Изобретение относится к изготовлению объе1мных элементов из бетонных и подобных ей смесей.
Известны установки, включающие наружную опалубку с гибкими перемещающимися лен гами, сердечни1К, бункера для подачи бетонйой смеси, уплотняющее устройство и приводные механизмы.
К недостаткам известных установок относятся: цикличность процесса изготовления, требующего больших затрат труда при низкой производительности, низкое качество изделий и опе;циализация ino изготовлению изделий только Прямоугольного сечения.
Целью изобретения является обеспечение непрерывности (процесса, улучщение качества и расширение ассортимента изготовляемых элементов.
Это достигается том, что нарул ная опалубка выполнена в виде сомкнутых друг с другом перфорированных пластинчатых транспортеров, снабженных по периметру эластичными прокладками и фиксаторами, соединенных посредством щлангов и золотникоБого распределителя с вакуумнасосом и оборудованных устройствами для промывки, очистки и смазки, а сердечник выполнен неподвижным и представляет собой полную призму с каркасом, поверхность которого в формующей зоне облицована материалом с низким коэффициентом трения, причем в верхней части сердечника смонтированы бункера с раструбами.
Кроме того, целью изобретения является получение изделий требуемой длины и устранения усилий от собственного .веса элемента, для чего установка снабжена поддерживающим устройством.
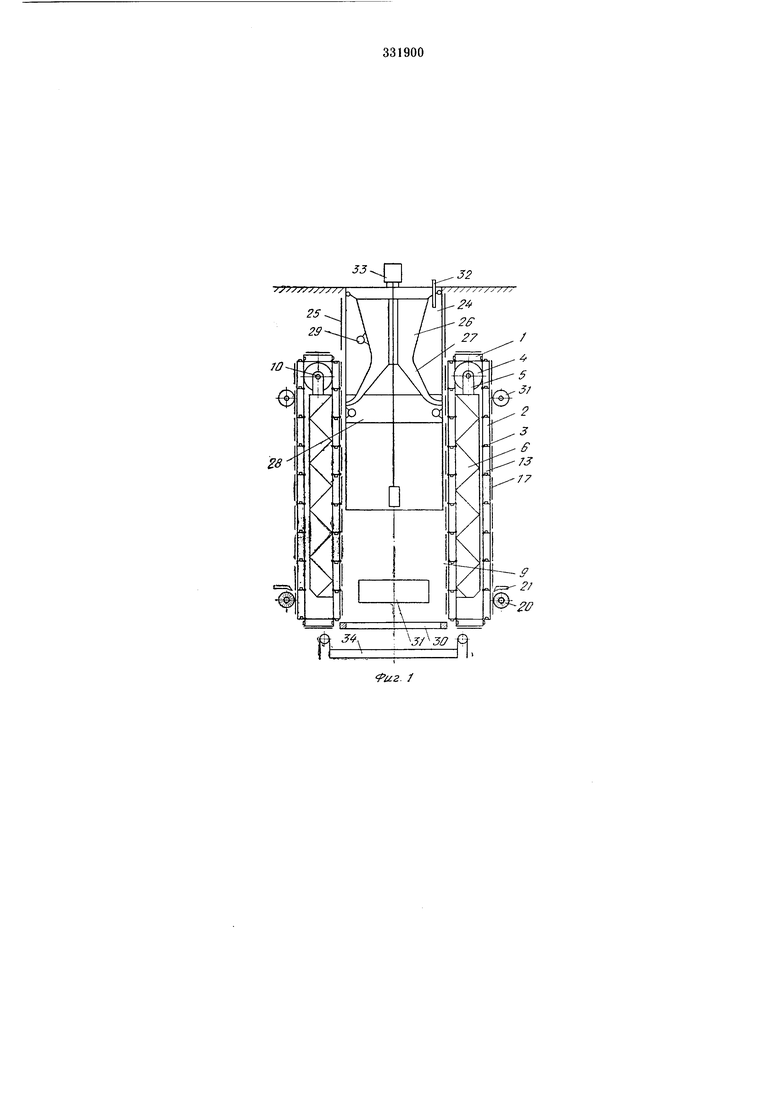
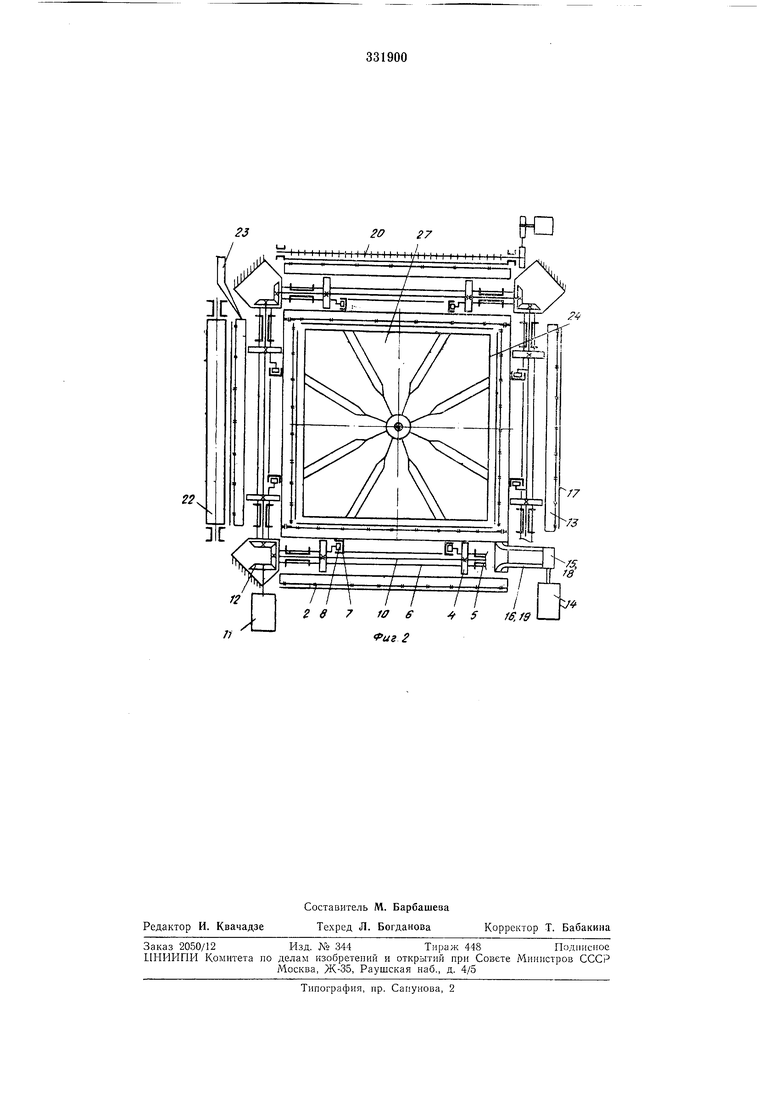
На фиг. 1 показана предлол енная установка, продольный разрез; на фиг. 2 то же, поперечный разрез.
