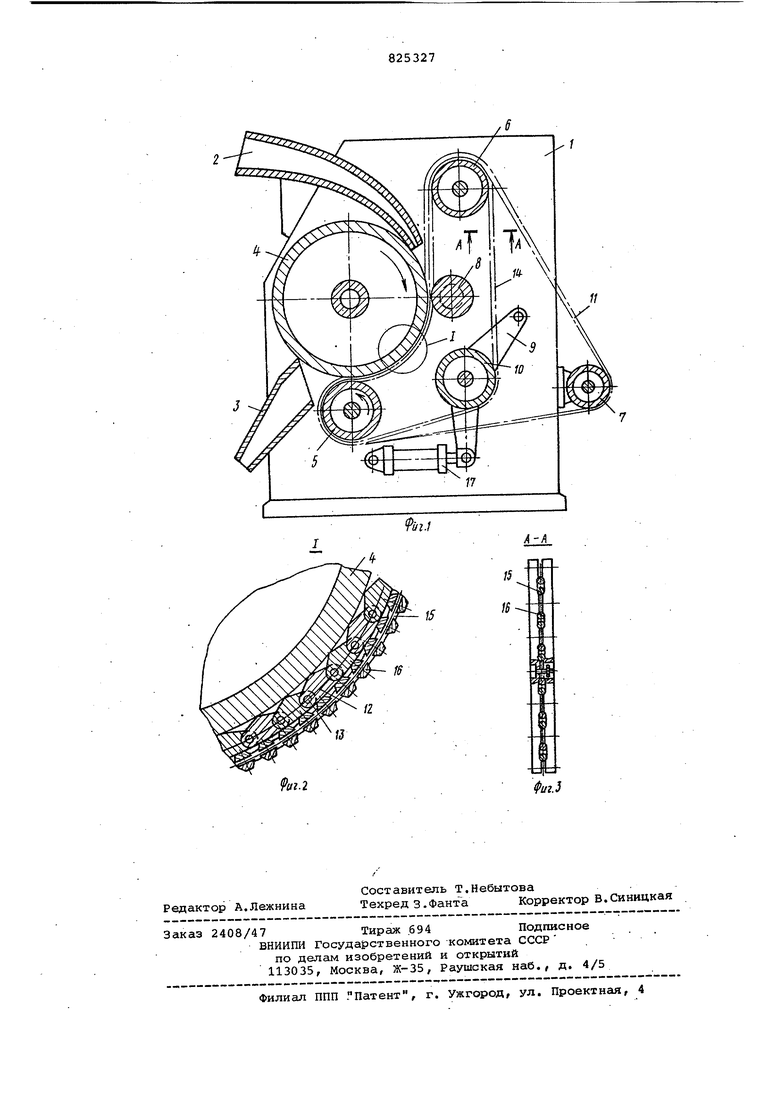
Изобретение относится к оборудова нию для производства и переработки стеклонаполненчых прессматериалов и может быть применено ка предприятия химической промышленности/ промышлен ности стройматериалов и других отраслях народного хозяйства. известен пресс непрерывного дейст вия, содержащий две плиты с механизмом их взаимного поджатия друг к дру гу, каждая из которых охвачена двумя бесконечными лентами 1 . Недостатком данного устройства являются сложность его конструкции и невозможность созда{етя больших. удельных давлений прессования. Наиболее близким к предлагаемому по технической сущности и достигаемо му результату является ленточный пре для формования полимерных материалов содержащий станину, размещенные на, ней приводной прессующий валок, огибакнцие его в зоне формования прессую щую и бесконечную форму надую , механизм натяжения прессующей ленты 2. Недостатком известного пресса явJiяeтcя невозможность непрерывного прессования из-за необходимости снятия натяжения с прессуквдей ленты, что снижает технологические возможности пресса и его проиэвощнтвльнооть. .Цель изобретения - повьшение технологических возможностей пресса. Указанная цель достигается тем, что в валково-ленточном прессе, содержащем станину, размещенгале на ней приводной прессующий валок, огибающие его в зоне формования прессующую и бесконечную формующую ленту, механизм натяжения прессующей ленты, прессующая лента выполнена в виде плоских пучков бесконечных параллельно расположенных тросов, соединенных меаду собой планками, шаг расположения которых вдоль ветвей тросов не более величины шага звеньев формующей ленты. На фиг. 1 изображен предлагаемый пресс, общий вид; на фиг. 2 - узел:: на фиг. 1, на фиг. 3 - разрез А-А на фиг. 1. Пресс включает станину 1 с загрузочным 2 и разгрузочны. 3 желобами, установленные на ней приводной прессукндий валок 4, приводной каток 5, отклонякхдие катки 6 и 7, силовой валок 8 и расположенный на рычаге 9 натяжной каток 10. Бесконечная формующая лента 11 выполнена в виде ryceHHJJUJ, состоящей из звеньев 12 с ячейками, соединенными посредством пальцев 13, и огибает приводной каток 5, отклоняющие катки б и 7, охватывая прессующий валок 4.
