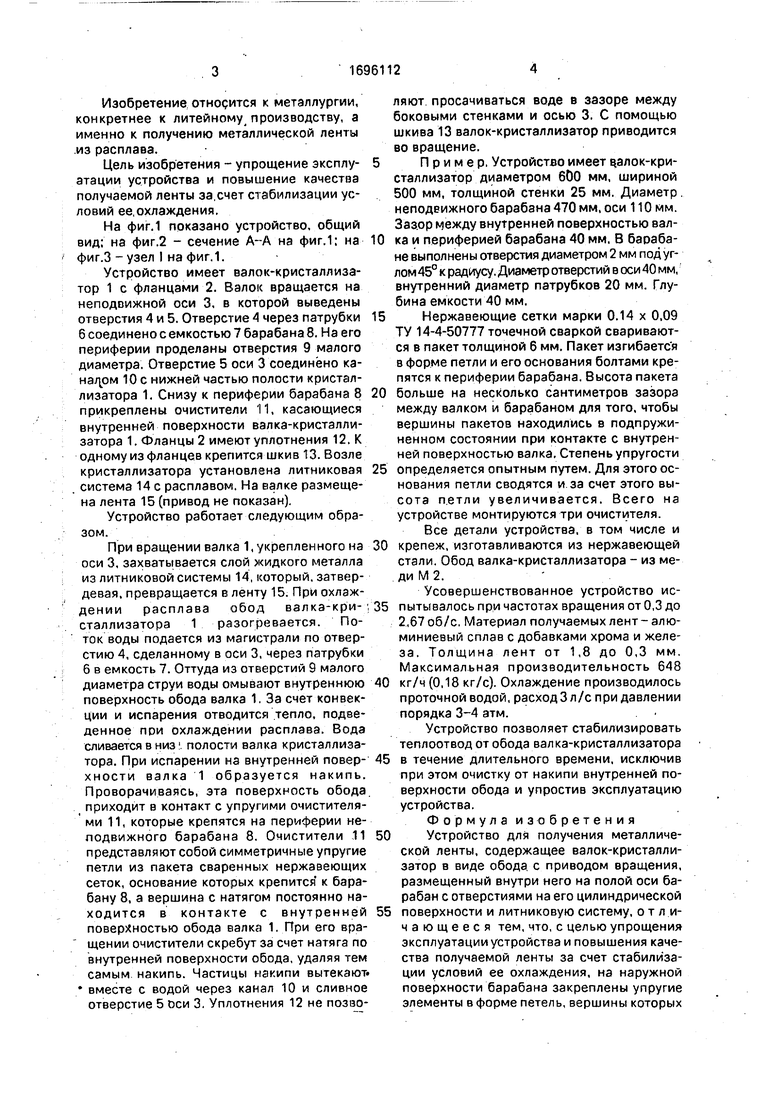
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения металлических лент методом быстрого охлаждения из жидкого состояния | 1987 |
|
SU1526892A1 |
| УДЛИНЕННЫЙ РЕБРИСТЫЙ ОПОРНЫЙ ВАЛОК ДЛЯ НАПРАВЛЕНИЯ БЕСКОНЕЧНОЙ, ГИБКОЙ, ТЕПЛОПРОВОДНОЙ ЛЕНТЫ ЛИТЕЙНОГО КОНВЕЙЕРА (ВАРИАНТЫ) | 1997 |
|
RU2175587C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОВОЛОКИ КРУГЛОГО СЕЧЕНИЯ | 1991 |
|
RU2021076C1 |
| Устройство для непрерывного литья намораживанием | 1981 |
|
SU1020182A1 |
| Устройство для охлаждения валка-кристаллизатора | 1990 |
|
SU1799673A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ВОЛОКОН | 1994 |
|
RU2099163C1 |
| Устройство для ввода расходуемых упругоколеблющихся холодильников в кристаллизатор при непрерывной разливке металлов | 1990 |
|
SU1799675A1 |
| Способ непрерывного литья ленты | 1981 |
|
SU1014639A1 |
| Устройство для получения металлической ленты | 1986 |
|
SU1452649A1 |
| Устройство для непрерывного получения металлической ленты | 1989 |
|
SU1731413A1 |
