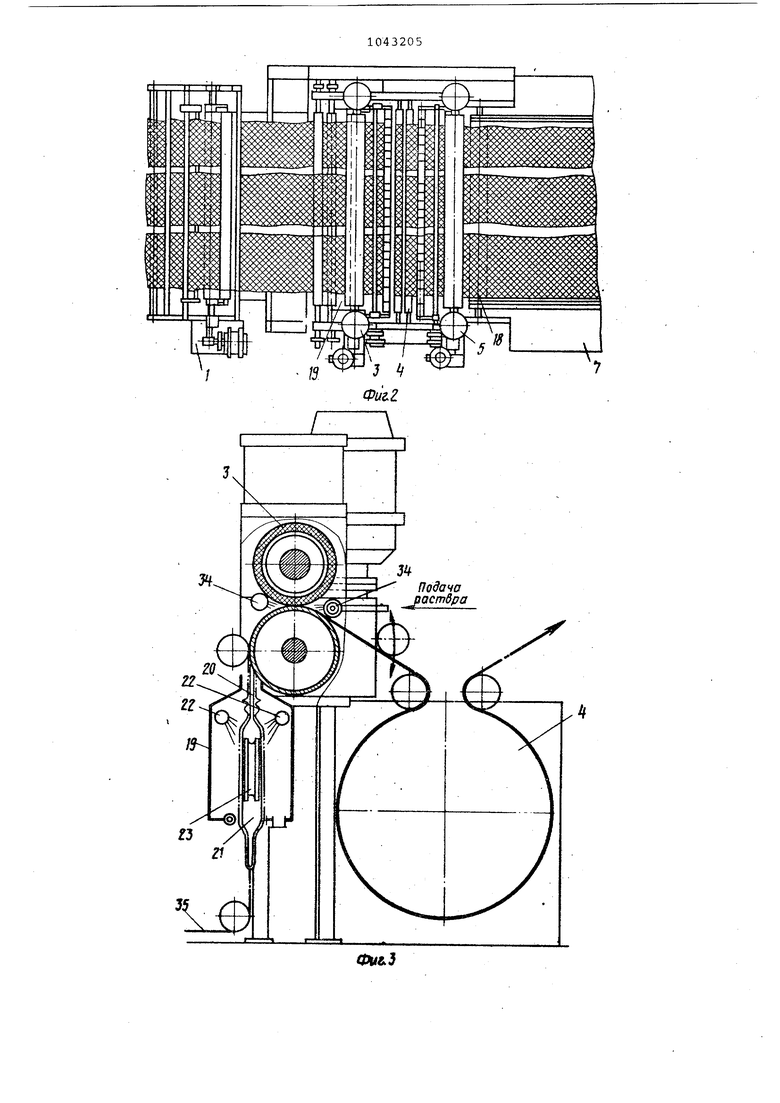
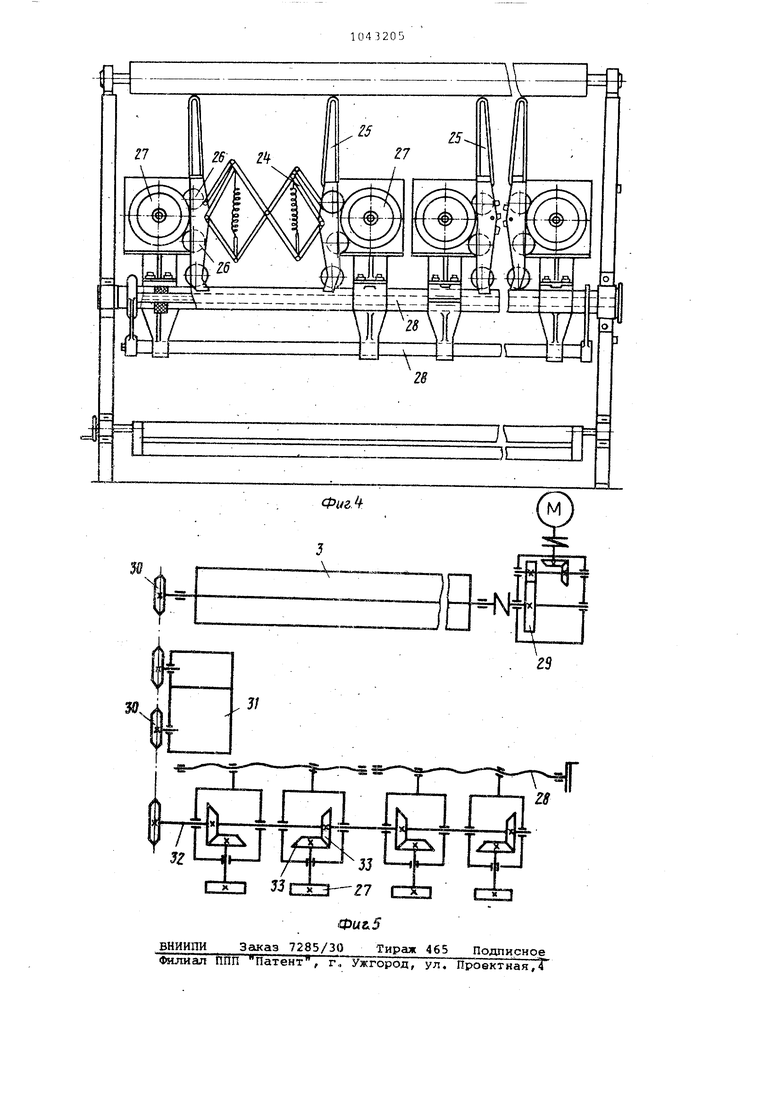
Изобретение относится к текстил ной пpo 1Ыlllлeннocти и может быть использовано при непрерывной жидкостной обработке текстильных мате риалов, в том числе при белении, мерсеризации, отварке и пропитке. Известен способ отбеливания текстильного полотна путем пропитк отбеливающим раствором при натяжен полотна, прогревания, запаривания, пропитки смачивающим раствором с последующим вылеживанием, отжимом, промывки под натяжением полотна, ширения и сушки l , Недостатком известного способа является то, что в процессе обрабо ки текстильное полотно недостаточн .эффективно пропитывается отбеливающим раствором. Целью изобретения является инте сификация процесса обработки. Поставленная цель достигается т что согласно способу отбеливания т стильного полотна путем пропитки отбеливающим раствором при натяжен полотна, прогревания, запаривания, пропитки смачивающим раствором с последующим вылеживанием, отжимом, промывки под натяжением полотна, 11;ирения и сушки, полотно перед про питкой отбеливающим раствором обра батывают в паровой среде при ЗО-Ю в течение 0,5-1,5 с одновременным подшириванием на 2-1.0%, при этом в процессе подширивания полотно проводят в свободном состоянии по дли Причем обработку в паровой сред осуществляют путем- струйной подачи насьнденного пара на полотно точным давлением 0,5-3,0 кгс/см-. Кроме того, полотно после обработки в паровой среде дополнительно пропитывают смачивающим раствором путем его струйной подачи, с последующим формированием из полотна плоской ленты, в качестве смачивающего раствора используют отбеливающий раствор. Предварительная обработка полотк в паровой среде при бО-ЮО С в тече ние 0,5-1,5 с с одновременным подши риванием на 2-10% в свободном по длине состоянии способствует интенсификации последующей пропитки благодаря повышению гидрофильных свойс нолотна, частичному обезвоздушивани межнитевых пор. Индивидуальное подширивание одновременно нескольких полотен на 2-10% с одновременным пропариванием их в свободном состоянии без натяжения по длине, позволяет уже в начале процесса снять внутренние напряжения в материале, получить усадку ткани, выровнять полотна по длине и свойствам, за счет этого обеспечить устойчивую си хронизацию их движения. Снижение усилий ширения, усаживание полотна по длине на 2-10% и выравнивание его свойств достигается при температуре выше 80°С. Увеличение температуры . свыше 100°С усложняет конструкцию запорной камеры и представляет технические трудности. Достаточно полный прогрев полотна достигается за время пропаривания не менее О , 5, с. При увеличении длительности пропаривания свыше 1,5 с скорость дальнейшего прогрева снижается, а требуемая длина заправки ткани увеличивается, что усложняет применение оборудования практически без улучшения качества обработки. П р и