Изобретение относится к машиностроению и может быть использовано при изготовлении штамповкой в прессах крупногабаритных деталей, в частности, в производстве лопастей рабочих колес ради- ально-осевых гидромашин из плоских профилированных или листовых заготовок,
Цель изобретения - повышение качества получаемых деталей.
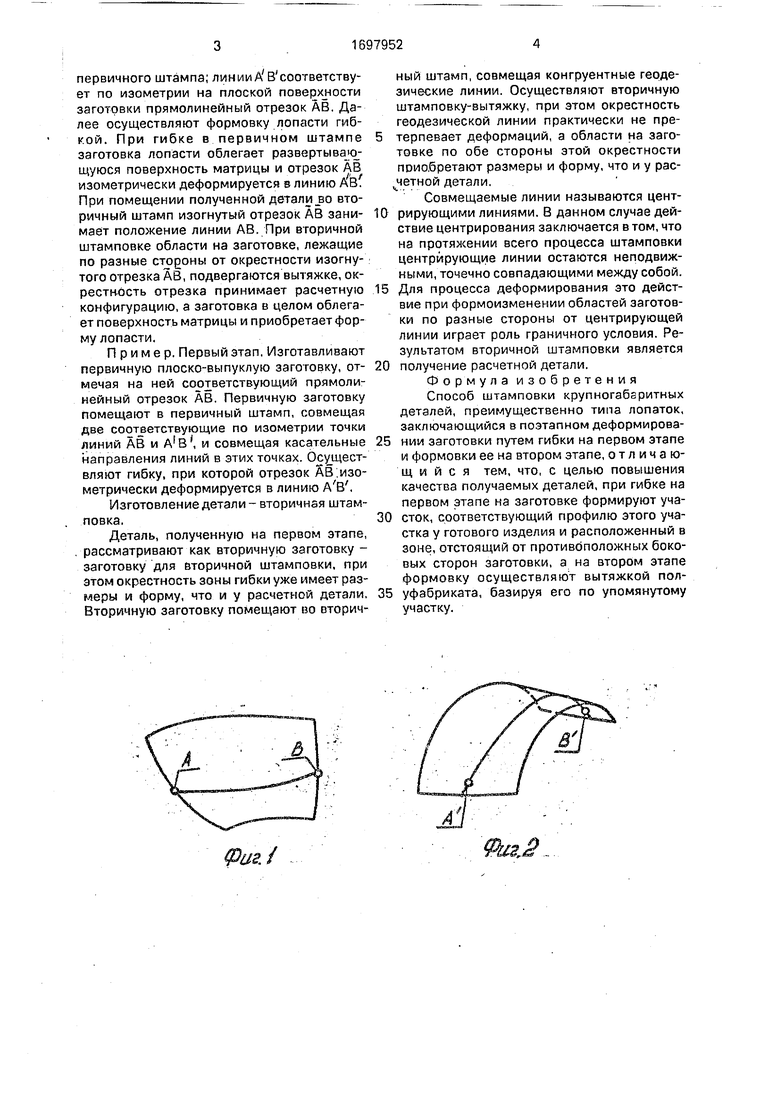
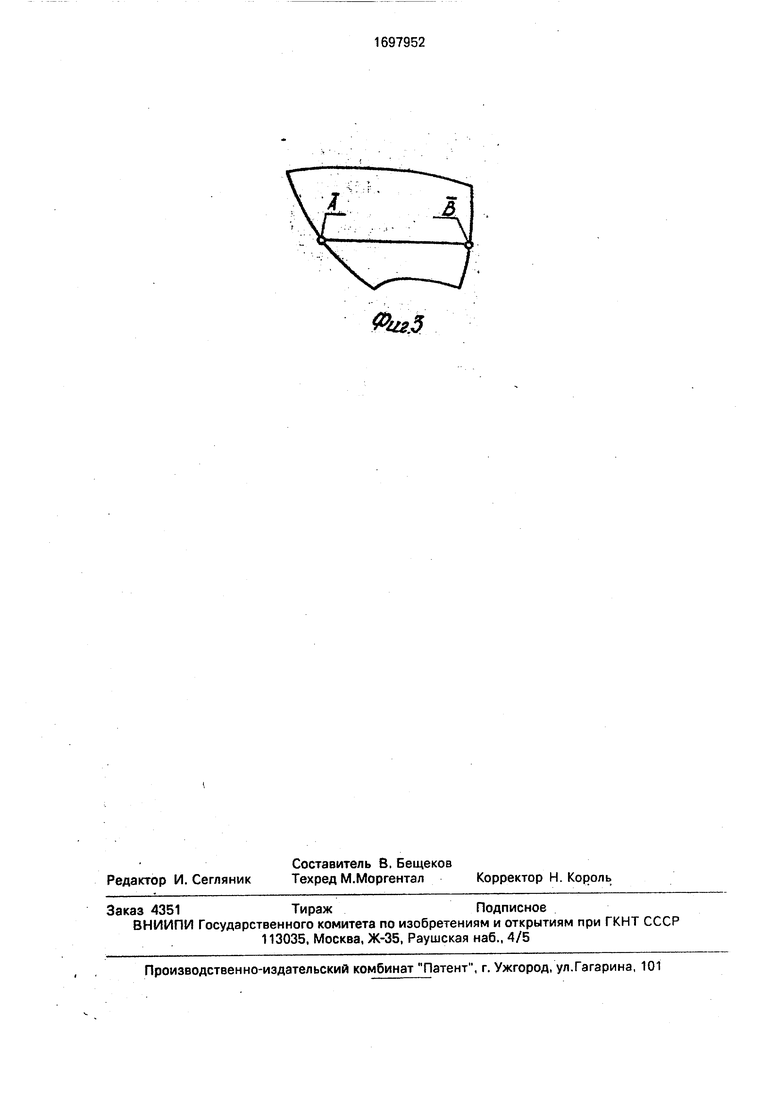
На фиг.1 изображена рабочая поверхность матрицы основного, вторичного штампа для вытяжки лопасти, план (АВ геодезическая линия, проведенная на этой поверхности на участке, соответствующем области наибольших толщин расчетной детали, соединяющая точки на периферии матрицы, соответствующие точкам обода и ступицы); на фиг.2 - вид рабочей поверхности матрицы первичного гибочного штампа, равной, с точностью до движения, развертывающейся поверхности, соприкасающейся с поверхностью вторичного штампа вдоль линии АВ (линии АВ на поверхности первичного штампа соответствует геодезическая линия А В); на фиг.З - плоская профилированная заготовка лопасти, план (плоская поверхность заготовки изометрична рабочей поверхности матрицы первичного штампа; линии А В соответствует по изометрии на плоской поверхности заготовки поямоли- нейный отрезок AS, протяженный в области наибольших толщин заготовки).
Способ осуществляется следующим образом.
Выполняют вторичный штамп, на рабочей поверхности матрицы штампа проводят геодезическую линию АВ (фиг. 1), строят развертывающуюся поверхность, соприкасающуюся с поверхностью матрицы вдоль этой линии. Выполняют первичный штамп с рабочей поверхностью матрицы, равной, с точ- ностью до движения, указанной развертывающейся поверхности (фиг 2); на поверхности матрицы отмечают геодезическую линию А В , соответствующую линии АВ Профилируют и изготовливают плосковыпуклую заготовку лопасти (фиг 3): при профилировании предусматривают, чтобы плоская ловерхность заготовки была изометрична рабочей поверхности матрицы
ч чэ ел
к
