Изобретение относится к швейному машиностроению и касается механизмов и ма- шин, обеспечивающих одновременное сшивание и ратинирование заготовки обуви.
Целью изобретения является повыше-- ние производительности труда за счет автоматизации регулировки величины сборки и шага строчки.
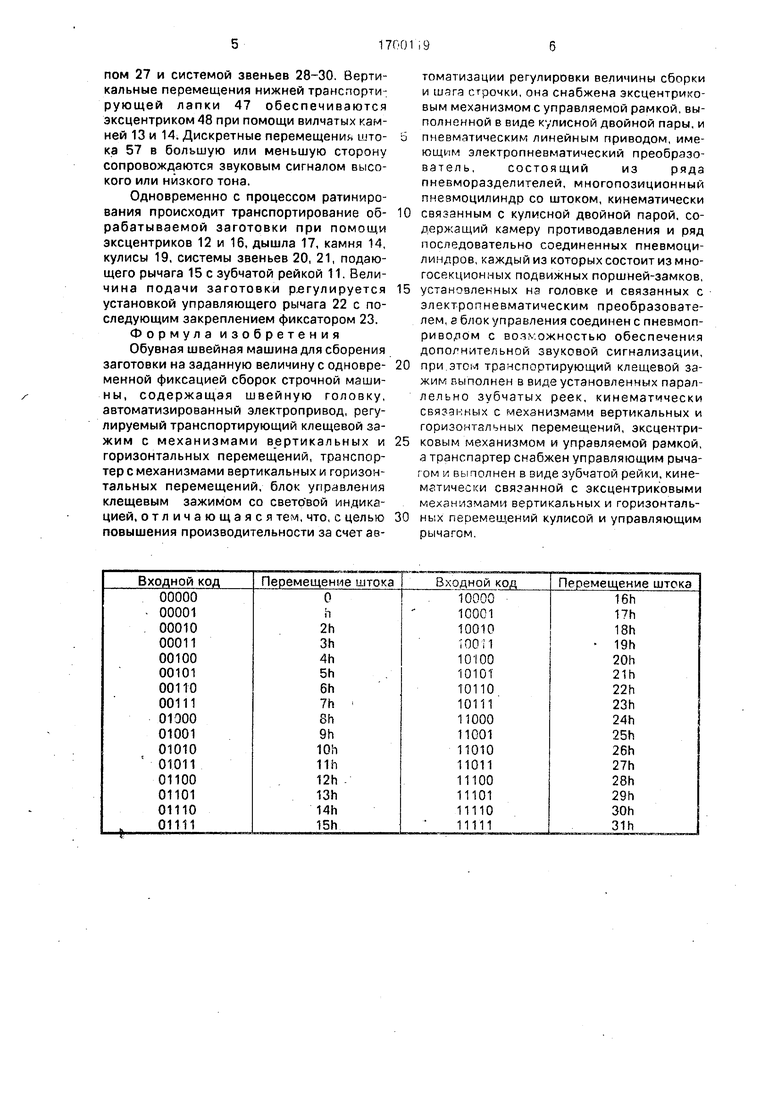
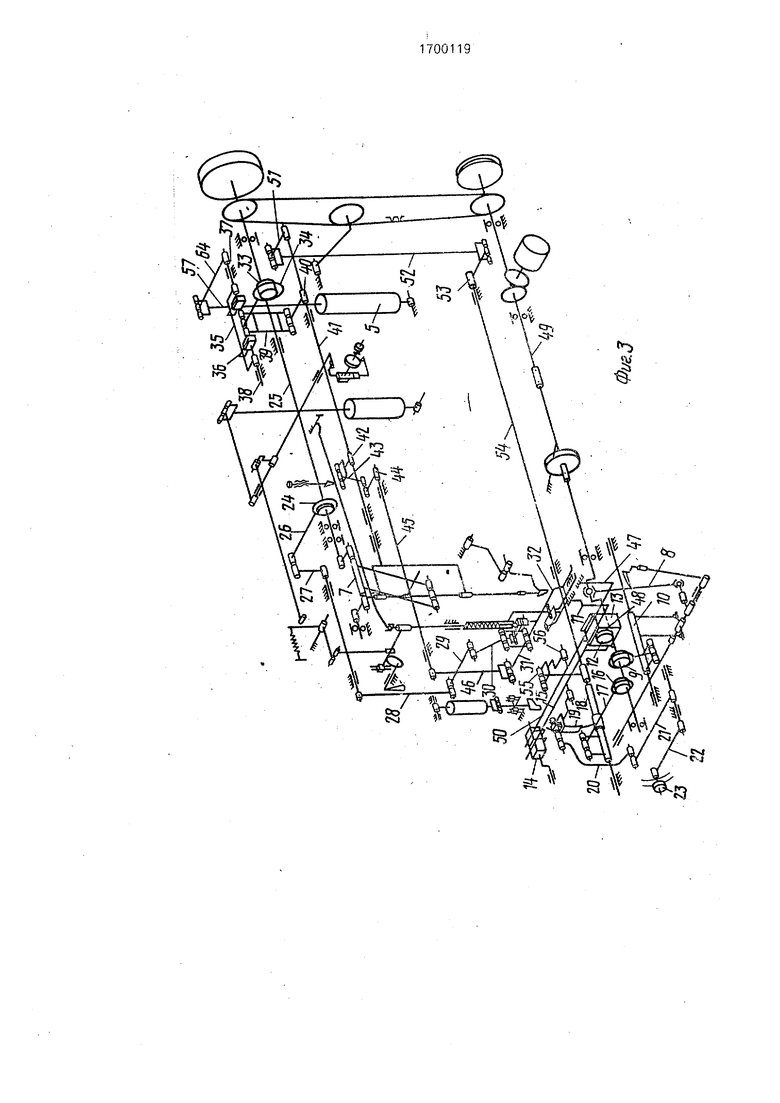
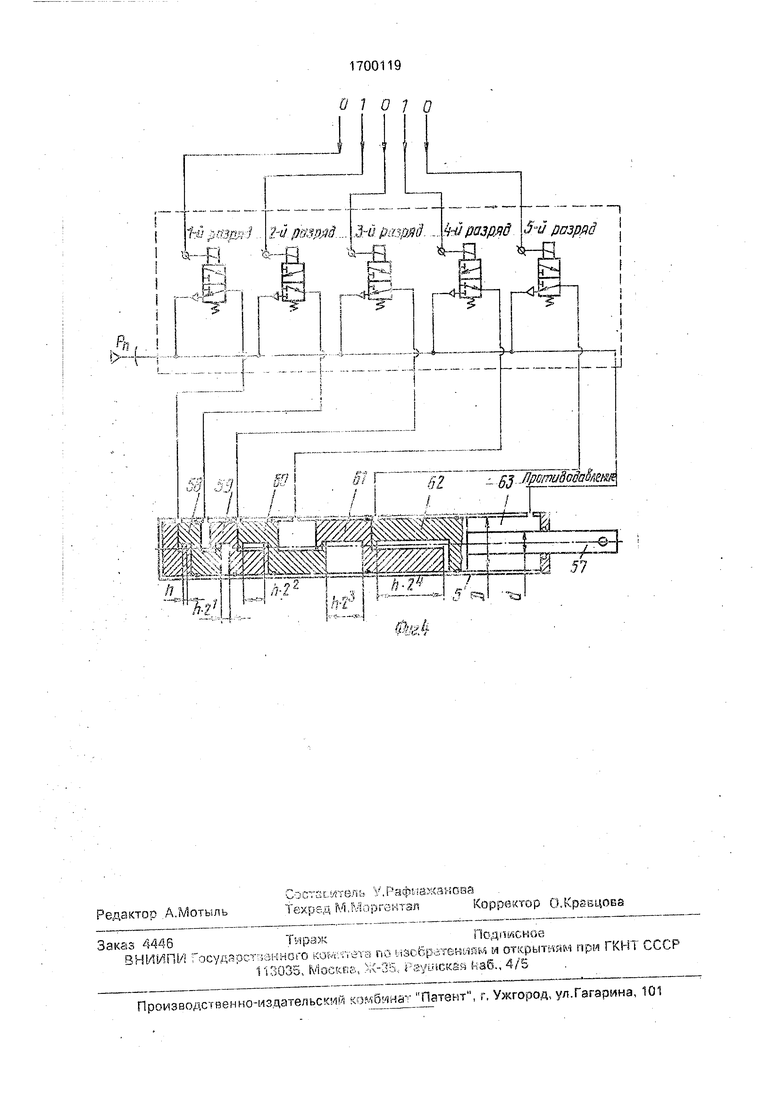
На фиг. 1 представлена блок-схема машины; на фиг. 2 - электронный блок управления; на фиг. 3 - кинематическая схема головки швейной; на фиг. 4 - пневмопривод.
