(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ ОСТАТОЧНОГО МЯСА С ГРУДНОГО ОТДЕЛА ПОЗВОНОЧНИКА ТЕПЛОКРОВНЫХ ЖИВОТНЫХ | 1994 |
|
RU2084158C1 |
| Устройство для обезвоживания волокнистого материала | 1982 |
|
SU1138324A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ОБЪЕМНЫХ ЭЛЕМЕНТОВ | 1972 |
|
SU331900A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2444435C1 |
| МОЛОТИЛЬНЫЙ АППАРАТ | 2005 |
|
RU2282975C1 |
| Устройство для обработки бетонных или т.п. масс посредством вакуум-камеры | 1941 |
|
SU66719A1 |
| Способ отбеливания текстильного полотна | 1982 |
|
SU1043205A1 |
| Установка для формования строительных изделий сложной конфигурации | 1972 |
|
SU481442A1 |
| Устройство для отливки изделий из волокнистой массы | 1986 |
|
SU1418377A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ВСПЕНЕННОГО МАТЕРИАЛА | 1993 |
|
RU2045405C1 |
Изобретение относится к оборудованию для изготовления изделий из пенополистирола и может быть использовано при производстве строительных теплоизоляционных и упаковочных материалов. Цель изобретения - расширение технологических возможностей и снижение энергозатрат. Указанная цель достигается тем, что установка состоит из перфорированных форм, помещенных внутри герметичных камер с возможностью подвода технологических агентов, выполненных в виде сопряженных секторов барабана, установленного на горизонтальной оси с возможностью вращения и охватывающей рабочую часть барабана бесконечной гибкой ленты. 2 ил.
Изобретение относится к оборудованию для изготовления изделий из пенополи- стирола методом прессования в форме и может быть использовано при производстве строительных теплоизоляционных и упаковочных материалов.
Целью изобретения является расширение технологических возможностей и снижение энергозатрат.
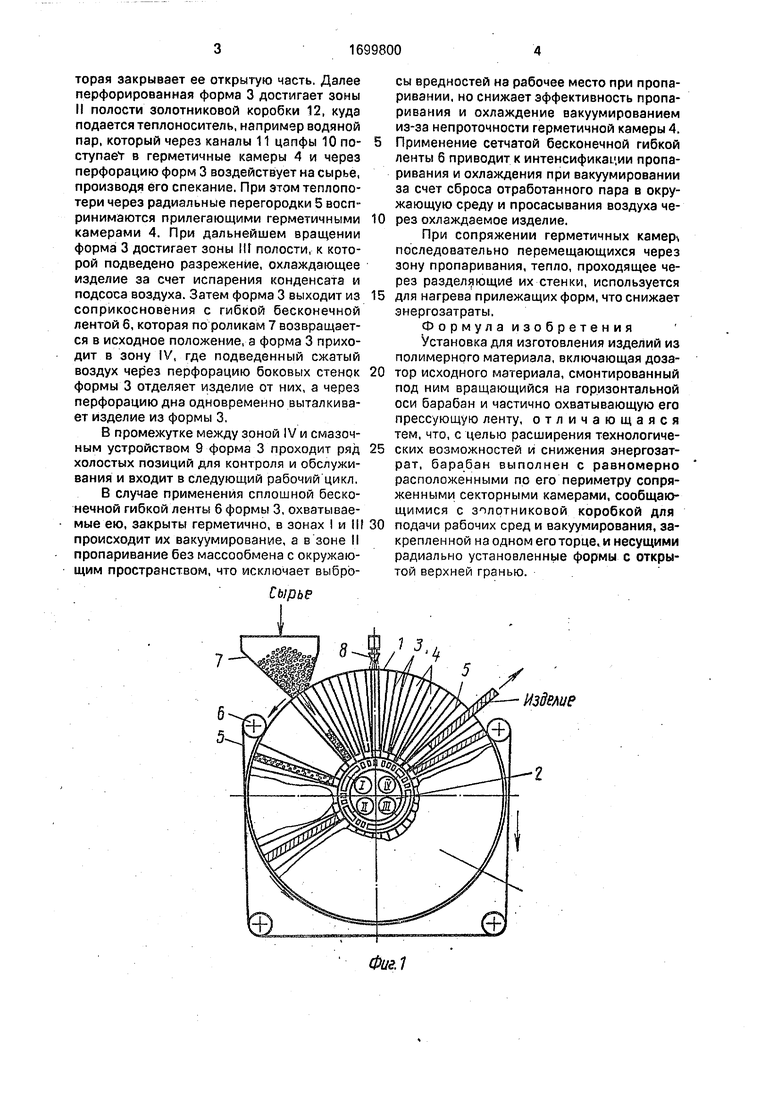
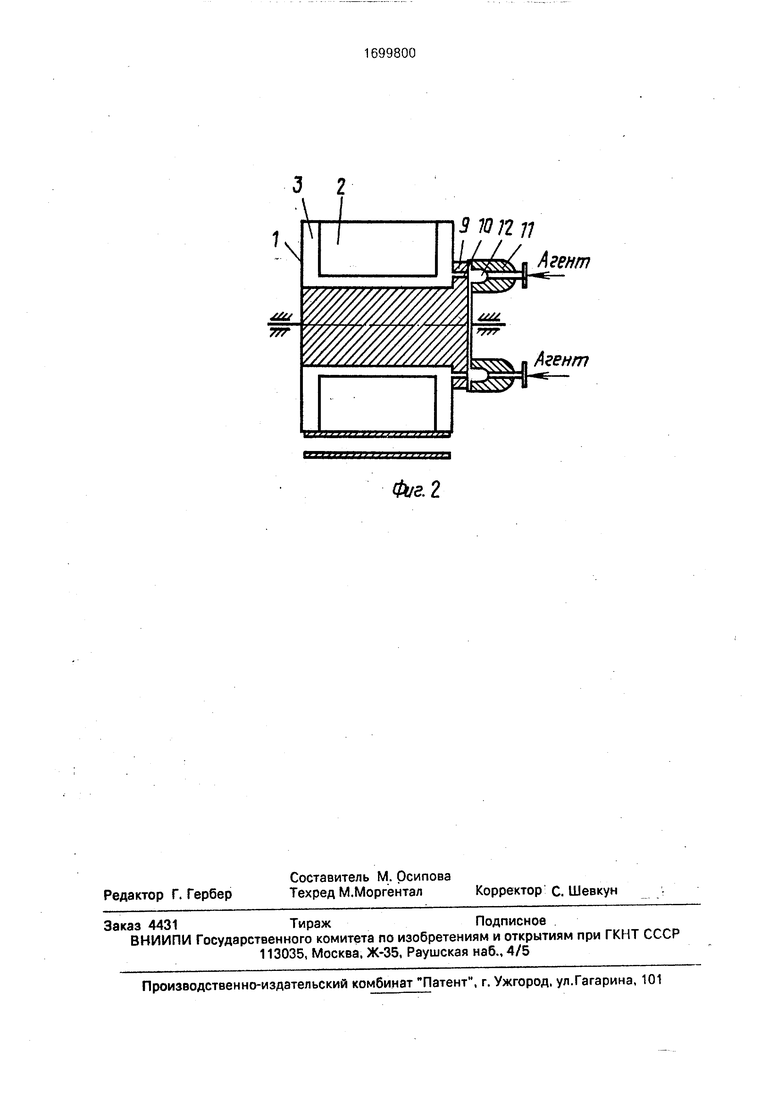
На фиг. 1 изображена установка с одиночной лентой, вид сбоку; на фиг. 2 - то же, продольный разрез.