м е р. Три кругловязанных хлопчатобумажных полотна артикула 010401 поступают в запорную камеру, где подшириваются на 2-10% каждое на объемнЪм ширителе в свободном без натяжения по длине состояния в течение О, 5-с, В запорной камере создается температура 80°С с подачей насыщенного пара через трубы с отверстиями под избыточнь1М давлением , 0,5 ксг/см. На прогретые после запаривания полотна подается отбеливающий раствор, содержащий смачиватель, непосредственно перед жалом отжимных валов, в которых круглое полотно формируется в плоскую ленту. Подготовленное таким образом полотно подвергается белению oбычньпvl способом: пропитыванию отбеливающим раствором в ванне, прогревается и запаривается в запарной машине, пропитывается смачивающим раствором с последующим вылеживанием, отжимом, про.Флвкой, ширением и сушкой. В процессе такой обработки достигается полная пропитка полотна (ко.эффициент пропитки близкий к 1), устойчивая проводка трех параллельных полотен без провисанийи запутываний отдел1 ных из них, На фиг, 1 показано устройство для осуществлени.я способа) на фиг, 2 пр испособление для заправки и ванна для пропитки отбеливающим раствором, вид сверху) на фиг. 3 - камера для пропаривания .с ширением полотна , на фиг. 4 - средство для ширения полотна; на фиг, 5 - кинематическая схема привода средства для пропитки отбеливающим раствором. Устройство содержит последовательно установленные по ходу перемещения полотна технологически связанные между собой приспособление для заправки полотна в виде лотка 1 с ширителями 2, входной отжим 3, ванну 4 для пропитки отбеливающим раствором с отжимными валами 5, герметичную камеру б для подогрева полотна, запарную камеру 7 со средствами 8 для прогрева полотна, камеру 9 пропитки сяачиванядим раствором, промывные коробки 10 с отжимными валами 5, сушильную камеру 11 с сетчатыми барабанами 12, снабженную на входе ширильными роликами 13 и средством для ввода полотна 14 , и смонтированное на выходе выборочное устройство 15. Выходная промывная коробка 10 снабжена выборочным транспортером 16, установленным после выходных отжимных валов 5, и компенсатором 17 лоткового типа. Ванна 4 для пропитки полотна скомпо нована с камерой 6 и запарной каме.рой 7 посредством укладывающего хра спортера 18, размещенного внутри ка мер 6 и 7 кинематически связанного с отжимнымивалами 5 ванны 4 для пр питки отбеливающим раствором. Непосредственно перед входным отжим 3 ванны 4 для пропитки полотна отбе ливающим раствором смонтирована разъемная камера 19 для пропаривани полотна с ширением, выполненная из тонколистовой стали и имеющая входн 20 и выходную 2Г.щели для прохода полотна. На стенках камеры 19, внутри ее закреплены, сопла 22 для подачи пара на полотно. При этом сопла 22- разме щены по обе стороны от объемного средства 23 для ширения, установлен ного также внутри камеры и проходящего через щели 20 и 21. Объемное средство для ширения .