Область техники
Изобретение относится к области термоэлектрического преобразования тепловой энергии в электрическую основанных на эффекте Зеебека и может быть применено для изготовления полупроводниковых термоэлементов и термоэлектрических батарей из них, используемых в конструкциях термоэлектрических генераторов.
Уровень техники
В настоящее время актуальной задачей энергетики является использование генерирующих установок: безопасных, не наносящих вред экологии, использующих альтернативные источники энергии. Термоэлектрические генераторные батареи представляют собой последовательно соединенные в электрическую цепь термоэлементы, каждый из которых состоит из двух ветвей термоэлектрического материала р- и n- типа проводимости. Термоэлементы являются основным элементом термоэлектрических генераторов (ТЭГ), обеспечивающих прямое преобразование тепловой энергии (промышленных тепловых отходов и бросового тепла от тепловых машин - двигателей внутреннего сгорания, газовых турбин и др.) в электрическую за счет эффекта Зеебека. ТЭГ являются дополнительным источником электрической энергии, которая может быть использована как для внутренних потребностей, так и для передачи ее во внешнюю электрическую цепь, в том числе для питания средств связи, аппаратуры автоматики и телемеханики, для катодной защиты от коррозии нефтегазовых трубопроводов в труднодоступных географических районах со сложными метеоусловиями. Одной из важнейших технологических операций при создании термобатареи, определяющей как вышеуказанные характеристики, так и энергетическую эффективность устройства, является коммутация ветвей термобатареи.
Под энергетической эффективностью в данном контексте понимают эффективность, с которой термоэлектрическая батарея вырабатывает электроэнергию в рабочем интервале температур.
Известны наиболее распространенные способы электрического соединения полупроводниковых ветвей электронной и дырочной проводимости в термоэлементы, а последних в термоэлектрические термобатареи: припрессовка, пайка или диффузионная приварка контактных пластин. Данные технологии широко используются в сборке термобатарей как плоской, так и радиально-кольцевой конструкции. Недостатком этих способов коммутации являются низкая производительность изготовления термоэлементов и теромобатарей из них, а порой и низкое качество электрического соединения, как, например, при припрессовке.
В последнее время начинает получать распространение металлизация ветвей термоэлементов способами газопламенного, детонационного или плазменного напыления. Сущность этого подхода заключается в возможности послойного нанесения электропроводящих слоев различного функционала непосредственно на поверхность ветвей. Таким образом, возможно наносить антидиффузионные барьерные слои, препятствующие деградации термоэлементов в процессе эксплуатации, а также, используя кассетные матрицы необходимой конфигурации, формировать контактные пластины. Последние формируются в процессе механической обработки нанесенного контактного слоя, с целью получения топологии электрического соединения ветвей требуемой конфигурации по теплопоглощающим (холодный) и тепловыделяющим (горячий) спаям.
Так, в соответствии с патентом на изобретение РФ №2150160 предложен способ нанесения металлизации ионно-плазменным методом с последующим вакуумным отжигом металлических слоев антидиффузионного барьера из молибдена или вольфрама, а контактного слоя из кобальта или никеля. Однако способ ионно-плазменной металлизации характеризуется относительно низкой производительностью и высокой стоимостью оборудования.
В патенте на изобретение РФ №2009577 предложен способ обеспечения электрического соединения ветвей получаемых горячим прессованием из порошков теллуридов висмута в термоэлементы с использованием железа или его сплавов в качестве антидиффузионного барьера, а контактного слоя из алюминия или его сплавов. При этом ветви выполнены в форме параллелепипедов, между которыми установлены электроизоляционные прослойки, высота которых меньше высоты ветви. Материал барьерного антидиффузионного и контактного слоев наносят газоплазменным напылением с последующим горячим прессованием на торцы ветвей перпендикулярные оси прессования при их изготовлении. Недостатками данного способа является низкая производительность, нарушения межэлементной электроизоляции ветвей и анизотропии структуры материала ветви, которая закладывалась при их горячем прессовании, что приводит к снижению добротности полупроводникового материала.
Металлизация напылением порошков для образования электрического соединения ветвей в термоэлементы и термобатареи из них, изложен в докладе авторов: Небера Л.П. Гусев В.В, Пустовалов А.А. и др. «Новый подход в технологии изготовления термоэлектрических батарей для термогенераторов» Сб. докладов Международного семинара «Термоэлектрики и их применение» г. С-Петербург, 1998 г а также заявлен в патенте РФ №130558 «Монолитная генераторная термоэлектрическая батарея» применительно к плоской конструкции.
В патенте на полезную модель РФ №124840, описывается термобатарея, содержащая термоэлементы с множеством полупроводниковых пар ветвей n- и р-типов проводимости, каждая из которых имеет форму дугообразно согнутых брусков, коммутирующие элементы термоэлементов, внешнюю и внутреннюю трубчатые оболочки и токовые выводы. Батарея содержит кассету, выполненную из конструкционного изоляционного материала в виде полого цилиндра, в ячейки которой в шахматном порядке, чередуясь по типу проводимости, помещены полупроводниковые ветви; коммутирующие элементы термомодулей, соединяющие указанные полупроводниковые ветви электрически в батарею, представляют собой внешний и внутренний коммутационные слои, включающие основной коммутационный слой и барьерный слой, нанесенный непосредственно на полупроводниковые ветви в одном цикле напыления с основным коммутационным слоем. Последний выполнен из металла с высокой электропроводностью, например из серебра, меди, алюминия, никеля и/или из их сплавов. Барьерный слой выполнен из ряда металлов: ванадий, никель, сурьма, молибден, кобальт, хром и/или из их сплавов.
Недостатком применения плазменно-дугового способа нанесения материалов барьерного и контактного слоев является высокая температура потока плазмы и частиц, наносимых на ветви (до 400°С), что является причиной относительно высокой пористости покрытия (до 15%). В совокупности это приводит к низкой адгезии наносимого слоя к подложке из полупроводникового материала (15-50 МПа) и повышает переходное электрическое сопротивление контактных переходов ветвь - контактная пластина. Таким образом, во избежание снижения энергетической эффективности термобатареи, возникает необходимость в организации эффективного охлаждения кассет с размещенными в них ветвями.