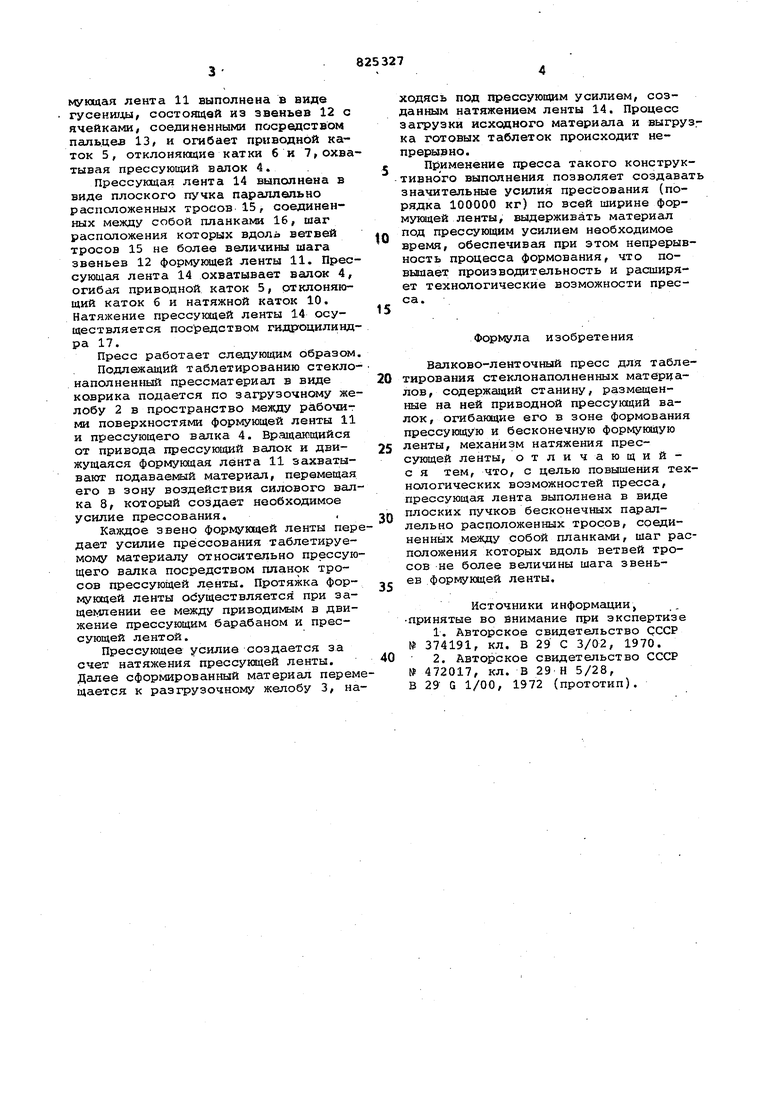
Прессующая лента 14 выполнена в виде плоского пучка параллельно расположенных тросов 15, соединенных между собой планками 16, шаг расположения которых вдоль ветвей тросов 15 не более величины шага звеньев 12 формующей ленты 11. Прессующая лента 14 охватывает валок 4, огибая приводной каток 5, отклоняющий каток б и натяжной каток 10. Натяжение прессующей ленты 14 осуществляется посредством гндроцилиндра 17.
Пресс работает следующим образом.
Подлежащий таблетированию стеклонаполненный прессматериал в виде коврика подается по загрузочному желобу 2 в пространство между рабочими поверхностями формующей ленты 11 и прессующего валка 4. Вращающийся от привода прессующий валок и движущаяся формуквдая лента 11 захватывают подаваемый материал, перемещая его в зону воздействия силового валка 8, который создает необходимое усилие прессования.
Каждое звено формукщей ленты передает усилие прессования таблетируемому материалу относительно прессующего валка посредством планок тросов прессующей ленты. Протяжка формующей ленты ос5уществляется при защемлении ее между приводимым в движение прессующим барабаном и прессующей лентой.
Прессующее усилие создается за счет натяжения прессугацей ленты. Далее сформированный материал перемещается к разгрузочному желобу 3, находясь под прессующим усилием, созданным натяжением ленты 14. Процесс загрузки исходного материала и выгрузка готовых таблеток происходит непрерывно.
Применение пресса такого конструк тивного выполнения позволяет создават значительные усилия прессования (порядка 100000 кг) по всей ширине формующей ленты, выдерживать материал под прессующим усилием необходимое время, обеспечивая при этом непрерывность процесса формования, что повышает производительность и расширяет технологические возможности пресса.