полотна 23 выполнено в виде пружинного раздвижного четырехзвенного шарнир ного механизма 24 с закрепленными на концах звеньев планками со склизами 25 И дисковыми роликами 26. Дисковые роли ки 26 установлены между приводными блоками 27, смонтированными на разводном приспособлении 28 и кинематически Связанными с приводом 29 . входного отжима 3 посредством цепной передачи 30 и вариатора 31, и об щего триводногр вала 32 с парами конических шестерен 33. Перед отжимными валами 3 и после них установлены перфорированные трубы 34 дополнительной подачи пропиточнрго раствора в жало валов из ванну 4. Работает устройство следующим образом. Подлежащие обработке круглые трикотажные полотна 35 поступают чере задравочное приспособление из лотка в камеру 19 пропаривания с ширением где из полотен подвергается ширению на объемном средстве 23 для ширения с одновременным пропаривание и прогревом в паровой среде струями насыщенного пара, поступающего из труб с соплами 22 под избыточным дав лением. В средстве 23 для ширения полотно 35 транспортируется парой приводных блоков 27, контактирующих с дисковыми роликами 26 и фиксирующих пружинный раздвижной -четырехзве ный механизм 24, помещаемый внутрь полотна. Поступающее на обработку полотно 35 обладает потенциальной усадкой, так как в процессе вязания оно несколько вытягивается по длине. Путем плавного изменения передаточного отношения вариатора 31 устанавливают величину линейной скорости приводных блоков 27 такой, чтобы она была вышескорости отжима 3 на- 2-10%. Благодаря этому полотно 35 к отжиму 3 подается с опережением без натяжения по длине.- На склизах 25 средствами 23 для ширения полотно расправляется по ширине в свободном без натяжения по длине состоянии (уложенное мелкими складками). В таком состоянии в камере 19 оно прогревается и увлаж-, няется в паровой среде из труб с соплами 22, и усаживается по длине. Величину опережения скорости приводных блоков 27 средства 23 для ширения устанавливают в пределах 2-10% и такой, чтобы реализуемая в камере 1,9 усадка обеспечивала непрер ывность и синхронностьпроводки всех одновременно обрабатываемых полотен JB устройстве на переходе от средства 23 до отжимных валов 5. Из камеры 19 .полотна паступ ают в отжим 3, в жале валов которого, предварительно пропитываются пропиточным раствором из труб 34 с отверстиями. В камере 19 полотно прс5паривается, прогревается до ЗО-ЮО С, находящиеся на его поверхности воск, шлихта (парафин) оплавляются, т,е, гидрофильные свойства полотна улучшаются. Далее полотна пропитываются в пропиточной ванне 4 с сетчатым барабаном, отжимаются в отжимных валах 5. Из отжимнЕлх валов 5 полотна 35..подхватываются и укладывающим транспортером 18 перемещаются в камеру 6 для предварительного прогрева, в запарную камеру 7, где прогреваются из сопел паром до 95-102°С и подвергаются запариванию .