Изобретение может быгь использовано в любой отрасли машино- и приборостроения для динамического упрочнения с одновременной правкой деталей типа вала, имеющих прямолинейную образующую,
Целью изобретения является расширение технологических возможностей и повышение качества обработки путем одновременной правки деталей типа валов за счет неравномерного упрочнения детали подлине.
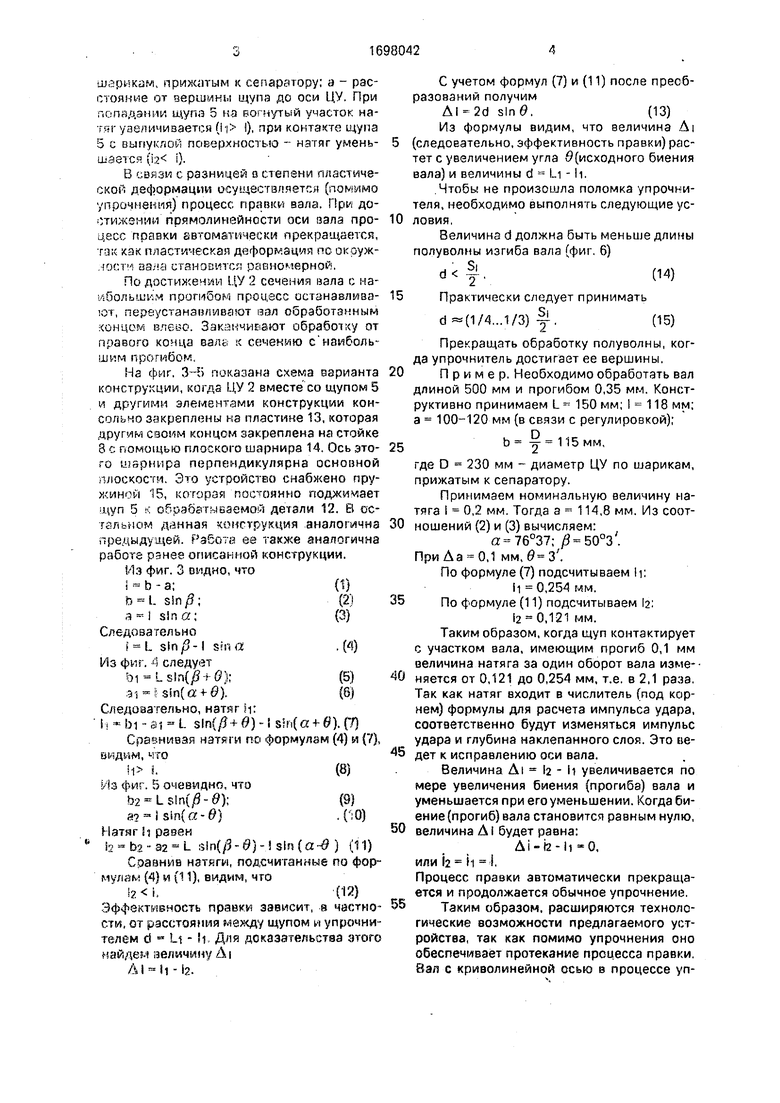
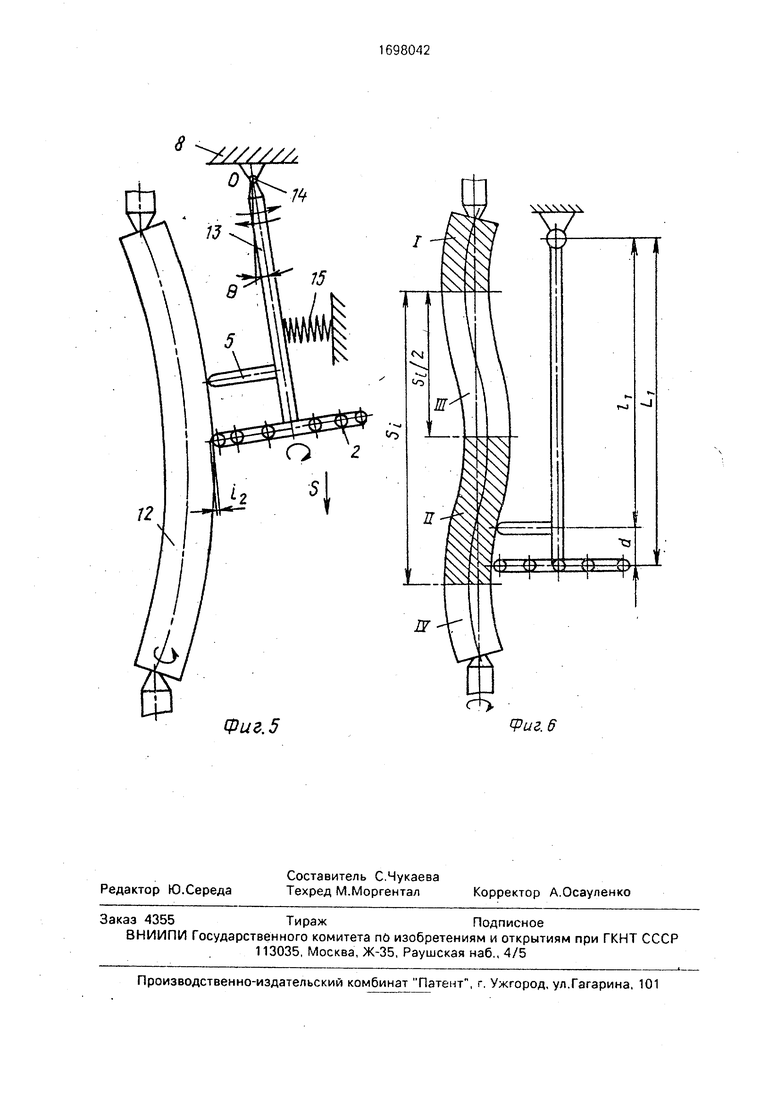
На фиг. 1 схематично представлено устройство, осевой разрез з горизонтальной плоскости (основной); на фиг. 2 - вид А на фиг 1; на фиг. 3-5- схемы конструкции устройства нашарнирно закрепленной пластине, вид сверху; на фиг. 6 - схема обработки.
На валу 1 (фиг. 1 и 2) смонтирован центробежный упрочнитель (ЦУ) 2. Вал 1 установлен в подшипниках 3, расположенных в корпусе 4,
на котором закреплен рег ирусмый щуп 5. Корпус4 конспльно зг.коепчо s :-, цзул плоских пружинах б и 7, когсрые f v каймами прикреплены на стойке 8. СтнН,, 8 установлена йа суппорта 9 станка.(, е 8 прикреплен электродвигатель 10, вьг.Сч., ной вал которого сое- д-инеч с s гибким валом 11.
Суплор 9 вместе с устройством подводят к о5рэЬ т - сапмой детали 12 до сопри- косноэечия с чеС щупа 5 и изгиба пружин б и 7 на зеличину, превышающую биение искривленного вала 12. Детали 12 и ЦУ 2 сообщают вращение суппорту 9 (вместе с устройство - псла1| о 5 под воздейст зисм плоских пружин 6 и 7 осе время поджат к дета-ти 1. Номинальная величина натяга (при обработке прямолинейного вала)
равна b - а, где ( V , D - диамст р ЦУ. по
О
го
шарикам, прижатым к сепаратору; а - расстояние от вершины щупа до оси ЦУ. При попадании щупа 5 на вогнутый участок натяг увеличивается (Н I), при контакте щупа 5 с выпуклой поверхностью - натяг уменьшается (i2 i).
В связи с разницей в степени пластической деформации осуществляется (помимо упрочнения) процесс правки вала. При достижении прямолинейности оси вала процесс правки автоматически прекращается, так как пластическая деформация по окружности вала становится равномерной.
