СО
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термообработки холоднокатаной ленты из углеродистых и пружинных сталей | 1989 |
|
SU1747514A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ | 2023 |
|
RU2814340C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВЫСОКОТОЧНЫХ ДЕТАЛЕЙ ИЗ ПРУЖИННЫХ КРЕМНИСТЫХ СТАЛЕЙ | 2014 |
|
RU2564805C1 |
| Способ термической обработки стали | 1986 |
|
SU1392124A1 |
| Способ термической обработки пружинных сталей | 1979 |
|
SU885301A1 |
| Способ термической обработки поковок из конструкционно-легированной стали марки 4340 (варианты) | 2024 |
|
RU2837323C1 |
| СПОСОБ ЗАКАЛКИ ДЕТАЛЕЙ | 2009 |
|
RU2399683C1 |
| Способ термической обработки крупногабаритных стальных плит | 1985 |
|
SU1280032A1 |
| Закалочно-отпускной агрегат | 1989 |
|
SU1775592A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ АЛЮМИНИЕВЫХ БРОНЗ | 1991 |
|
RU2013463C1 |
Изобретение относится к термической обработке углеродистой ленты преимущественно толщиной 0,055-0,08 мм, применяемой при изготовлении шторных затворов фотоаппаратов. Цель изобретения - уменьшение коробоватости и неплоскостности ленты при сохранении уровня прочности. Способ заключается в том, что производят двойную закалку ленты, нагретой до 880- 910°Св масляной ванне с температурой 50- 120°С, с последующими отпусками ленты при пропускании ее между нагретыми гладкими металлическими пластинами, одна из которых снабжена асбестовой прокладкой При этом температура первого отпуска 510- 1520°С, второго 380-41ОиС. Предложенный способ позволяет снизить расход заготовок для получения годной ленты. 1 з.п. ф-лы, 1 табл.
Изобретение относится к термической обработке углеродистой ленты преимущественно толщиной 0,055-0,08 мм, применяемой при изготовлении шторных затворов фотоаппаратов.
Цель изобретения - уменьшение коробоватости и неплоскостности ленты при сохранении уровня прочности.
Способ заключается в том, что производят двойную закалку ленты, нагретой до температуры 880-910°С в масляной ванне с температурой 50-120°С с последующими отпусками ленты при пропускании ее между нагретыми гладкими металлическими пластинами, одна из которых снабжена асбестовой прокладкой, при этом температура первого отпуска 510-520°С, второго 380- 410°С.
Предлагаемый способ термообработки тонкой ленты опробован на ленте из углеродистой стали толщиной 0,055-0,080 мм и
шириной 20-65 мм, которая предназначена для изготовления шторных затворов фотоаппаратуры. Согласно техническим условиям лента должна иметь регламентированные коробоватость (желобчатость) не более 0,05 мм, неплоскостность не более 0,3 мм и временное сопротивление разрыву 185- 215 кг/мм2.
Предлагаемый способ реализуют в устройстве, аналогичном известному. Во всех вариантах опробования способа температура нагрева ленты под закалку составляет 880-910°С. Температура закалочной среды - масляной ванны составляет 50-120°С. При назначении температуры закалки в масляной ванне ниже 50°С из-за повышенной вязкости масла наблюдается большой вынос масла из ванны на поверхности ленты, которое в нагретых утюгах дает пригары, продукты пригара на поверхности ленты
ON Ю О
СП
ю
создают риски, продавы, снижающие выход годного.
Повышение температуры масляной ванны выше 120°С (например, до 150°С) дает большое задымление рабочего помещения, что экологически нецелесообразно.