Машина включает подвижную наружную опалубку, состоящую из нескольких пластинчатых транспортеров 1, сомкнутых друг с другом боковыми сторонами так, что они образуют наружный :контур поперечного сечения элемента. Длина контура достаточна для обеспечения наружной распалубки. Пластины 2 каждого транспортера щарнирами 3 соединены между собой в бесконечную цепь и оснащеиы по периметру эластичными прокладками. Цепь опирается на звездочки 4, которые посредством подшипников 5 опираются на неподвин-сно закрепленную раму 6. Кроме того цепь в период образования формы опирается
скобами 7 на ролики 8, закрепленные на раме, а пластины 3 дополнительно скрепляются друг с другом фиксаторами 9, а валы 10 звездочек 4 всех транспортеров соединены между собой и с электроприводом 11 жесткой связью враПодвижная наружная опалубка снабжена устройством вакуумирования поверхности заформованного изделия, состоящим из герметических коробок 13, смонтированных на внутренней стороне пластин 2 и соединенных с вакуум-насосом 14 при помощи золотникового распределителя 15 и гибких шланго:в 16, а сами пластины 2 лерфорираваны и затянуты фильтровальной сеткой 17 с наружной стороны. Наружная опалубка снабжена устройством для подачи сжатого воздуха в герметические корОбки 13 нрн помощи золотникового распределителя 18 и гибких шлангов 19. На холостых ветвях транспортеров расположены устройст ва для очистки приводными щетками 20, промьшки соплами 21 и нанесения смазки роликами 22 на наружную поверхность пластин 2, а также устройство для промывания водой из сопел 23 герметических «коробок 13.