По достижении ЦУ 2 сечения вала с наибольшим прогибом процесс останавливают, переустанавливают вал обработанным концом влево. Заканчивают обработку от правого конца вала к сечению с наибольшим прогибом.
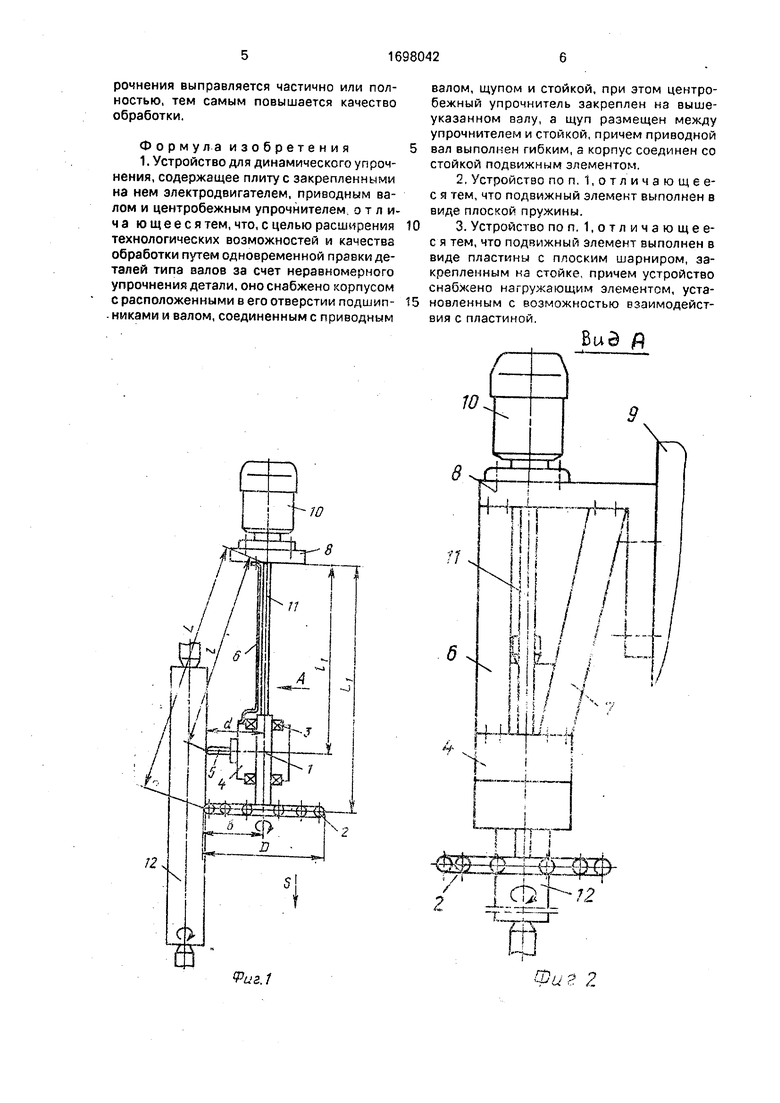
На фиг. 3-5 показана схема варианта конструкции, когда ЦУ 2 вместе со щупом 5 и другими элементами конструкции кон- сольчо закреплены на пластине 13, которая другим своим концом закреплена на стойке 3 с помощью плоского шарнира 14. Ось этого шарнира перпендикулярна основной плоскости. Это устройство снабжено пружиной 15, которая постоянно поджимает щуп 5 к обрабатываемой детали 12. В остальном данная конструкция аналогична предыдущей. Работа ее также аналогична работе ранее описанной конструкции.