Метод холодного газодинамического напыления (ХГН) известен как перспективный и высокотехнологичный метод напыления порошковых материалов. Впервые эта технология была раскрыта в патенте US 5302414 A «Gas-dynamic spraying method for applying a coating». Сущность метода заключается в подаче порошка в предварительно подогретый поток сжатого газа (воздуха) через специальное сопло с формированием в нем сверхзвукового потока частиц направленного на обрабатываемую поверхность. При определенной скорости потока (~500-600 м/с), вместо эрозии напыляемой поверхности происходит процесс напыления. ХГН наиболее распространен как способ нанесения антикоррозионных металлических и керамических покрытий. Основными преимуществами данного метода, по сравнению с более высокотемпературными аналогами, являются отсутствие сильного термического воздействия на частицы напыляемого порошка (отсутствие окисления и фазовых превращения частиц), низкая пористость получаемого покрытия вплоть до 0%, а также высокая производительность, низкая стоимость и экологичность процесса. Данные качества способствовали тому, что ХГН стали использовать для формирования электропроводящих покрытий и контактов. Так, в патенте US 6685988 B2 «Kinetic sprayed electrical contacts on conductive substrates» предложено использование данного метода для формирования контактного слоя между двумя проводниками, для уменьшения контактного сопротивления между ними. В дальнейшем, ХГН получил распространение в изготовлении металлизированных подложек для полупроводниковых приборов высокой мощности, что подробно описано в статье Ю. Непочатов, Г. Дейс, А. Богаев, А. Каширин, А. Шкодкин «Разработка технологии изготовления металлизированных подложек для изделий силовой электроники», Современная Электроника, №9, 2009. Несмотря на очевидные преимущества, еще не было зафиксировано использования способа холодного газодинамического напыления в термоэлектрической отрасли. В заявляемом решении предлагается способ изготовления термобатарей с использованием ХГН для формирования коммутации и электроизоляционного слоя из керамики в качестве теплоперехода.
Раскрытие изобретения
Технической проблемой, на решение которой направлено, заявляемое изобретение, является, повышение энергетической эффективности и увеличение производительности изготовления термоэлектрических батарей.
Техническим результатом изобретения заявленного изобретения заключается в применении в ячейках матричной кассеты из электроизоляционных прокладок ветвей термоэлектрических материалов и в нанесении электроизоляционного покрытия холодным газодинамическим напылением с последующей механической обработкой, использованием ХГН для формирования коммутации и электроизоляционного слоя из керамики в качестве теплоперехода.
Технический результат достигается тем, что предложен способ изготовления термоэлектрической батареи, заключающийся в формировании плоской или радиально-кольцевой конфигурации термобатареи с бифилярным или аксиальным соединением ветвей в электрическую цепь путем размещения в ячейках матричной кассеты из электроизоляционных прокладок ветвей из низко-, средне- и высокотемпературных термоэлектрических материалов и нанесения электропроводящих слоев и электроизлоляцинного покрытия, при этом барьерные антидиффузионные и контактные слои на теплопоглощающей и тепловыделяющей поверхностях ветвей и электроизоляционное покрытие наносят методом холодного газодинамического напыления порошков требуемого функционального состава, а после нанесения контактного слоя проводят его механическую обработку.
В предпочтительном варианте:
- рабочий диапазон температур для низкотемпературных термоэлектрических материалов находится в диапазоне 20-3000 С, для среднетемпературных термоэлектрических материалов в диапазоне - 300-6000 С, для высокотемпературных термоэлектрических материалов в диапазоне - 600-10000 С;
- на теплопоглощающую и тепловыделяющую поверхности ветвей из низкотемпературных термоэлектрических материалов на основе тройных сплавов теллурида висмута наносят барьерный антидиффузионный слой на основе металлов W, или Мо, или Ti, или порошков из сплавов Bi-Ni-Al или Sb-Ni-Pb, или смеси порошков Ti-Pb или Ni-Pb толщиной 25 мкм, а контактный слой наносят из порошка алюминия или смеси порошков из алюминия с добавлением до 5% порошка молибдена или вольфрама толщиной 1,2-1,5 мм;
- на ветви из среднетемпературного термоэлектрического материала на основе теллурида свинца n-типа проводимости наносят барьерный антидиффузионный слой из порошка карбонильного железа или смеси порошков сплавов SnTe + СоТе толщиной 25 мкм перед установкой в ячейки матричной кассеты;
- перед установкой в ячейки матричной кассеты на ветви из среднетемпературного термоэлектрического материала на основе теллурида германия р-типа проводимости на тепловыделяющую поверхность наносят барьерный антидиффузионный слой из смеси порошков CrTe + SnTe толщиной 25 мкм, поверх которого наносят смесь порошков из сплавов SnTe + СоТе толщиной 25 мкм, а на теплопоглощающую поверхность наносят смесь порошков из сплавов SnTe + СоТе толщиной 25 мкм;
- после установки ветвей р-типа проводимости и n-типа проводимости и в кассетную матрицу в шахматном порядке, наносят контактный слой из сплава кобальта или железа толщиной 1,2-1,5 мм;
- на тепловыделяющую и теплопоглощающую поверхности ветвей из высокотемпературного термоэлектрического материала на основе сплава Si-Ge, барьерный антидиффузионный слой наносят из порошка из углеродных нанотрубок толщиной 25 мкм, а контактный слой формируют из градиентной смеси порошков из углеродных нанотрубок и фуллеренов или сплава 29НК (ковар) толщиной 1,2-1,5 мм;
- на тепловыделяющую и теплопоглощающую поверхности ветвей из среднетемпературных материалов на основе высших силицидов марганца MnSi 1.71-1.75 и системы Mg2Si-Mg2Ge-Mg2Sn, в качестве барьерного антидиффузионного слоя наносят порошок хрома толщиной 15-20 мкм, а в качестве контактного слоя наносят порошок из никеля или из смеси порошков никеля и алюминия толщиной 1,2-1,5 мм;
- ветви сегментированы по высоте термоэлектрическими материалами для низкого, среднего и высокого интервала рабочих температур в соответствии с выбранным температурным градиентом.