на основном транспортере 18 при 95-102с. На выходе из запарной камеры 7, в камере пропитки 9 полотна смачиваются смачивакхдим раствором до влажности 200-400%. После пропитки в камере 9 полотна 35 отжимаются, промываются в сетчато-барабанных коробках 10, отжимаются на выходе в отжиме 3 и транспортером 16 вкладываются в лоток 17, из которого выбираются через ширительные ролики 13, и средством 14 для ввода полотна направляются на сушку в сетчато-барабанную сушильную машину. Использование в промышленности предлагаемого способа позволяет интенсифицировать пропитку ткани, обеспечить устойчивую проводку одновременно нескольких полотен по машинам линии.
Ti Sy
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ беления текстильного полот-HA и уСТРОйСТВО для ЕгО ОСущЕСТВлЕ-Ния | 1979 |
|
SU796272A1 |
| Способ обработки суровой хлопчатобумажной ткани из крученой пряжи и устройство для его осуществления | 1977 |
|
SU947238A1 |
| СПОСОБ ШЛИХТОВАНИЯ ОСНОВНЫХ НИТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2051242C1 |
| УСТРОЙСТВО ДЛЯ ПАРОВОЙ ОБРАБОТКИ ТЕКСТИЛЬНЫХ ПОЛОТЕН | 2002 |
|
RU2214484C1 |
| Способ беления трикотажного полотна из хлопковых волокон | 1989 |
|
SU1752833A1 |
| СПОСОБ НЕПРЕРЫВНОГО КРАШЕНИЯ ЦЕЛЛЮЛОЗОСОДЕРЖАЩЕГО ТЕКСТИЛЬНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2050427C1 |
| Способ заварки камвольных тканей | 1990 |
|
SU1724757A1 |
| Машина для пропитки текстильных материалов | 1977 |
|
SU735689A1 |
| Способ удаления загрязнений с ткани | 1986 |
|
SU1315536A1 |
| Способ пропитки ткани раствором и устройство для его осуществления | 1987 |
|
SU1490187A1 |

1. СПОСОБ ОТБЕЛИВАНИЯ ТЕКСТИЛЬНОГО ПОЛОТНА путем пропитки отбеливающим раствором при. натяжении полотна, прогревания, запаривания, пропитки смачивающим раствором с последующим вылеживанием, отжимом, промывки под натяжением полотна, ширения и сушки, отличающийся тем, что, с целью интенсификации процесса обработки, полотно перед пропиткой отбеливающим раствором обрабатывают в паровой среде при 80-100 С в течение 0,5-1,5с с одновременным подшириванием на 2-10%, при этом в процессе подшири.вания полотно проводят в свободном состоянии по длине. 2.Способ поп, 1, отличающийся тем, что обработку в паровой среде осуществляют путем струйной подачи насыщенного пара на полотно под избыточным давлением 0,5-3,0 кгс/см2. , 3.Способ по п. 1, о т л и ч аю щ и и с я тем, что полотно i после обработки в паровой среде дополнительно пропитывают смачиваю(Л щим раствором путем его струйной подачи с последующим формированием из полотна плоской ленты. 4.Способ по п. 3, отличающийся тем, что в качестве смачивающего раствора используют отбеливающий раствор. : ю о ICn
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ беления текстильного полот-HA и уСТРОйСТВО для ЕгО ОСущЕСТВлЕ-Ния | 1979 |
|
SU796272A1 |