Таблица иллюстрирует зависимость перемещения штока от электронного кода.
Обувная швейная машина для сборения заготовки на заданную величину состоит из
швейной головки 1. установленной на столе 2, автоматизированного электропривода 3, смонтированного под крышкой стола 2, электропневматического преобразователя 4, многопозиционного пневмоцилиндра 5 и блока 6 управления.
Швейная головка 1 состоит из механиз- г/а-иглы, представляющей собой кривошип- но-шатунный механизм 7. Механизм петлителя состоит из пространственного механизма 8, эксцентрикового механизма 9 и системы звеньев 10.
Транспортер состоит из механизмов вертикальных и горизонтальных перемещений и зубчатой рейки 11, Механизм вертикальных перемещений содержит эксцентрик 12, направляющие камни 13 и 14, подающий рычаг 15 с зубчатой рейкой.
Шйугд
я«2
Механизм горизижат Hbs,s перемещений содержит эксцентрик 16, дышло 17, кривошип 18, кулмсу 19, управляющие звенья 20, 21, управляющий рычаг 22 и фиксатор 23.
Механизм ратинирования обрабатываемых материалов содержит механизм вертикальных перемещений верхней ратинирующей лапки, включающий эксцентрик 24, установленный на главном валу 25, дышла 26, систему звеньев 27-31 и ратинирующую лапку 32, механизм горизонтального перемещения веохней ратинирующей лапки 32, включающий эксцентрик 33, дышло 34, кулисную рамку 35 с камнлми 36, установленную шарнпрно в опорах 37 и 38, коромысло 39, кривошип 40, вал 41, кривошип 42, систему звеньев 43 и 44, промежуточный вал 45, кривошип 46, механизм вертикальных перемещен и нижней оатм- нирующей лапки 47, сключающий эксцентрик 48, установленный на валу 49, рычаг 50 с направляющими камнями 13 и 14, механизм горизонтальных перемещений нижней ратинирующей лапки 47, включающий кривошип 51, соединительное звено 52, кривошип 53, вал 54, кривошип 55 и звено 56,
Пневматический линейный привод предназначен для преобразования парап- лельного многорг оя/1ного электрическое кода в дискретное ; гречещение шты a G7 Он состоит из ол ктропневматичес ого преобразователя (ЭПП) 4, выполне; гю1 J в виде блока, сосгоящеги ц рчдэ пчсе О -лспре делителе /, г ногоиозчциониого пьев ч ци- лиидиа (МНИ) 5, L 11сющеги фиксированные позиции пергмешл,ия што.з Ь7 в зависимости от код полаес-емых на него сигналов МПЦ5 сыпопьсн в оригинальном ионструк тивном исполнении, позволяющем объеди нить в единую конструкцию ряд последовательно соединенных пнэвмоци- линдроз, и состоит из многосекционного поршня, секции которою выполняют функцию подвижны/ замков, обеспечивающих свободное перемещение секций относительно дру друга на величины 2hn 1, где h - шаг дискретизации, п - порядковый номер.