Совокупность приведенных выше существенных признаков приводит к тому, что: повышается качество коммутации ветвей при изготовлении термобатарей, что положительно сказывается на энергетической эффективности готового устройства.
Краткое описание чертежей
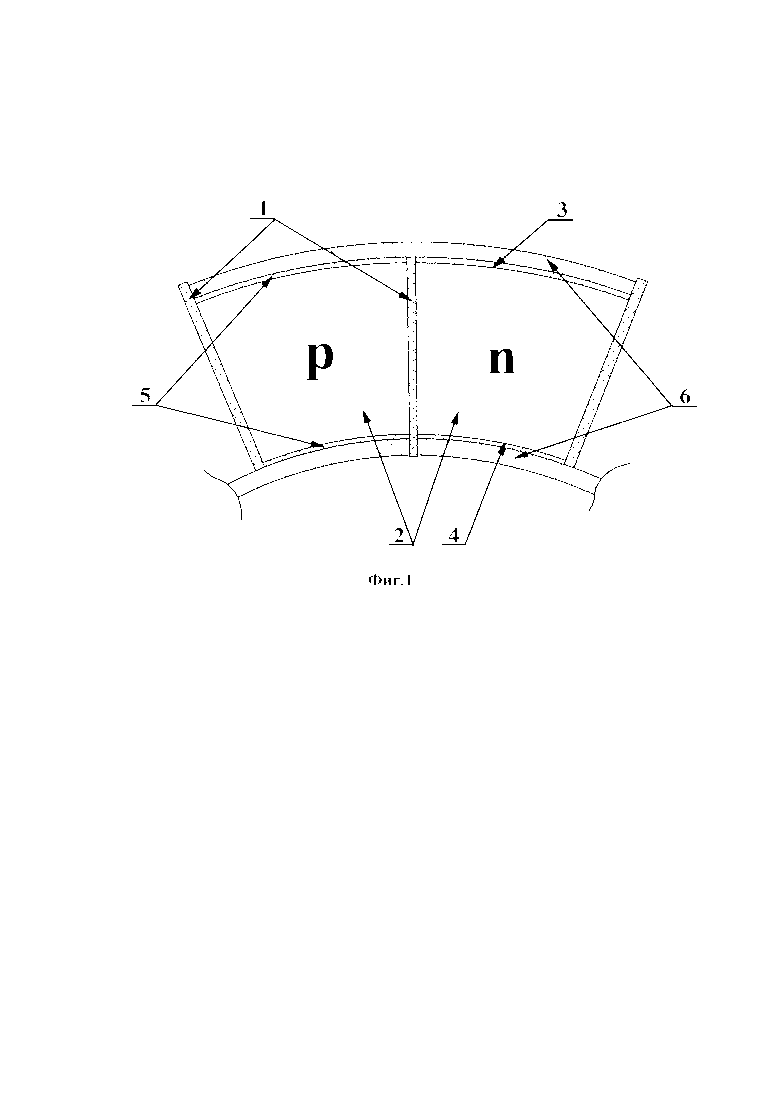
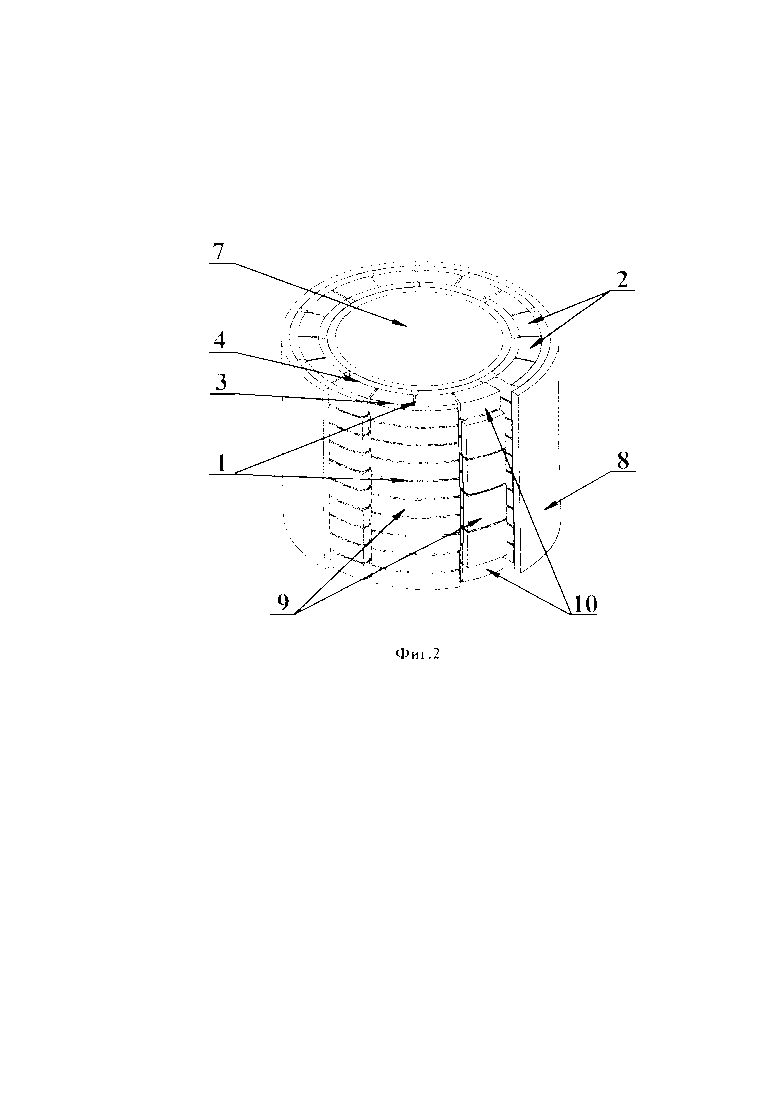
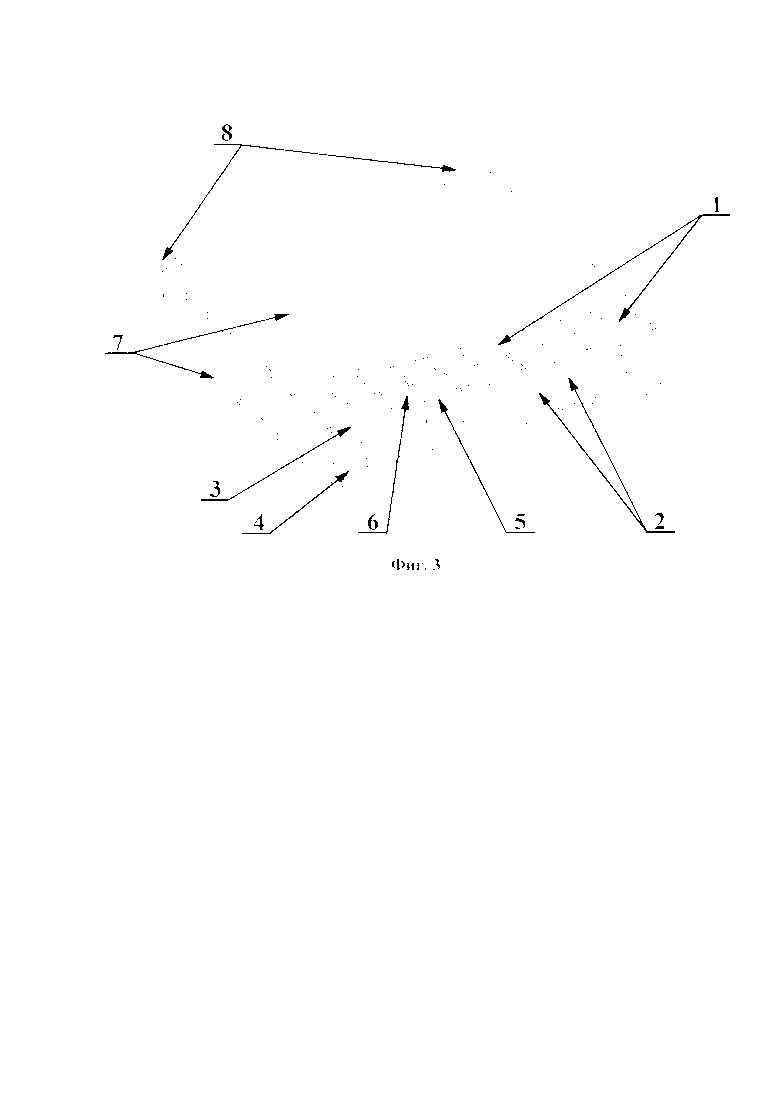
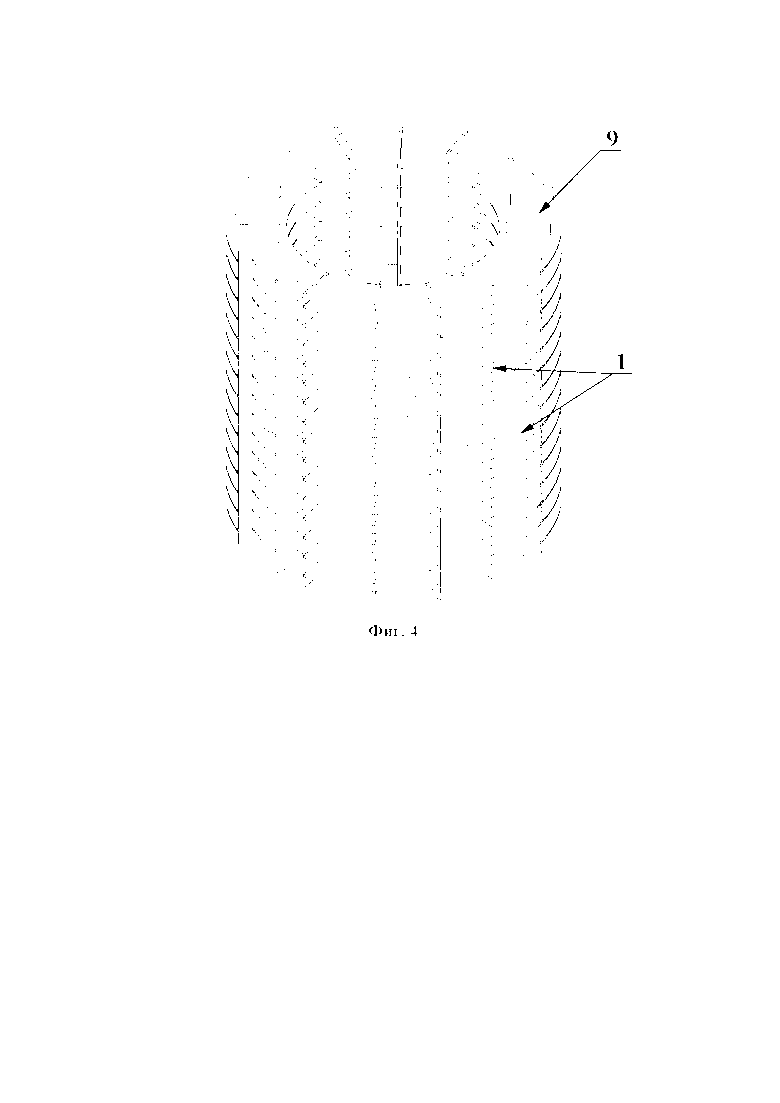
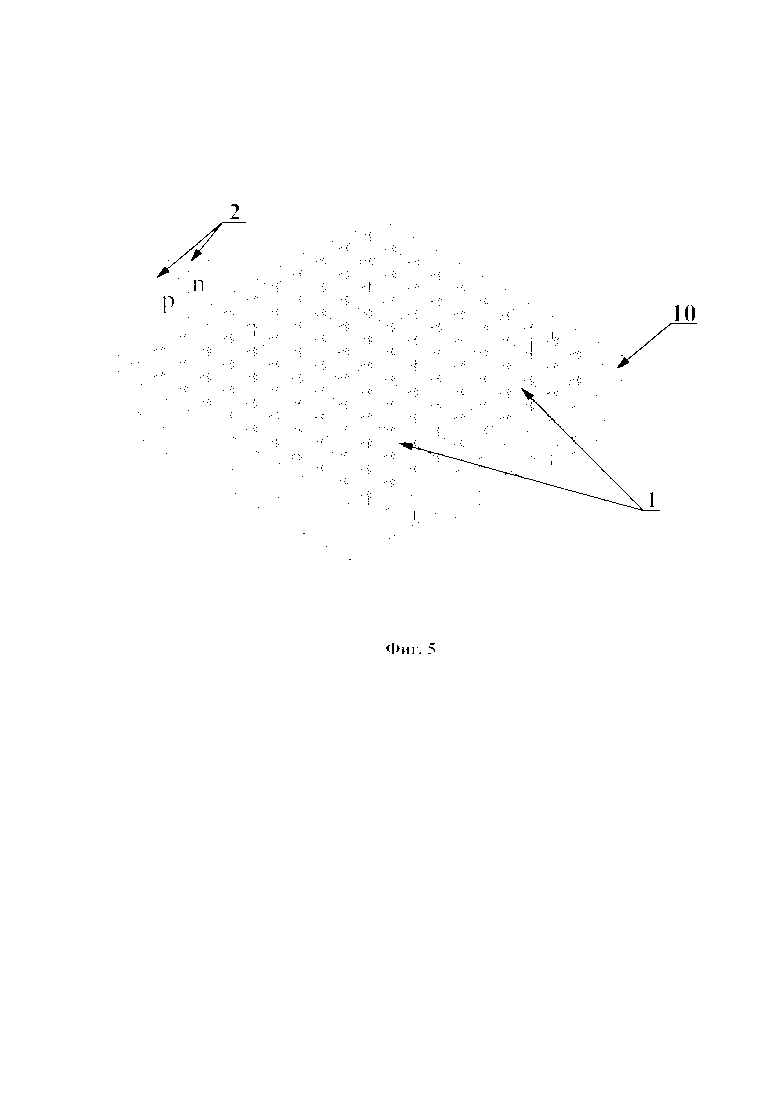
На фиг. 1 показан разрез термоэлемента термоэлектрической батареи с нанесенными барьерными антидиффузионными и контактными слоями, на фиг. 2 показана радиально-кольцевая термоэлектрическая батарея с разрезом, на фиг. 3 показана плоская термоэлектрическая батарея с разрезом, на фиг. 4 показана кассетная матрица радиально-кольцевой конструкции, на фиг. 5 показана кассетная матрица плоской конструкции, где:
1 - электроизоляционные прокладки;
2 - ветви термоэлементов электронного (n) и дырочного (р) типа проводимости;
3 - теплопоглощающая поверхность ветви;
4 - тепловыделяющая поверхность ветви;
5 - барьерный антидиффузионный слой;
6 - контактный слой;
7 - электроизоляционное покрытие из керамики;
8 - электроды токовых выводов;