Сердечник закреплен неподвижно и выполнен в виде полой призмы 24, наружные контуры поперечного сечения которой равны внутреннему очертанию поперечного сечения изделия, которая заходит внутрь контура наружной опалубки на длину, достаточную для обеспечения внутренней распалубки заформованного изделия, и выступает от наружной опалубки на длину, достаточную для размещения арматурного каркаса 25. Наружная поверхность сердечника в зоне образования формы облшдована материалом с низким коэффициентом трения, например материалом, содержащим нолимеры. Установка снабжена устройством для подачи и уплотнения формируемой состоящем из бункеров 26, переходящих в узсмеси, расположенном внутри сердечника и кой части в раструбы 27, которые крепятся к части 28 сердечника в зоне образования формы, образуя щель переменного сечения ino его поперечному контуру. Бункер 4 и раструбы эластично соединены сердечником и оборудованы вибраторами 29. Для разделения изделия по длине предусмотрены прокладки 30, которые крепятся к пластинам 2 нар ужной опалубки или вкладываются в форму свободно, имея необходимое количество разъемов. Для образо;вания проемов коробки 31, которые крепятся к пластинам наружной опалубки или вкладываются в нищи арматурного каркаса.
Установка работает следующп.м образом.
Арматурный каркас 25 собирается и сваривается из блоков на выстутаюи ей части сердечника и, опираясь на разделительную (прокладку 30, сжатую наружной опалубкой, непрерывно заходит в форму, (которая заполняется формуемой смесью из раструбов 27 и уплотняется вибрируемым поясом 28 сердечпика. Для нагрева формуемой смеси и заформованного изделия в сердечник 24 подается пар по трубе 32, а конденсат откачивается погружным насосом 33. Наружная опалубка непрерывно перемещает заформованный элемент и при помощи устройства вакуумирования отсасывает воздух и .воду из заформованной смеси до консистенции, определяемой технологической необходимостью. Неред наружной распалубкой в герметические коробки 13
подается сжатый воздух, а отрыв пластин 2 от изделия происходит после выхода скоб 7 из роликовых опор. Для устранения растягивающих усилий от собственного веса изделие при выходе из мащины поддерживается транспортным устройством, например тележкой, транспотрером или лифтовым аюдъемником 34, которое Т1ри выходе всего изделия отводит его от мащины, а освободив1паяся разделительная прокладка 30 и коробки 31 возвращаются для
повторного ;применения.
Предмет изобретения
1. Установка для формования объемных элементов, включающая наружную опалубку
с гибкими перемещающимися лентами, сердечник, бункера для подачи бетонной смеси, уплотняющее устройство и приводные механизмы, отличающаяся тем, что, с целью обеспечения непрерывности процесса, улучщення
качества и расширения ассортиме та изготавливаемых элементо1в, наружная опалубка вы(нолпена в виде сомкнутых друг с другом перфорированных пластинчатых транспортеров, снабженных по периметру эластичны.ми нрокладка.ми и фиксаторами, соединенных посредством шлангов и золотникового распределителя с вакуум-насосом и оборудованных устройствами для промывки, очистки и смазки, а сердечник выполнен неподвижным и представляет собой полую призму с каркасом, поверхность которого в формующей зоне облицована материалом с низким коэффициентом трения, причем в верхней части сердечника с.монтированы бункера с раструбами.
2. Установка по п. 1, отличающаяся тем, что, с целью нолучения изделий требуемой длины и устранения усилий от собственного веса элемента, з становка снабжена поддерживающи.м устройством.
ге
2д
fus 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования строительных изделий сложной конфигурации | 1972 |
|
SU481442A1 |
| Установка для формования объемных элементов | 1974 |
|
SU494261A1 |
| Установка для формования объемных элементов | 1989 |
|
SU1701537A1 |
| Форма минцковского для изготосления объемных блок-комнат | 1970 |
|
SU670442A1 |
| КОРРОЗИОННО-СТОЙКАЯ ТРУБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2426642C2 |
| Пост формования технологической линии для изготовления объемных блоков | 1985 |
|
SU1465334A1 |
| Опалубка для изготовления бетонных трубчатых изделий | 1976 |
|
SU677938A1 |
| Способ возведения монолитного железобетонного трубопровода с лотковым основанием | 1983 |
|
SU1268694A1 |
| СПОСОБ ОШТУКАТУРИВАНИЯ СТЕНЫ ЗДАНИЯ И ПАНЕЛЬ ОПАЛУБКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2083782C1 |
| Установка для изготовления железо-бЕТОННыХ СТРОиТЕльНыХ издЕлий | 1978 |
|
SU823133A1 |