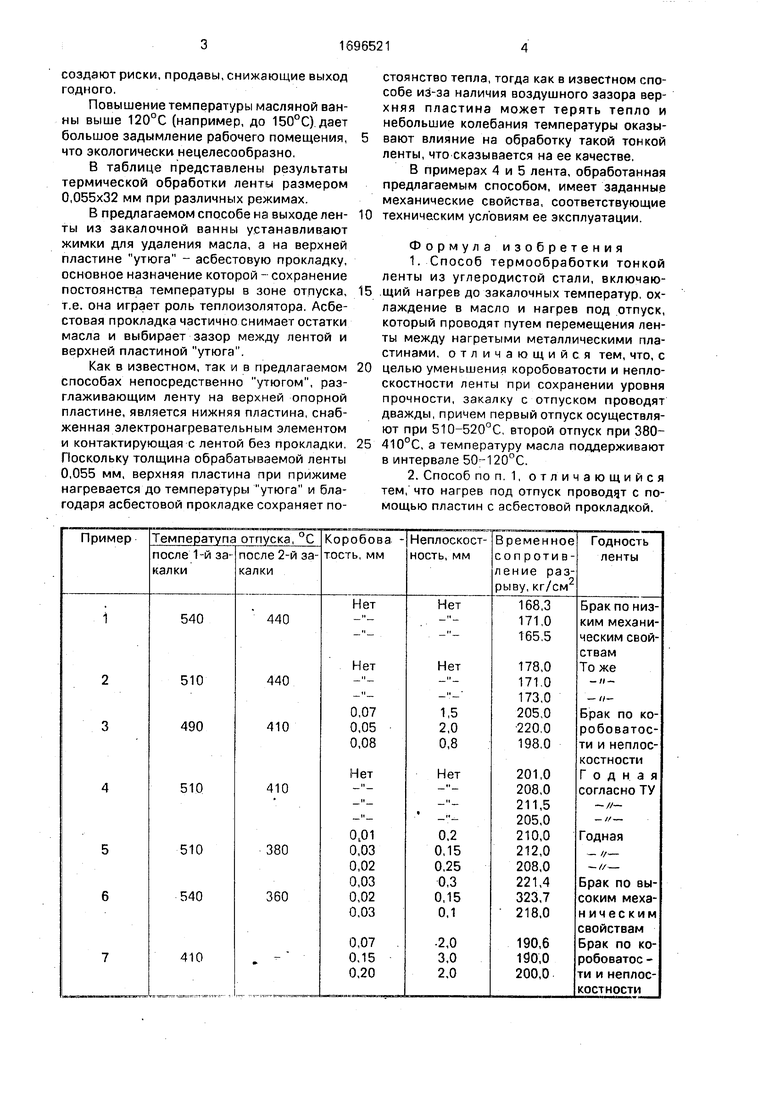
В таблице представлены результаты термической обработки ленты размером 0,055x32 мм при различных режимах,
В предлагаемом способе на выходе ленты из закалочной ванны устанавливают жимки для удаления масла, а на верхней пластине утюга - асбестовую прокладку, основное назначение которой - сохранение постоянства температуры в зоне отпуска, т.е. она играет роль теплоизолятора. Асбестовая прокладка частично снимает остатки масла и выбирает зазор между лентой и верхней пластиной утюга.
Как в известном, так и в предлагаемом способах непосредственно утюгом, разглаживающим ленту на верхней опорной пластине, является нижняя пластина, снабженная электронагревательным элементом и контактирующая с лентой без прокладки. Поскольку толщина обрабатываемой ленты 0,055 мм, верхняя пластина при прижиме нагревается до температуры утюга и благодаря асбестовой прокладке сохраняет по0
стоянство тепла, тогда как в известном способе из-за наличия воздушного зазора верхняя пластина может терять тепло и небольшие колебания температуры оказывают влияние на обработку такой тонкой ленты, что сказывается на ее качестве.
В примерах 4 и 5 лента, обработанная предлагаемым способом, имеет заданные механические свойства, соответствующие техническим условиям ее эксплуатации
Формула изобретения
целью уменьшения коробоватости и неплоскостности ленты при сохранении уровня прочности, закалку с отпуском проводят дважды, причем первый отпуск осуществляют при 510-520°С, второй отпуск при 380410°С, а температуру масла поддерживают в интервале 50-120°С.
| 0 |
|
SU154552A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