Для обеспечения )адлежащеч гягово- гоусилия вМПЦБ предусмотрена камера 63 противодавления, которая создает постоянную нагрузку, в два раза меньшую толкаю щей. Это достигается соблюдением соотношения
где d - диаметр штока, D - диаметр пооил ,я
Блок 6 управления и выбора величин ратинирования выполнен на интегральных микросхемах и функционально связан с ЭПП 4, включает в себя табло 65 со световой
индикацией текущего ратинирования, таоло 66 со световой индикацией основноро ратинирования, табло 67 со световой индикацией увеличения или уменьшения выбранной величины ратинирования, звуко0 вой сигнализатор 68, выполненный в виде динамического громкоговорителя, кнопку 69 оперативного изменения величины ратинирования, блок кнопок 70 для программирования величин ратинирования.
5 Машина работает следующим образом. Перед началом работы оператор производит программирование необходимой величины ратинирования, как основной,так и екущей, при помощи соответствующих
0 кнопок 70 па пульте управления, расположенном R доступном для оператора месте. При этом на световом табло 66 обозначаются выбранные величины в цифровом коде. Посредовом нажатия на педаль электрсЬ привода л пускаются в ход механизмы машины, обеспечивающие выполнение основной величины ратинирования с одно- рременныгл сшиванием обрабатываемого участка заготовки, При переключении на хо0 ду машины основной величины ратинирования на текущую при помощи оперативно1 кнопки 69 управления программой на табло 65 прс сводитсветовая индикация, включается зетовой сигнализатор 68, а на табло
Ь 67 обозначается изменение величины ратинирования Сигнал, содержащий в себе эьектоическмй код поступает на ЭПП 4, преобразуется L дискретное перемещение штока 57 МПЦ 5, который шариирчо связан
0 с рычагом 64, жестко закрепленным на опорах 37, 38 управлявши рамки 35. Эксцентрик 33 через дышло 34 обеспечивает перемещение камней 36 вдоль кулисного паза управляемой ранки 35, которые шар5 нирьо связаны с вилчатым звеном 39 и далее с кривошипом 40, жестко связанным с валом 41, Последний при помощи системы звеньев 42-44, вала 45, кривошипа 46 обеспечивает линейные перемещения верхней
0 транспортирующей лапки 32 и при помощи кривошипа 51, системы звеньев 52, 53, вала 54, кривошипа 55, звена 56 обеспечивает линейные перемещения нижней транспортирующей лапки 47 Величина линейных пе5 ремещений клещевого зажима соответствует запрсграммиоованной текущей величине ратинирования.
Вертикальные перемещения верхней чранспортирующей лапки 32 обеспечиваются эксцентриком 24, дышлом 26, кривошипом 27 и системой звеньев 28-30. Вертикальные перемещения нижней транспортирующей лапки 47 обеспечиваются эксцентриком 48 при помощи вилчатых камней 13 и 14. Дискретные перемещений што- ка 57 в большую или меньшую сторону сопровождаются звуковым сигналом высокого или низкого тона.