Из фиг. 3 видно, что
i b - a;(1)
b L sln/3;(2)
a i sin a;(3)
Следовательно
t L sin a.(4)
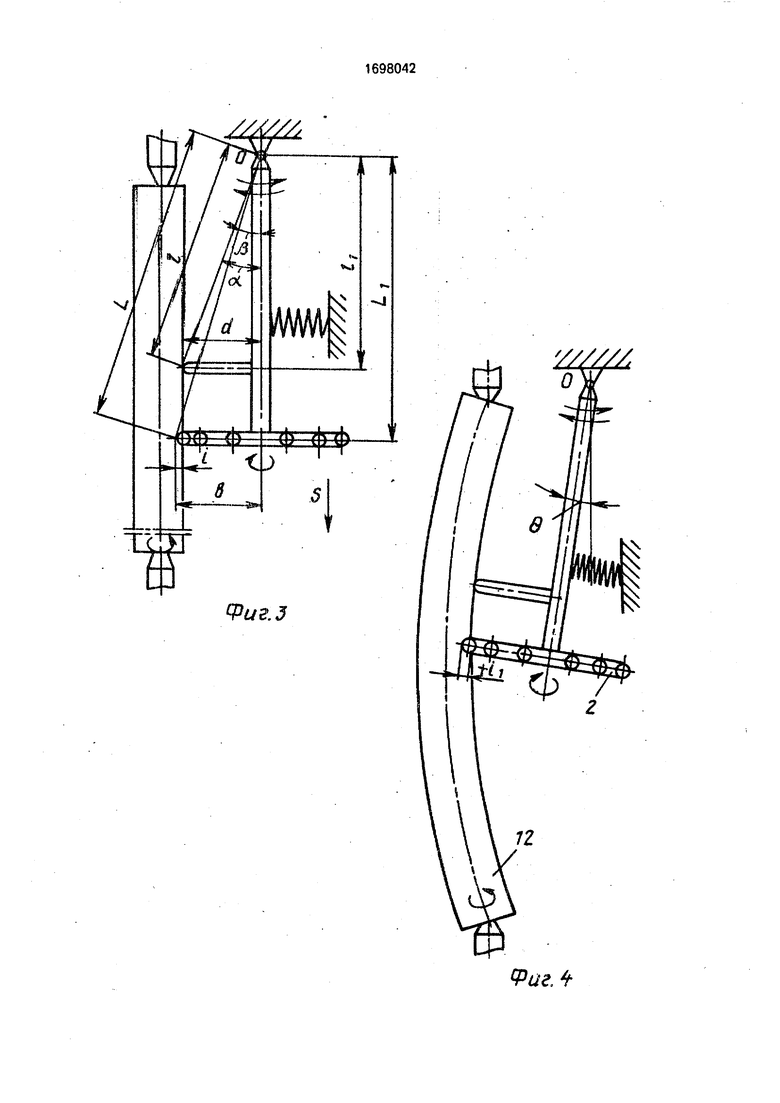
Из фиг. 4 следует
bi Lsln(Ј + 0);(5)
ai isin(a + 0).(6)
Следовательно, натяг И: 4i-bi-ai-L sln(Ј+0)-lsin(a + 0).(7)
Сравнивая натяги по формулам (4) и (7), видим, что
Н 1.(8)
Из фиг. 5 очевидно, что
b2 Lsin(Ј-#);(9)
a2 -isln(a-0).(10)
Натяг li равен I2 b2-a2 L (/3-0)-lsln() (11)
Сравнив натяги, подсчитанные по формулам (4) и (11), видим, что
.(12)
Эффективность правки зависит, в частности, от расстояния между щупом и упрочни- телем d - Li - Н. Для доказательства этого найдем величину Д|
Al li-i2.
С учетом формул (7) и (11) после преобразований получим
Al 2d sln#.(13)
Из формулы видим, что величина Д| (следовательно, эффективность правки) растет с увеличением угла (исходного биения вала) и величины d U - И.
Чтобы не произошла поломка упрочни- теля, необходимо выполнять следующие ус- ловия.
