Изобретение относится к микроэлектронике и может быть использовано для полирования керамики при изготовлении керамических подложек.
Цель.изобретения - повышение производительности процесса полирования высокоглиноземистой керамики и обеспечение высокого выхода годных деталей.
Способ полирования заключается в нанесении на полировальник абразивной пасты и последующем полировании с подачей СОЖ в рабочую зону. В качестве последней применяют смесь синтетических первичных жирных спиртов фракции do-Ci2, метилового эфира синтетических жирных кислот фракции и керосина осветительного при следующем соотношении компонентов, мае. %:
Синтетические первичные жирные спирты фракции do-Ci27,0-8,1
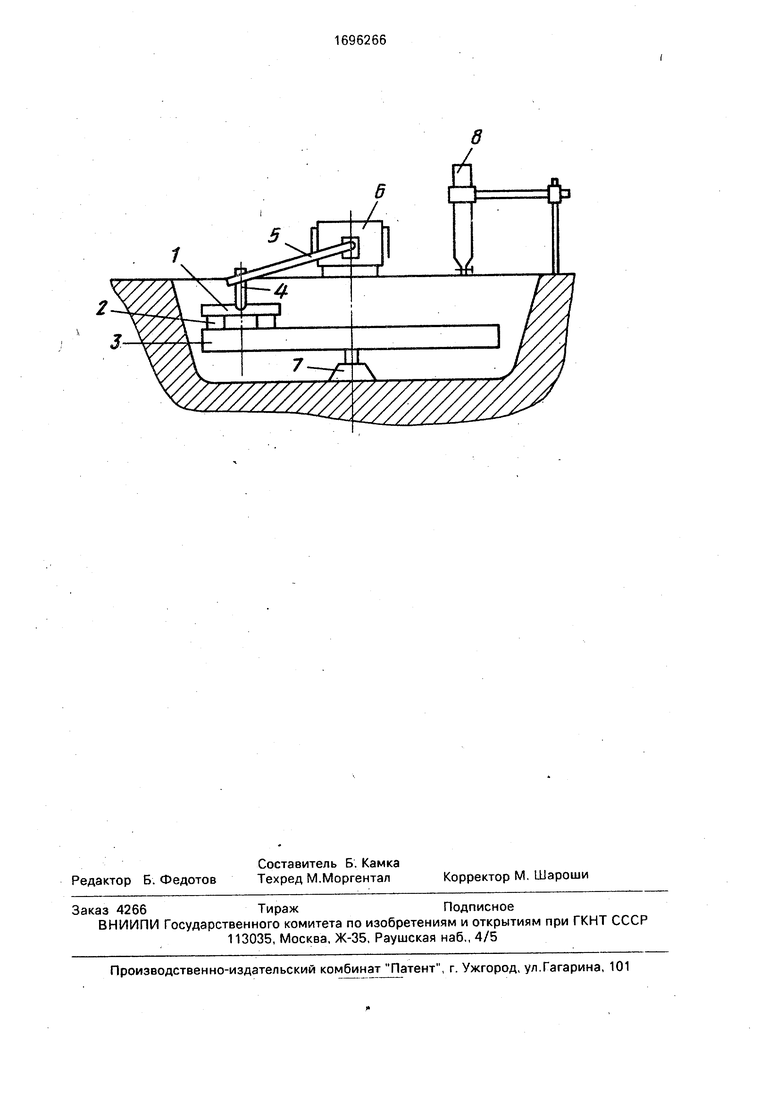
Метиловый эфир синтетических жирных кислот фракции С12-С150,1-0,3 Керосин осветительныйОстальноеПолирование производят с усилием прижатия обрабатываемых деталей к полировальнику -(17-23) -10 н/м2 и скоростью вращения полировальника 9,0-9,7 . На чертеже показана схема реализации способа полирования высокоглиноземистой керамики.
Полирование производят, например, на станке типа ЗШП-320 с доработкой, позволяющей плавно регулировать скорость вращения полировальника. Диск-спутник 1 с наклеенными на него в количестве шестью керамическими подложками 2 прижимается к полировальнику 3 поводком 4, укрепленным на штанге 5, зафиксированной в головке 6. Полировальник установлен на
ON
О
сь
43
Qs
О
Ј
шпинделе 7. СОЖ подается на полировальник из капельницы 8.