Одновременно с процессом ратинирования происходит транспортирование об- рабатываемой заготовки при помощи эксцентриков 12 и 16, дышла 17, камня 14, кулисы 19, системы звеньев 20, 21, подающего рычага 15 с зубчатой рейкой 11. Величина подачи заготовки регулируется установкой управляющего рычага 22 с последующим закреплением фиксатором 23. Формула изобретения Обувная швейная машина для сборения заготовки на заданную величину с одновре- менной фиксацией сборок строчной машины, содержащая швейную головку, автоматизированный электропривод, регулируемый транспортирующий клещевой зажим с механизмами вертикальных и горизонтальных перемещений, транспортер с механизмами вертикальных и горизонтальных перемещений, блок управления клещевым зажимом со световой индикацией, отличающаяся тем, что, с целью повышения производительности за счет автоматизации регулировки величины сборки и шага строчки, она снабжена эксцентриковым механизмом с управляемой рамкой, выполненной в виде кулисной двойной пары, и пневматическим линейным приводом, имеющим электропневматический преобразователь, состоящий из ряда пневморазделителей, многопозиционный пневмоцилиндр со штоком, кинематически связанным с кулисной двойной парой, содержащий камеру противодавления и ряд последовательно соединенных пневмоци- линдров, каждый из которых состоит из многосекционных подвижных поршней-замков, установленных на головке и связанных с злектропнезмэтическим преобразователем, а блок управления соединен с пневмоп- риводом с возможностью обеспечения дополнительной звуковой сигнализации, при этом транспортирующий клещевой зажим выполнен в виде установленных параллельно зубчатых реек, кинематически связанных с механизмами вертикальных и горизонтальных перемещений, эксцентриковым механизмом и управляемой рамкой, а транспартер снабжен управляющим рычагом /. выполнен в виде зубчатой рейки, кинематически связанной с эксцентриковыми механизмами вертикальных и горизонтальных пеоемещений кулисой и управляющим рычагом.
D П D о
5
| название | год | авторы | номер документа |
|---|---|---|---|
| ШВЕЙНАЯ МАШИНА ЗИГЗАГ | 1999 |
|
RU2151225C1 |
| ШВЕЙНАЯ МАШИНА ДЛЯ ПОДШИВКИ КРАЕВ ТРИКОТАЖНЫХ ИЗДЕЛИЙ И РАСПОШИВКИ ШВОВ | 1965 |
|
SU174939A1 |
| Приспособление для образования складок на соединяемых деталях на швейной машине | 1989 |
|
SU1677111A1 |
| БЫТОВАЯ ШВЕЙНАЯ МАШИНА | 1996 |
|
RU2091526C1 |
| Швейная машина зигзаг | 1982 |
|
SU1089188A1 |
| Вышивальная машина | 1980 |
|
SU1044696A1 |
| МЕХАНИЗМ ВЕРХНЕГО ДВИГАТЕЛЯ МАТЕРИАЛА НА ШВЕЙНОЙ МАШИНЕ | 1992 |
|
RU2051235C1 |
| Швейная машина зигзаг | 1981 |
|
SU1089187A1 |
| ШВЕЙНАЯ МАШИНА | 1969 |
|
SU255764A1 |
| Двухигольная швейная машина для беспосадочного шва | 1961 |
|
SU144720A1 |
Изобретение относится к швейному машиностроению, касается механизмов и машин, обеспечивающих одновременное сшивание и ратинирование заготовки обуви, и позволяет повысить производительность труда за счет автоматизации регулировки вепичины сборки и шага строчки Обувная швейная машина содержит швейную головку, имеющую клещевой зажим, выполненный в виде установленных параллельно зубчатых реек, приводимых в движение от эксцентриков, обеспечивает необходимую величину сборения при помощи многопозиционного пневмоцилиндра, связанного с злектропчевматическмм преобразователем и блоком управления. Последний имеет как световую индикацию текущей и основной величин ратинирования, так и звуковую сигнализацию при их изменении. Зубчатая рейка имеет возможность изменять величину линейных перемещений при помощи управляющего рычага. 4 ил., 1 гэбл. %™в
2
V
4
л исполнительным оръ-онам
Л
J
1
J
0г/г.7
i1 53
Ј5
66
67
I
S3
Si
v a
Йй4
| Проспект фирмы PFAFF, кл | |||
| КАТАЮЩИЙСЯ НА ШАРАХ КОНВЕЙЕР | 1925 |
|
SU3833A1 |