Изобретение относится к металлургии, конкретнее к непрерывному литью, а именно к получению ленты из расплава. Цель изобретения - упрощение эксплуатации устройства и повышение качества получаемой ленты за счет стабилизации условий ее охЦ лаждения. Устройство для получения металлической ленты содержит валок-кристаллизатор 1 в виде обода с приводом вращения, внутренний барабан 8 с полой осью и отверстиями 9 на периферии и литниковую систему 14. На наружной поверхности неподвижного внутреннего барабана закреплены упругие очистители 11, имеющие форму петли и выполненные из нержавеющих металлических сеток с возможностью перемещения в точке крепления относительно поверхности барабана 8. Устройство позволяет ликвидировать необходимость систематической чистки накипи с внутренней поверхности обода валка-кристалЛиза1- тора. 3 ил.. 15 « Ј 8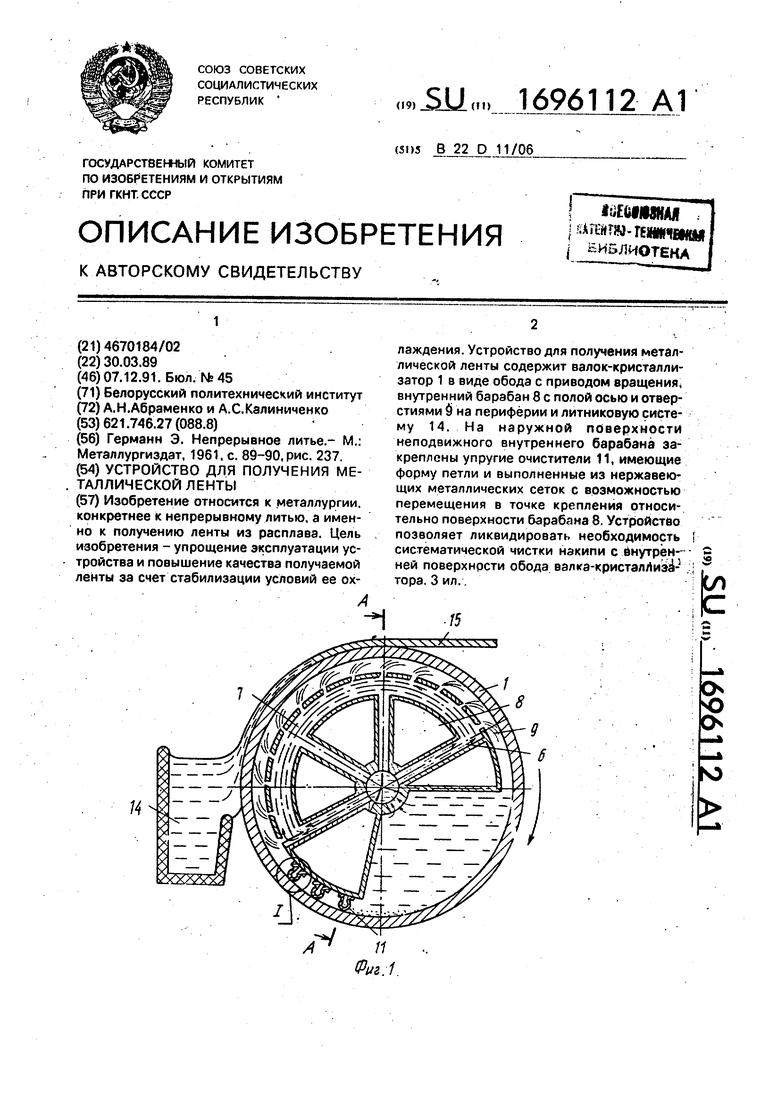
А-А
1
11
8
| Германн Э | |||
| Непрерывное литье.- М.: Металлургиздат, 1961, с | |||
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
| Прибор для корчевания пней | 1921 |
|
SU237A1 |