Величина d должна быть меньше длины полуволны изгиба вала (фиг. 6) Si
d
(14)
Практически следует принимать d «(1/4...1/3) .(15)
Прекращать обработку полуволны, когда упрочнитель достигает ее вершины. Пример. Необходимо обработать вал длиной 500 мм и прогибом 0,35 мм. Конструктивно принимаем 1 150 мм; 1 118 мм; а 100-120 мм (в связи с регулировкой);
25
ь-f
115 мм,
где D 230 мм - диаметр ЦУ по шарикам, прижатым к сепаратору.
Принимаем номинальную величину натяга I 0,2 мм. Тогда а 114,8 мм. Из соот- ношений (2) и (3) вычисляем:
а 76°37; /3 50°3 . При Да 0,1 мм, .
По формуле (7) подсчитываем И:
И 0,254 мм. По формуле (11) подсчитываем г.
(2 0,121 мм.
Таким образом, когда щуп контактирует с участком вала, имеющим прогиб 0,1 мм величина натяга за один оборот вала изме-- няется от 0,121 до 0,254 мм, т.е. в 2,1 раза. Так как натяг входит в числитель (под корнем) формулы для расчета импульса удара, соответственно будут изменяться импульс удара и глубина наклепанного слоя. Это ве- дет к исправлению оси вала.
Величина Д| г - И увеличивается по мере увеличения биения (прогиба) вала и уменьшается при его уменьшении. Когда биение (прогиб) вала становится равным нулю, величина Д i будет равна:
Д1-Ь-Н-0, или h И i.
Процесс правки автоматически прекращается и продолжается обычное упрочнение. Таким образом, расширяются технологические возможности предлагаемого устройства, так как помимо упрочнения оно обеспечивает протекание процесса правки. Вал с криволинейной осью в процессе упрочнения выправляется частично или полностью, тем самым повышается качество обработки.
Формула изобретения 1. Устройство для динамического упрочнения, содержащее плиту с закрепленными на нем электродвигателем, приводным валом и центробежным упрочнителем о т л и- ча ющеесятем,что, с целью расширения технологических возможностей и качества обработки путем одновременной правки деталей типа валов за счет неравномерного упрочнения детали, оно снабжено корпусом с расположенными в его отверстии подшип- . киками и валом, соединенным с приводным
0
5
валом, щупом и стойкой, при этом центробежный упрочнитель закреплен на вышеуказанном валу, а щуп размещен между упрочнителем и стойкой, причем приводной вал выполнен гибким, а корпус соединен со стойкой подвижным элементом.
2,Устройство по п. Т.отличающее- с я тем, что подвижный элемент выполнен в виде плоской пружины.