9 - кассетная матрица радиально-кольцевой конструкции;
10 - кассетная матрица плоской конструкции.
Осуществление изобретения
Заявленный способ заключается в формировании коммутации и предполагает размещение ветвей 2 в специальной кассетной матрице из диэлектрического материала, которая обеспечивает конструкцию и топологию электрического соединения ветвей термобатареи электронного и дырочного типа проводимости необходимой конфигурации. Ветви 2 могут быть изготовлены из низко-, средне- или высокотемпературных материалов, методом горячего прессования, электроискрового плазменного спекания или экструзией. Конструкция кассетных матриц для радиально-кольцевой 9 и плоской 10 термоэлектрических батарей показаны на фиг. 4 и 5. Ветви 2 для плоской термобатареи имеют форму прямоугольных параллелепипедов, а для радиально-кольцевой термобатареи форму дугообразно согнутых брусков. Кассета 10 обеспечивает топологию радиального соединения ветвей 2 в последовательно-параллельную цепь в виде кольцевых рядов, либо аксиальное соединение в виде продольных рядов, формирующих коммутацию термобатареи вдоль цилиндрической поверхности. Толщина электроизоляционных прокладок 1 выбирается не менее 0,3 мм. Материалом для прокладок 1 могут служить термостойкие электроизоляционные материалы типа стеклотекстолит марки КАСТ - В, слюдогетинакс СГВК, слюдоплапст ИФТ - КАХФ и другие.
Ветви 2 электронной и дырочной типов проводимости устанавливают в ячейки кассеты, а в двух «условно» крайних ячейках кассеты устанавливаются электроды токовых выводов 8 термобатареи плюсовой и минусовой полярности для последующего соединения термобатарей в общую электрическую цепь термогенератора. В качестве материала электродов используется никель, позволяющий соединять токовые выводы соседних термобатарей между собой методами пайки или различными видами сварки (контактной, лазерной или газовой).
В силу значительного динамического воздействия потока напыляемых частиц металла на ветви, последние могут быть выбиты из ячеек. Для предотвращения этого процесса матричная кассета, как для плоской, так и радиально-кольцевой термобатареи, размещается на оправке или соответствующей подставке. Следующие комбинации ветвей термоэлектрических материалов и электропроводящих покрытий могут быть применены для термобатарей как плоской, так и радиально-кольцевой конструкции.