Установка для изготовления изделий из пенополистирола состоит из барабана 1, имеющего возможность вращения вокруг горизонтальной оси 2, радиально расположенных в нем перфорированных форм 3, помещенных в герметичные камеры 4, выполненные в виде сопряженных секторов, образуемых радиальными перегородками 5, бесконечной гибкой ленты 6, охватывающей
рабочую часть цилиндрической поверхности барабана 1 и поддерживаемой роликами 7, загрузочного бункера 8, смазочного устройства 9, цапфы 10 с каналами 11, золотниковой коробки 12с полостями.
Установка работает следующим образом.
Барабан 1 вращается по стрелке, при этом перфорированные Фоомы 3 проходят под смазочным устройством 9, где на их внутреннюю поверхность наносится смазка. Смазанные формы 3 проходят под загрузочным бункером 8, загружаются вспенивающимся сырьем. Одновременно каналы 11 цапфы 10 сообщают герметичную камеру 4 с зоной полости золотниковой коробки 12, К зоне I подведено разрежение, способствующее заполнению перфорированных форм 3.
При дальнейшем вращении барабана 1 перфорированная форма 3 достигает охватывающей бесконечной гибкой ленты 6, ко ю
Ч) 00 О
о
торая закрывает ее открытую часть. Далее перфорированная форма 3 достигает зоны II полости золотниковой коробки 12, куда подается теплоноситель, например водяной пар, который через каналы 11 цапфы 10 по- ступаеУ в герметичные камеры 4 и через перфорацию форм 3 воздействует на сырье, производя его спекание. При этом теплопо- тери через радиальные перегородки 5 воспринимаются прилегающими герметичными камерами 4. При дальнейшем вращении форма 3 достигает зоны llf полости, к которой подведено разрежение, охлаждающее изделие за счет испарения конденсата и подсоса воздуха. Затем форма 3 выходит из соприкосновения с гибкой бесконечной лентой 6, которая по роликам 7 возвращается в исходное положение, а форма 3 приходит в зону IV, где подведенный сжатый воздух через перфорацию боковых стенок формы 3 отделяет изделие от них, а через перфорацию дна одновременно выталкивает изделие из формы 3.
В промежутке между зоной IV и смазочным устройством 9 форма 3 проходит ряд холостых позиций для контроля и обслуживания и входит в следующий рабочий цикл.
В случае применения сплошной бесконечной гибкой ленты 6 формы 3, охватываемые ею, закрыты герметично, в зонах и llf происходит их вакуумирование, а в зоне II пропаривание без массообмена с окружающим пространством, что исключает выброСырье
сы вредностей на рабочее место при пропа- ривании, но снижает эффективность пропа- ривания и охлаждение вакуумированием из-за непроточности герметичной камеры 4. Применение сетчатой бесконечной гибкой ленты 6 приводит к интенсификации пропа- ривания и охлаждения при вакуумировании за счет сброса отработанного пара в окружающую среду и просасывания воздуха через охлаждаемое изделие.
При сопряжении герметичных камер последовательно перемещающихся через зону пропаривания, тепло, проходящее через разделяющие их стенки, используется для нагрева прилежащих форм, что снижает энергозатраты.
Формула изобретения Установка для изготовления изделий из полимерного материала, включающая дозатор исходного материала, смонтированный под ним вращающийся на горизонтальной оси барабан и частично охватывающую его прессующую ленту, отличающаяся тем, что, с целью расширения технологических возможностей и снижения энергозатрат, барабан выполнен с равномерно расположенными по его периметру сопряженными секторными камерами, сообщающимися с золотниковой коробкой для подачи рабочих сред и вакуумирования, закрепленной на одном его торце, и несущими радиально установленные формы с открытой верхней гранью.
Изделие
9 КПП
Агент
Агент
Фиг. 2
| ВАЛКОВО-ЛЕНТОЧНЫЙ ПРЕСС ДЛЯ ТАБЛЕ'ШРО СТЕКЛОНАПОЛНЕННЫХ МАТЕРИАЛОВ | 1979 |
|
SU825327A1 |
| Солесос | 1922 |
|
SU29A1 |