3.Устройство поп, 1,отличающее- с я тем, что подвижный элемент выполнен в виде пластины с плоским шарниром, закрепленным на стойке, причем устройство снабжено нагружающим элементом, установленным с возможностью взаимодействия с пластиной.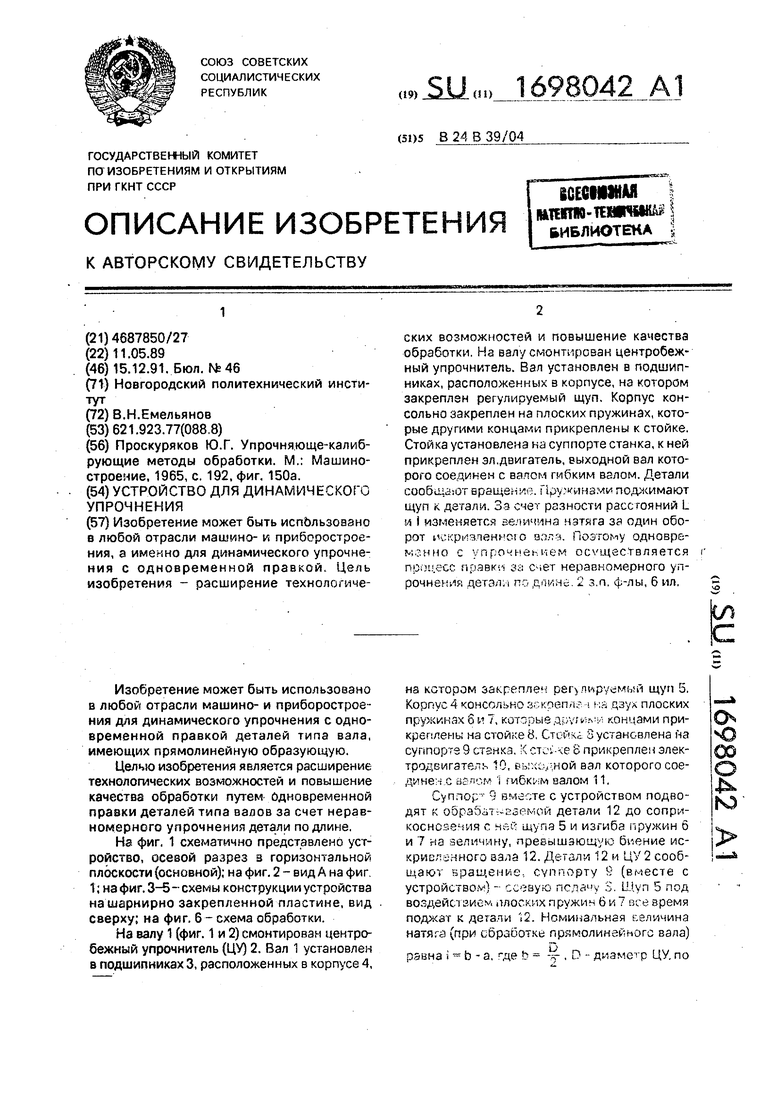
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ комбинированной обработки цилиндрических валов | 1990 |
|
SU1771933A1 |
| Стенд для градуировки и определения жесткости ротационных динамометров и тензометрических валов | 1989 |
|
SU1749737A2 |
| СПОСОБ ПРАВКИ МАЛОЖЕСТКИХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2018 |
|
RU2685826C1 |
| Способ правки цилиндрических деталей | 2018 |
|
RU2686963C1 |
| Устройство для комбинированной обработки валов | 1991 |
|
SU1812081A1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2288829C1 |
| СПОСОБ ОБРАБОТКИ НЕЖЕСТКИХ ВАЛОВ | 2008 |
|
RU2380212C1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2288816C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ФРИКЦИОННЫМ ПОВЕРХНОСТНЫМ УПРОЧНЕНИЕМ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2288828C1 |
| Шариковый центробежный упрочнитель | 1987 |
|
SU1500466A1 |
Изобретение может быть использовано в любой отрасли машина- v, приборостроения, а именно для динамического упрочнения с одновременной правкой. Цель изобретения - расширение технологических возможностей и повышение качества обработки. На валу смонтирован центробежный упрочнитель. Вал установлен в подшипниках, расположенных в корпусе, на котором закреплен регулируемый щуп, Корпус кон- сольно закреплен на плоских пружинах, которые другими концами прикреплены к стойке. Стойка установлена на суппорте станка, к ней прикреплен эл.двигатель, выходной вал которого соединен с вачом гибким валом. Детали сообщают вращвпио. Пежинами поджимают щуп i детали. Зз счет разности расстояний L и i изменяется величина чзтяга за один оборот иоф - енисио вплч. Поэтому одновременно с лгочнеьием осуществляется процесс правка ja Счет неравномерного упрочнения детэлл по длине 2 з.п. ф-лы, 6 ил.
12
Риг. 1
Bud Д
. +т.
f JI
Icbi
J.
TJ-р72
Н
rfr
Фа 2
(//А
Фиг.З
У////А
ФагЛ
Фиг. 5
гт
Фиг. 6
| Проскуряков Ю.Г | |||
| Упрочняюще-калиб- рующие методы обработки | |||
| М.: Машиностроение, 1965, с | |||
| Вагонный распределитель для воздушных тормозов | 1921 |
|
SU192A1 |
| Деревянный коленчатый рычаг | 1919 |
|
SU150A1 |