Формула изобретения
Валково-ленточный пресс для таблетирования стеклонаполненных материалов , содержащий станину, размещенные на ней приводной прессующий валок, огибающие его в зоне Формования прессукядую и бесконечную формующую ленты, механизм натяжения прессующей ленты, отличающийс я тем, что, с целью повышения технологических возможностей пресса, прессующая лента выполнена в виде плоских пучков бесконечных параллельно расположенных тросов, соединенных между собой планками, шаг расположения которых вдоль ветвей тросов не более величины шага звеньев формующей ленты.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство QCCP № 374191, кл. В 29 С 3/02, 1970.
2.Авторское свидетельство СССР № 472017, кл. В 29 Н 5/28,
В 29 G 1/00, 1972 (прототип).
A-f(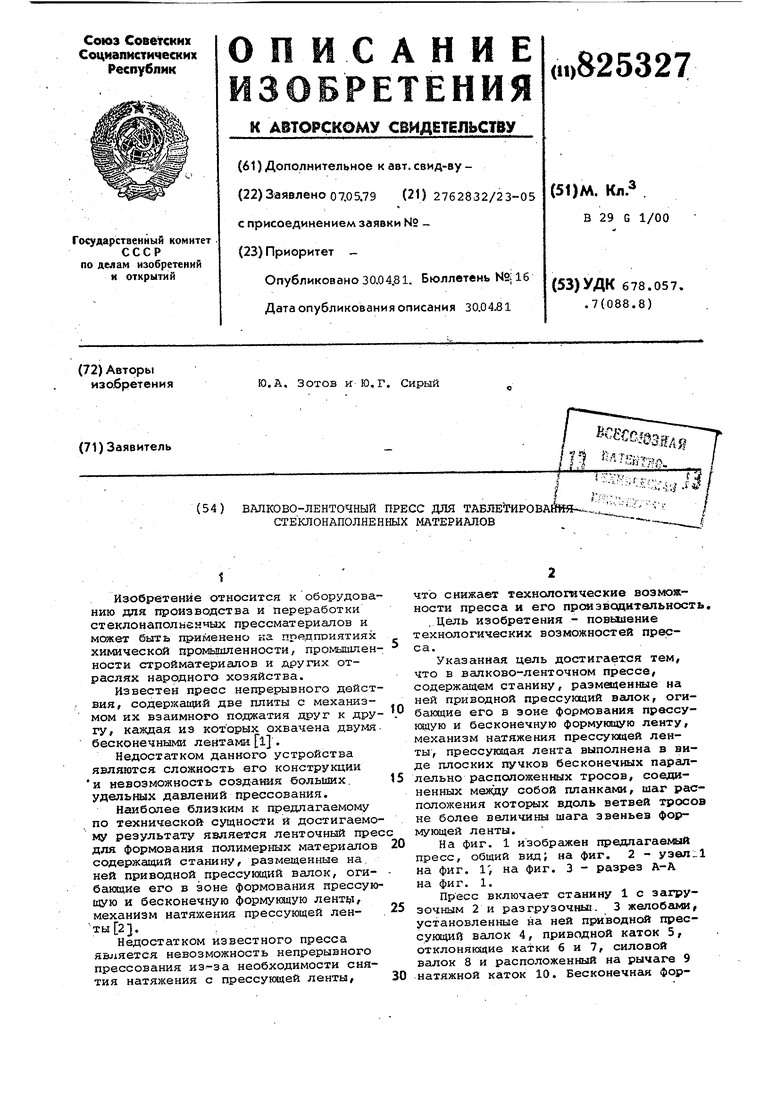
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛКОВО-ЛЕНТОЧНЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ МАТЕРИАЛОВ | 1973 |
|
SU389929A1 |
| Ленточный пресс | 1977 |
|
SU808334A1 |
| Валково-ленточный брикетный пресс | 1983 |
|
SU1159639A1 |
| Пресс непрерывного действия | 1982 |
|
SU1066836A1 |
| Устройство для сборки резинотросовых лент | 1989 |
|
SU1761543A1 |
| Пресс для формирования пластичных керамических масс | 1974 |
|
SU588117A1 |
| САМООЧИЩАЮЩИЙСЯ КРУТОНАКЛОННЫЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР | 2005 |
|
RU2279393C1 |
| Прокатный стан для изготовления панелей из быстротвердеющих гипсобетонных смесей | 1981 |
|
SU1065200A1 |
| Ленточный фильтр-пресс для обезвоживания суспензий | 1975 |
|
SU730280A3 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ ПЕЧАТНОЙ ПРОДУКЦИИ | 1991 |
|
RU2071928C1 |