Для обеспечения оптимального режи - ма полирования скорость вращения полировальника устанавливают равной 9,4 , что обеспечивает 40 двойных ходов поводка в минуту. Гидравлическая система станка посредством штанги создает усилие прижима диска-спутника к полировальнику, равное в нашем случае 20-104 н/м2. Величину штриха для применяемых дисков-спутников диаметром 220 мм устанавливают равной 60 мм. Полирование производят на алмазной пасте АСМ 5/3, которую наносят на полировальник вручную перед началом процесса. Расход пасты 30-50 Кар на 1000 подложек размером 48x60 мм, Расход СОЖ при полировании капель в минуту.
При полировании достигнуто улучшение поверхности подложек от шероховатости 0,4-0,2 мкм до 0,02 мкм для всех типов СОЖ.
Результаты полирования высокоглиноземистой керамики данным способом приведены в таблице.
Как видно из таблицы, оптимальные соотношения компонентов СОЖ с точки зрения обеспечения цели изобретения - повышения производительности полирования при обеспечении высокого выхода годного - приведены в примерах 3,8,9. Уменьшение и увеличение количества присадок в СОЖ снижает производительность процесса, что видно из примеров 10. 12. Получить достаточные значения производительности полирования для состава прототипа и составов СОЖ, находящихся за пределами предлагаемого изобретения, можно за счет увеличения усилия полирования и скорости вращения полировальника, что, однако,.приводит к перегреву оснастки, отрыву подложек и уменьшению выхода годного - пример 2,11,13. Для описанного
состава оптимальны значения усилия полирования и скорость вращения полировальника, приведенные в примерах 3,4,5. При уменьшении усилия полирования и скорости вращения полировальника производительность резко падает - пример 6, а при увеличении этих показателей перегревается оснастка и снижается выход годного - пример 7.
Ф о р м у л а и з о б р ете н и я
Способ полирования керамики, при котором вращают полировальник, поджимают и перемещают по нему обрабатываемые детали и подают в зону резания абразивную пасту и смазочно-охлаждающую жидкость (СОЖ) на основе керосина, отличающийся тем, что, с целью повышения производительности обработки высокоглиноземистой керамики и выхода годных де- талей, усилие поджатия выбирают равным (17-23) -10 н/м , скорость вращения полировальника 9,0-9,7 , а в качестве СОЖ используют жидкость следующего состава, мас.%:
Синтетические первичные жирные спирты фракции Cio-Cia7,0-8,1 Метиловый эфир синтетических жирных кислот фракции Ci2-Cis 0,1-0,3 Керосин осветительный Остальное
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазочно-охлаждающая жидкость для полирования керамики | 1983 |
|
SU1162862A1 |
| Смазочно-охлаждающая жидкость для полирования керамики | 1984 |
|
SU1247414A1 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛАСТИН ИЗ КЕРАМИЧЕСКИХ МАТЕРИАЛОВ | 1990 |
|
SU1743114A3 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 1989 |
|
SU1792557A3 |
| Состав для очистки поверхности диэлектрика | 1991 |
|
SU1825816A1 |
| Способ полирования деталей | 1986 |
|
SU1397251A1 |
| Алмазная абразивная суспензия | 1991 |
|
SU1781271A1 |
| Полировально-шлифовальная паста | 1981 |
|
SU988848A1 |
| Способ финишной полировки полупроводниковых пластин | 1990 |
|
SU1727178A1 |
Изобретение относится к микроэлектронике, в частности к полированию керамики при изготовлении керамических подложек. Целью изобретения является повышение производительности полирования и выхода годных изделий. Способ полирования заключается в нанесении на полировальник абразивной пасты, полировании с прижимом обрабатываемых деталей к вращающемуся со скоростью 9,0-9,7 с полировальнику с усилием 17-23 104 н/м2 и подачей в зону резания СОЖ. Используют следующий состав СОЖ, мас.%: синтетические первичные жирные спирты фракции CicrCi2 7,0-8,1, метиловый эфир синтетические жирные кислоты фракции 0,1- 0,3, керосин осветительный - остальное. Способ может быть использован на доводочных стенках различных конструкций. Использование способа позволяет повысить производительность до 30%. 1 табл., 1 ял.
| Масловский В.В | |||
| Справочник по доводочным работам, Харьков, Изд | |||
| Прапор, 1985, с.17. |