первичного штампа; линии А В соответствует по изометрии на плоской поверхности заготовки прямолинейный отрезок АВ. Далее осуществляют формовку лопасти гибкой. При гибке в первичном штампе заготовка лопасти облегает развертываю - щуюся поверхность матрицы и отрезок АВ изометрически деформируется в линию АВ При помещении полученной детали во вторичный штамп изогнутый отрезок АВ занимает положение линии АВ. При вторичной штамповке области на заготовке, лежащие по разные стороны от окрестности изогнутого отрезка АВ, подвергаются вытяжке, окрестность отрезка принимает расчетную конфигурацию, а заготовка в целом облегает поверхность матрицы и приобретает форму лопасти.
Пример. Первый этап, Изготавливают первичную плоско-выпуклую заготовку, отмечая на ней соответствующий прямолинейный отрезок АВ. Первичную заготовку помещают в первичный штамп, совмещая две соответствующие по изометрии точки линий АВ и А1 В , и совмещая касательные направления линий в этих точках. Осуществляют гибку, при которой отрезок АВ изометрически деформируется в линию А В ,
Изготовление детали- вторичная штамповка.
Деталь, полученную на первом этапе, рассматривают как вторичную заготовку - заготовку для вторичной штамповки, при этом окрестность зоны гибки уже имеет размеры и форму, что и у расчетной детали. Вторичную заготовку помещают во вторичный штамп, совмещая конгруентные геодезические линии. Осуществляют вторичную штамповку-вытяжку, при этом окрестность геодезической линии практически не претерпевает деформаций, а области на заготовке по обе стороны этой окрестности приобретают размеры и форму, что и у рас- ччетной детали.
Совмещаемые линии называются центрирующими линиями. В данном случае действие центрирования заключается в том, что на протяжении всего процесса штамповки центрирующие линии остаются неподвижными, точечно совпадающими между собой.
Для процесса деформирования это действие при формоизменении областей заготовки по разные стороны от центрирующей линии играет роль граничного условия. Результатом вторичной штамповки является
получение расчетной детали.