Плоская или радиально-кольцевая конфигурация термобатареи с бифилярным или аксиальным соединением ветвей в электрическую цепь осуществляется путем размещения в ячейках матричной кассеты из электроизоляционных прокладок ветвей из низко-, средне- и высокотемпературных термоэлектрических материалов и нанесения электропроводящих слоев и электроизоляционного покрытия, при этом барьерные антидиффузионные и контактные слои на теплопоглощающей и тепловыделяющей поверхностях ветвей и электроизоляционное покрытие наносят методом холодного газодинамического напыления порошков требуемого функционального состава, а после нанесения контактного слоя проводят его механическую обработку для вскрытия коммутации
Барьерный антидиффузионный слой может наноситься на ветви перед помещением в кассету или на заготовки термоэлектрического материала перед вырезанием ветвей. Ветви термоэлектрических материалов могут быть изготовлены из низко-, средне- или высокотемпературных термоэлектрических материалов, методом горячего прессования, электроискрового плазменного спекания или экструзией, а также быть сегментированными по высоте согласно определенному градиенту температур.
В данном контексте под
- низкотемпературными термоэлектрическими материалами
- среднетемпературными термоэлектрическими материалами
- высокотемпературными термоэлектрическими материалами понимают термоэлектрические материалы, рабочий диапазон температур которых находится в диапазонах соответственно:
- - 20-300°С,
- 300-600°С,
- 600-1000°С.
Стенки ячеек кассетной матрицы должны обеспечивать электроизоляцию боковых поверхностей ветвей электронной или дырочной проводимости друг от друга. Конструкция кассетной матрицы должна обеспечивать возможность формирования контактных пластин согласно топологии электрического соединения ветвей требуемой конфигурации по теплопоглощающим (холодная) и тепловыделяющим (горячая) поверхностям посредством механической обработки (токарной, фрезерной и т.п.). Обработка происходит согласно требованиям по шероховатости и плоскостности, после чего поверх контактного слоя наносится электроизоляционное покрытие из керамики с высокой теплопроводностью, например электрокорунда (Al2O3), нитрида алюминия (AlN), оксида бериллия (ВеО) и т.п. При традиционной сборке термобатарей, электроизоляционный слой в виде керамической пластины монтируется на контактные пластины термобатареи посредством термостойкого герметика. Использование предлагаемого способа позволяет уменьшить термическое сопротивление батареи за счет ликвидации этого промежуточного слоя. Полученное керамическое покрытие впоследствии зашлифовывается в соответствии с установленными требованиями.
При нанесении покрытий методом ХГН оказывается незначительное тепловое воздействие на покрываемое изделие (нагрев в зоне нанесения не превышает 100-150°С), что исключает возникновение внутренних напряжений и его деформацию, а также окисление материалов покрытия и детали. При этом пористость нанесенного покрытия составляет от 0 до 10%, а адгезия достигает 30-80 МПа. Поток напыляемых частиц является узконаправленным и имеет небольшое поперечное сечение, что позволяет, в отличие от традиционных газотермических методов напыления, наносить покрытия на локальные (с четкими границами) участки поверхности изделий. Производительность может достигать более 6 г/мин напыленного порошка. Возможно нанесение многокомпонентных покрытий с переменным содержанием компонентов по его толщине, а также нанесение различных типов покрытий с помощью одной установки.
Термоэлектрические материалы выбирались из наиболее коммерчески распространенных для выбранных интервалов температур. Материалы для напыляемых покрытий выбирались исходя того, что они должны обеспечивать физико-химическую и механическую стабильность ветвей термоэлектрических материалов в рабочем диапазоне температур. Кроме того, материалы для барьерного антидиффузионного и контактного слоев должны иметь низкое удельное сопротивление (не менее 1⋅10-5 Ом⋅см) и омический контакт друг с другом и ветвью. В свою очередь материалы для электроизоляционного слоя выбирались среди наиболее распространенных материалов применяемых для создания электроизоляционных пластин для коммерческих термобатарей. Толщина барьерного антидиффузионного слоя выбрана как наиболее оптимальная с точки зрения замедления диффузионных процессов вызывающих деградацию ветвей и уменьшения термического сопротивления термобатареи в процессе эксплуатации. Указанные толщины контактного и электроизоляционного слоев выбирались с запасом, с учетом последующей механической обработки. Итоговая толщина этих слоев выбирается согласно требуемым электротехническим теплотехническим характеристикам термобатареи.
На теплопоглощающей 3 и тепловыделяющей 4 поверхности ветвей 2 из низкотемпературных термоэлектрических материалов на основе тройных сплавов из теллурида висмута, сурьмы и селена наносится барьерный антидиффузионный слой 5 металлов: W, Mo, Ti, порошков из сплавов Bi-Ni-Al или Sb-Ni-Pb или смеси порошков Ti-Pb, Ni-Pb. Материалом для нанесения контактного слоя 6 служит порошок алюминия. Для снижения пористости контактного слоя 6 в исходный порошок алюминия может добавляться порошок молибдена или вольфрама. Во всех операциях по нанесению покрытия используются порошки дисперсностью 5-100 мкм. Поток порошка направляется к напыляемой поверхности под углом от 30 градусов, что предотвращает проникновение его в зазоры между стенками кассетной матрицы из электроизоляционных прокладок 1 и боковой поверхностью установленных в нее ветвей 2.
Разрез термоэлемента радиально-кольцевой конструкции, с нанесенными барьерным антидиффузионным 5 и контактным 6 слоями показан на фиг. 1. Аналогичный принцип расположения напыляемых слоев коммутации сохраняется и в плоской конструкции, где отличие заключается лишь в форме электроизоляционных пластин 1 и ветвей 2.
