Известны способы изготовления трубчатой термоэлектрической батареи, содержащей полупроводниковые ветви р- и д-тииа, коммутационные кольца и изоляционные прокладки между ними. Способы заключаются в том, что термоэлектрическую батарею образуют путем последовательной сварки или пайки указанных элементов, что усложняет изготовление батареи и уменьшает ее надежность.
С целью упрощения технологии, термоэлектрическую батарею по предлагаемому способу изготовляют путем последовательного набора указанных элементов в осевом направлении на помещенную в цилиндрическую форму оправку. Как только батарея готова, ее из приснособления удаляют.
С целью повыщения качества батареи, полупроводниковые ветви прессуют заранее в виде колец. С целью повыщения механической прочности и уменьщенпя переходных сопро тивлений, коммутационные кольца устанавливают таким образом, что каждое кольцо перекрывает две соседние ветви.
В качестве оправки можно использовать теплоносительную трубу.
При каскадном исполнении батареи каждую из полупроводниковых ветвей можно прессовать в виде концентрических колец, число которых соответствует числу каскадов.
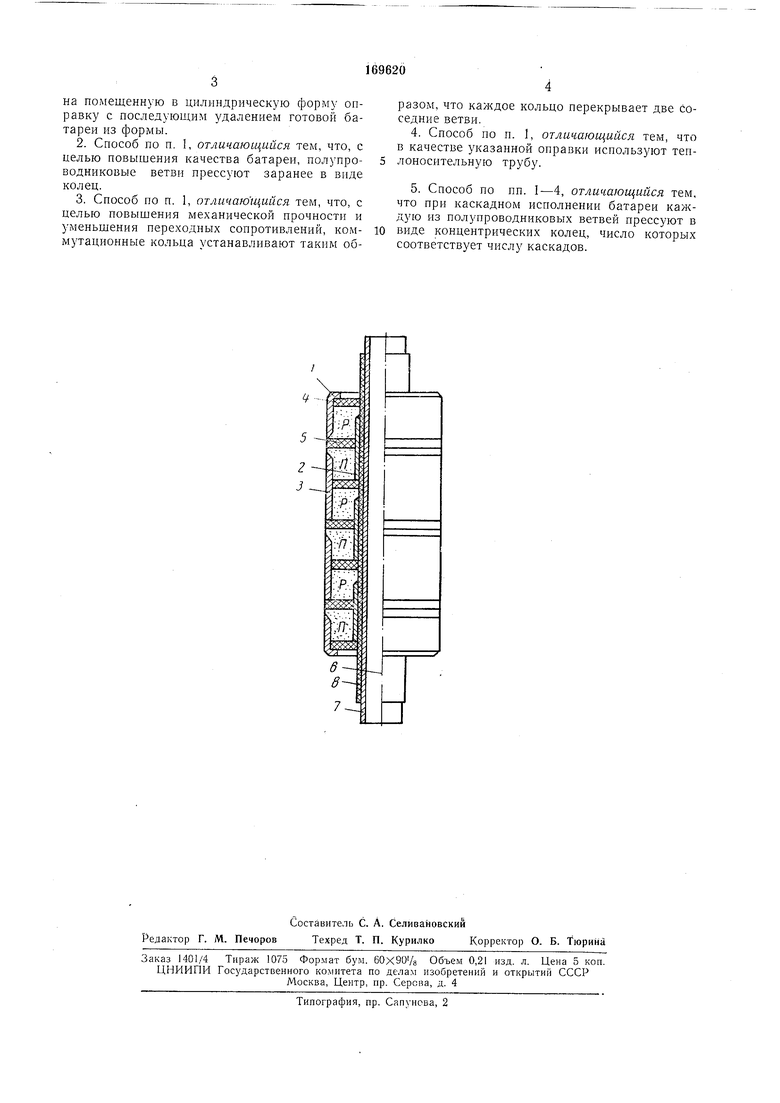
На чертеже изображена описываемая батарея в сборе.
При изготовлении термоэлектрической батареи предлагаемым методом последовательного прессования иредварительно изготавливаются следующие детали: металлические коммутирующие кольцевые электроды трех видов - концевые /, внутренние 2 и наружные 3; изоляционные двух типоразмеров прокладки 4 и 5, предварительно вырубаемые из стеклослюдинита и подпрессованные с усилием, равным усилию прессования, во избежание иоследующей усадки.
Порошок полупроводникового термоэлектрического вещества типа р и порощок полупроводникового термоэлектрика типа /г засыпают в прессформу.
Стержень 6 выполняют пустотелым в виде трубы 7 с изоляцией 8.
Предмет изобретения
1. Способ изготовления трубчатой термоэлектрической батареи, содержащей иолуиро юдпикоБые ветви р- и п-типа, коммутационные кольца и изоляционные ирокладки между ним., отличающийся тем, что, с целью упрощения технологпи, термоэлектрическую батарею образуют путем последовательного набора указанных элементов в осевом направлении
на помещенную в цилиндрическую форму оправку с последующим удалением готовой батареи из формы.
2.Способ по п. I, отличающийся тем, что, с целью повышения качества батареи, полупроводниковые ветви прессуют заранее в виде колец.
3.Способ по п. 1, отличающийся тем, что, с целью повышения механической прочности и Зменьшения переходных сопротивлений, коммутационные кольца устанавливают таким образом, что каждое кольцо перекрывает две соседние ветви.
4.Способ ио и. 1, отличающийся тем, что в качестве указанной оправки используют теилоносительную трубу.
5.Способ по пп. I-4, отличающийся тем, что при каскадном исполнении батареи каждую из полупроводниковых ветвей прессуют в
виде концентрических колец, число которых соответствует числу каскадов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Термоэлектрическая батарея | 1981 |
|
SU1179045A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКИХ БАТАРЕЙ | 2004 |
|
RU2248070C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОБАТАРЕИ | 2018 |
|
RU2694797C1 |
| Трубчатый термоэлектрический модуль | 2018 |
|
RU2732821C2 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ МОДУЛЬ | 1997 |
|
RU2136079C1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ ОХЛАЖДАЮЩИЙ МОДУЛЬ | 1996 |
|
RU2117362C1 |
| ТЕРМОЭЛЕКТРИЧЕСКАЯ БАТАРЕЯ | 2004 |
|
RU2282273C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКОГО МОДУЛЯ | 1997 |
|
RU2124785C1 |
| ГЕНЕРАТОР ПОСТОЯННОГО ТОКА | 1972 |
|
SU326683A1 |
| ТЕРМОЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2030815C1 |
;я-:
L
://:
22Si
J :-:Р-. Й