Формула изобретения Способ штамповки крупногабаритных деталей, преимущественно типа лопаток, заключающийся в поэтапном деформировании заготовки путем гибки на первом этапе и формовки ее на втором этапе, отличающийся тем, что, с целью повышения качества получаемых деталей, при гибке на первом этапе на заготовке формируют участок, соответствующий профилю этого участка у готового изделия и расположенный в зоне, отстоящий от противоположных боковых сторон заготовки, а на втором этапе формовку осуществляют вытяжкой полуфабриката, базируя его по упомянутому участку.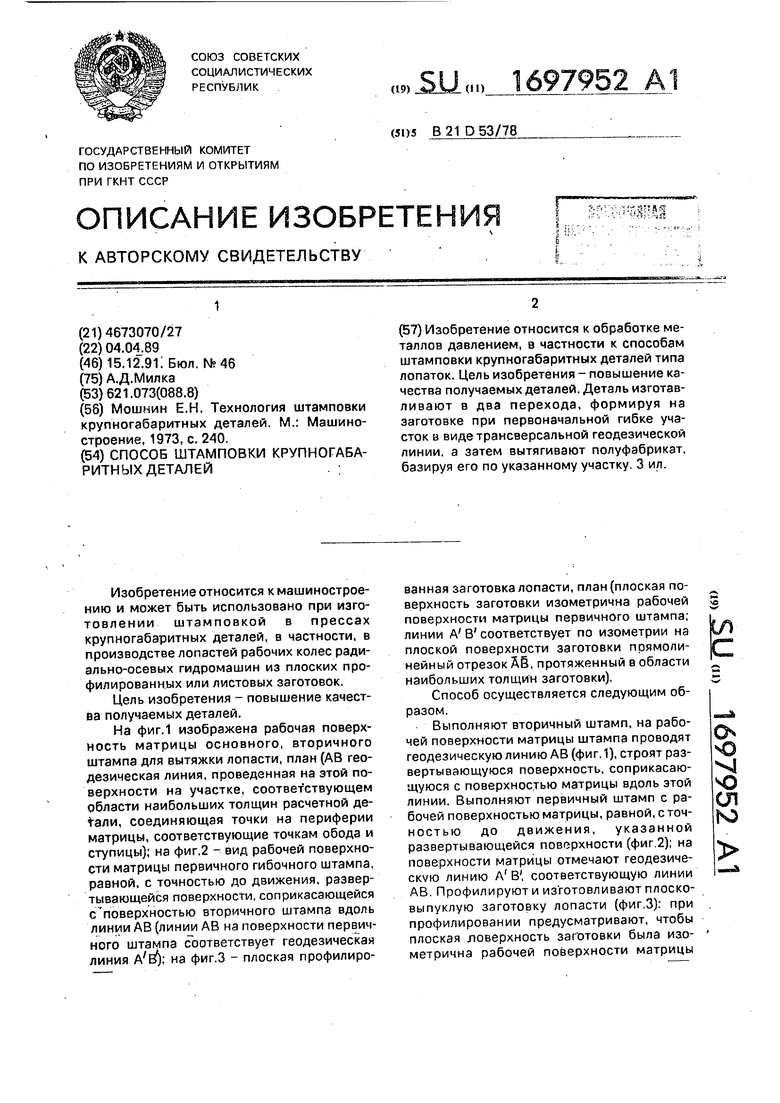
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ПРОСТРАНСТВЕННОЙ ДЕТАЛИ С ПРИЖИМОМ КРАЕВОЙ ЧАСТИ ПОЛОВИНЫ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2010 |
|
RU2457059C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ПРОСТРАНСТВЕННОЙ ДЕТАЛИ С ПРИЖИМОМ КРАЕВОЙ ЧАСТИ ПОЛОВИНЫ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2010 |
|
RU2457058C2 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2009 |
|
RU2423199C2 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2008 |
|
RU2401173C2 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ШТАМПОВКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ВНУТРЕННИМИ ПОЛОСТЯМИ НА СТЕНКЕ ИЗ ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2006 |
|
RU2349408C2 |
| Способ предварительной гибки заготовки с последующей вытяжкой полуфабриката | 2015 |
|
RU2623521C2 |
| Способ вытяжки сложного крупногабаритного пространственного полуфабриката (Варианты) | 2016 |
|
RU2661982C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ, ФОРМОВКИ И ПРАВКИ ДЕТАЛИ С РЕБРАМИ ЖЕСТКОСТИ (ВАРИАНТЫ) | 2013 |
|
RU2545875C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ЦЕЛЬНОШТАМПОВАННОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2009 |
|
RU2438823C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ (ВАРИАНТЫ) | 2009 |
|
RU2442672C2 |
Изобретение относится к обработке металлов давлением, в частности к способам штамповки крупногабаритных деталей типа лопаток. Цель изобретения - повышение качества получаемых деталей. Деталь изготавливают в два перехода, формируя на заготовке при первоначальной гибке участок в видетрансверсальной геодезической линии, а затем вытягивают полуфабрикат, базируя его по указанному участку 3 ил.
/
&ш.5