При использовании ветвей 2 из среднетемпературных материалов, например, из теллурида свинца и германия, вначале наносят барьерный антидиффузионный слой 5 из порошка карбонильного железа. Либо на заготовку PbTe электронного типа проводимости (n-тип) наносят барьерный антидиффузионный слой 5 из смеси порошков SnTe + СоТе. Контактный слой 6 наносят из порошка сплава кобальта и железа. При использовании GeTe в качестве материала дырочного типа проводимости (р-тип), на тепловыделяющую поверхность 4 необходимо нанести барьерный антидиффузионный слой 5, состоящий из двух последовательно напыленных слоев: вначале смесь порошков CrTe + SnTe, затем слой смеси SnTe + СоТе. В качестве контактного слоя 6 наносится покрытие из порошка сплава Со - Fe.
На ветви 2 из высокотемпературного сплава Si - Ge в качестве антидиффузионного барьерного слоя наносят слой углеродных нанотрубок. Контактный слой (6) наносят из градиентной смеси порошков из углеродных нанотрубок и фуллеренов или сплава 29НК (ковар).
На тепловыделяющие 4 и теплопоглощающие 3 поверхности ветвей из материалов на основе высшего силицида марганца (например, MnSi1.71-1.75) или системы Mg2Si-Mg2Ge-Mg2Sn наносится барьерный антидиффузионный слой 5 из порошка хрома, а контактный слой 6 из порошка никеля или смеси порошков никеля и алюминия.
При формировании контактных пластин 9 могут применяться плакированные порошки металлов, частицы которых плакированы другим металлом (например, никель, плакированный алюминием)
После завершения нанесения контактного слоя его поверхность подвергают механической обработке (токарной, фрезерной и т.п.) для вскрытия топологии соединения ветвей термобатареи, в соответствии с требуемыми нормами по шероховатости и плоскостности. Затем, при помощи ХГН, поверх обработанного контактного слоя наносится сплошное керамическое электроизоляционное покрытие с высокой теплопроводностью, например, из электрокорунда (Al2O3), нитрида алюминия (AlN), оксида бериллия (ВеО) и т.п.Данные материалы являются традиционными для изготовления тепловых переходов и электроизоляционных слоев термобатарей. Полученный керамический слой впоследствии зашлифовывается в соответствии с установленными требованиями по шероховатости и плоскостности.
Нанесение барьерных антидиффузионных, контактных и электроизоляционных покрытий может осуществляться при помощи установок Димет 402-421 или их аналогов, обладающие компрессором и воздушной магистралью, которые обеспечивают давление сжатого газа до 6 атм и производительность наносимого покрытия от 6 г/мин, а также сопло необходимой конструкции. Посредством данной установки, возможно напылять металлические порошки дисперсностью порядка 5-100 мкм при скоростях газового потока 300-1000 м/с.Удельное сопротивление напыленного покрытия из меди составляет 2,05-4,37⋅10-6 Ом⋅см, что сопоставимо с сопротивлением медных контактных пластин используемых при изготовлении термобатарей с помощью пайки. Исходя из вышеперечисленных характеристик, использование ХГН позволяет повысить энергетическую эффективность готовой термобатареи на 10-15%, в основном за счет низкой пористости (до 0%), уменьшение термического сопротивления в результате ликвидации слоев припоя и герметика и улучшения качества электропроводящих слоев за счет низкой концентрации окислов.
Экономические преимущества использования ХГН определяют высокая производительность способа, в сочетании с высоким коэффициентом использования порошка 50 - 80%. Более того, в отличие от высокотемпературных способов нанесения металлических покрытий, данный способ позволяет проводить сбор порошка и повторное его использование, что увеличивает коэффициент использования до 90-95%, снижает эксплуатационные затраты и обеспечивает экологическую чистоту работ. Помимо всего вышеперечисленного, заявленный способ хорошо поддается механизации и автоматизации технологических процессов нанесения покрытий и сборки. Этому способствует возможность наносить покрытия требуемого функционального состава в рамках единого технологического процесса за счет низких температур напыляемого потока частиц.
Таким образом, заявляемое техническое решение позволяет повысить энергетическую эффективность термоэлектрических батарей, а также увеличить производительность и снизить себестоимость их изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления составной ветви термоэлемента, работающей в диапазоне температур от комнатной до 900o C | 2015 |
|
RU2607299C1 |
| Способ изготовления составной ветви термоэлемента | 2016 |
|
RU2624615C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКИХ БАТАРЕЙ | 2004 |
|
RU2248070C1 |
| ТЕРМОЭЛЕКТРИЧЕСКАЯ БАТАРЕЯ | 2002 |
|
RU2230397C1 |
| ТЕРМОЭЛЕКТРИЧЕСКАЯ БАТАРЕЯ | 2014 |
|
RU2573608C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКИХ МОДУЛЕЙ | 2001 |
|
RU2195049C1 |
| УЛУЧШЕННЫЙ СПОСОБ ПОЛУЧЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКИХ ЭЛЕМЕНТОВ ПОСРЕДСТВОМ ПОРОШКОВОЙ МЕТАЛЛУРГИИ | 2014 |
|
RU2639615C2 |
| Термоэлемент | 2023 |
|
RU2805247C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКОГО ЭЛЕМЕНТА | 2015 |
|
RU2601243C1 |
| ТЕРМОЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2030815C1 |
Изобретение относится к области термоэлектрического преобразования тепловой энергии в электрическую и может быть применено для изготовления полупроводниковых термоэлементов и термоэлектрических батарей из них, используемых в конструкциях термоэлектрических генераторов. Технический результат: повышение производительности изготовления и энергетической эффективности термоэлектрических батарей. Сущность: формируют плоскую или радиально-кольцевую конфигурацию термобатареи с бифилярным или аксиальным соединением ветвей в электрическую цепь путем размещения в ячейках матричной кассеты из электроизоляционных прокладок ветвей из низко-, средне- и высокотемпературных термоэлектрических материалов и нанесения электропроводящих слоев и электроизоляционного покрытия. При этом барьерные антидиффузионные и контактные слои на теплопоглощающей и тепловыделяющей поверхностях ветвей и электроизоляционное покрытие наносят методом холодного газодинамического напыления порошков требуемого функционального состава. После нанесения контактного слоя проводят его механическую обработку. 8 з.п. ф-лы, 5 ил.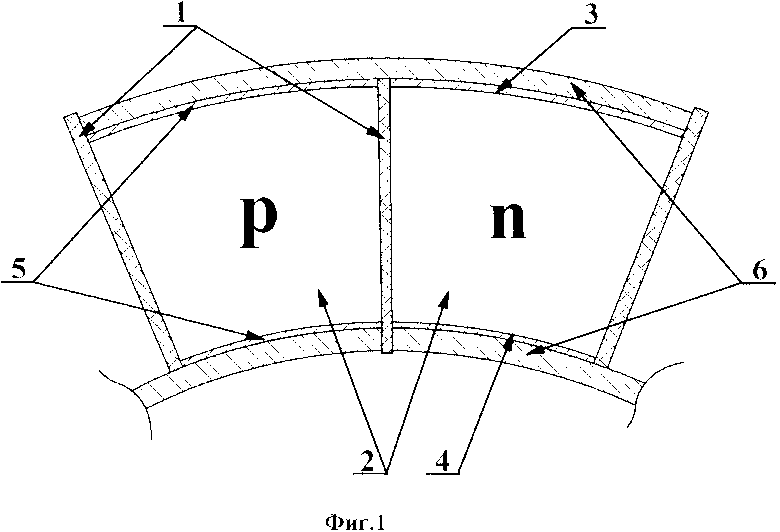
1. Способ изготовления термоэлектрической батареи, заключающийся в формировании плоской или радиально-кольцевой конфигурации термобатареи с бифилярным или аксиальным соединением ветвей в электрическую цепь путем размещения в ячейках матричной кассеты из электроизоляционных прокладок ветвей из низко-, средне- и высокотемпературных термоэлектрических материалов и нанесения электропроводящих слоев и электроизоляционного покрытия, при этом барьерные антидиффузионные и контактные слои на теплопоглощающей и тепловыделяющей поверхностях ветвей и электроизоляционное покрытие наносят методом холодного газодинамического напыления порошков требуемого функционального состава, а после нанесения контактного слоя проводят его механическую обработку.
2. Способ по п. 1, отличающийся тем, что рабочий диапазон температур для низкотемпературных термоэлектрических материалов находится в диапазоне 20-300°С, для среднетемпературных термоэлектрических материалов в диапазоне - 300-600°С, для высокотемпературных термоэлектрических материалов в диапазоне - 600-1000°С.
3. Способ по п. 1, отличающийся тем, что на теплопоглощающую и тепловыделяющую поверхности ветвей из низкотемпературных термоэлектрических материалов на основе тройных сплавов теллурида висмута наносят барьерный антидиффузионный слой на основе металлов W, или Мо, или Ti, или порошков из сплавов Bi-Ni-Al или Sb-Ni-Pb, или смеси порошков Ti-Pb или Ni-Pb толщиной 25 мкм, а контактный слой наносят из порошка алюминия или смеси порошков из алюминия с добавлением до 5% порошка молибдена или вольфрама толщиной 1,2-1,5 мм.
4. Способ по п. 1, отличающийся тем, что на ветви из среднетемпературного термоэлектрического материала на основе теллурида свинца n-типа проводимости наносят барьерный антидиффузионный слой из порошка карбонильного железа или смеси порошков сплавов SnTe+СоТе толщиной 25 мкм перед установкой в ячейки матричной кассеты.
5. Способ по п. 1, отличающийся тем, что перед установкой в ячейки матричной кассеты на ветви из среднетемпературного термоэлектрического материала на основе теллурида германия р-типа проводимости на тепловыделяющую поверхность наносят барьерный антидиффузионный слой из смеси порошков CrTe+SnTe толщиной 25 мкм, поверх которого наносят смесь порошков из сплавов SnTe+СоТе толщиной 25 мкм, а на теплопоглощающую поверхность наносят смесь порошков из сплавов SnTe+СоТе толщиной 25 мкм.
6. Способ по пп. 4 и 5, отличающийся тем, что после установки ветвей р-типа проводимости и n-типа проводимости и в кассетную матрицу в шахматном порядке наносят контактный слой из сплава кобальта или железа толщиной 1,2-1,5 мм.
7. Способ по п. 1, отличающийся тем, что на тепловыделяющую и теплопоглощающую поверхности ветвей из высокотемпературного термоэлектрического материала на основе сплава Si-Ge, барьерный антидиффузионный слой наносят из порошка из углеродных нанотрубок толщиной 25 мкм, а контактный слой формируют из градиентной смеси порошков из углеродных нанотрубок и фуллеренов или сплава 29НК (ковар) толщиной 1,2-1,5 мм.
8. Способ по п. 1, отличающийся тем, что на тепловыделяющую и теплопоглощающую поверхности ветвей из среднетемпературных материалов на основе высших силицидов марганца MnSi1.71-1.75 и системы Mg2Si-Mg2Ge-Mg2Sn в качестве барьерного антидиффузионного слоя наносят порошок хрома толщиной 15-20 мкм, а в качестве контактного слоя наносят порошок из никеля или из смеси порошков никеля и алюминия толщиной 1,2-1,5 мм.
9. Способ по п. 1, отличающийся тем, что ветви сегментированы по высоте термоэлектрическими материалами для низкого, среднего и высокого интервала рабочих температур в соответствии с выбранным температурным градиентом.
| Датчик уровня | 1959 |
|
SU124840A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКИХ БАТАРЕЙ | 2004 |
|
RU2248070C1 |
| US 5875098, 23.02.1999 | |||
| WO 2010071749 А1, 24.06.2010 | |||
| US 20170301851 A1, 19.10.2017 | |||
| WO 2012056411 A1, 03.05.2012. | |||

