Изобретение относится к производству щеточных изделий и может быть использовано при изготовлении цилиндрических (радиальных) и торцовых щеток, которые применяются в быту или на производстве, в частности в полотерных машинах.
Цель изобретения - повышение производительности
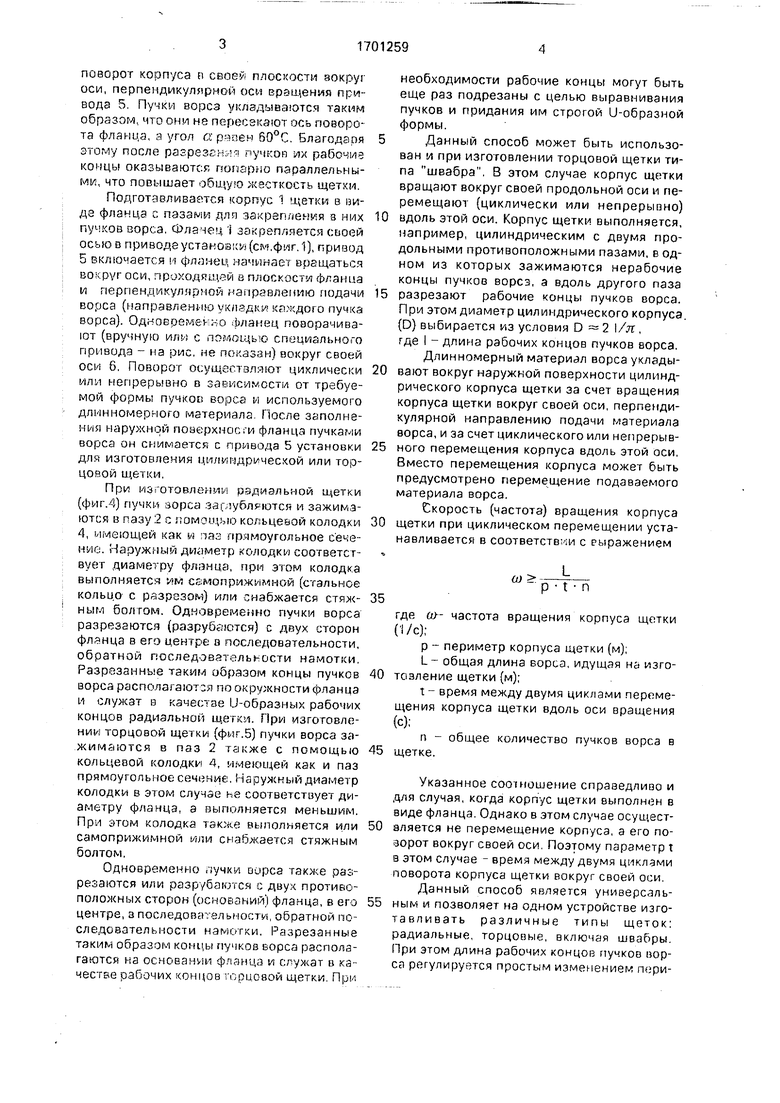
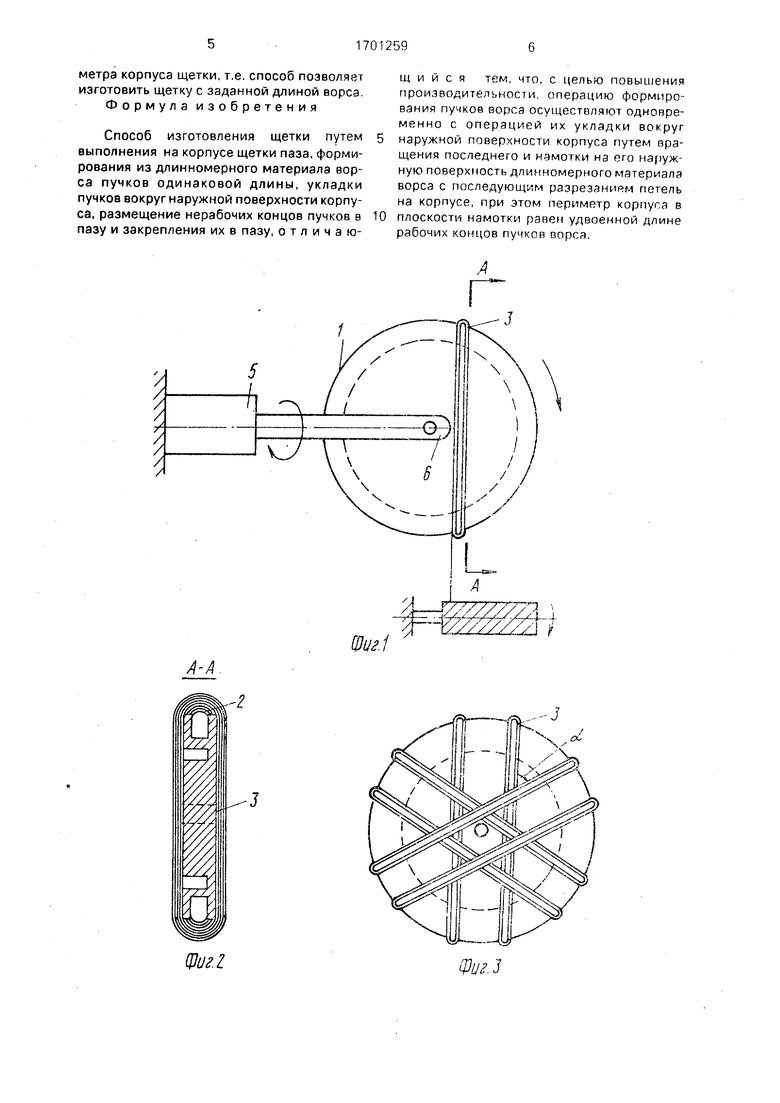
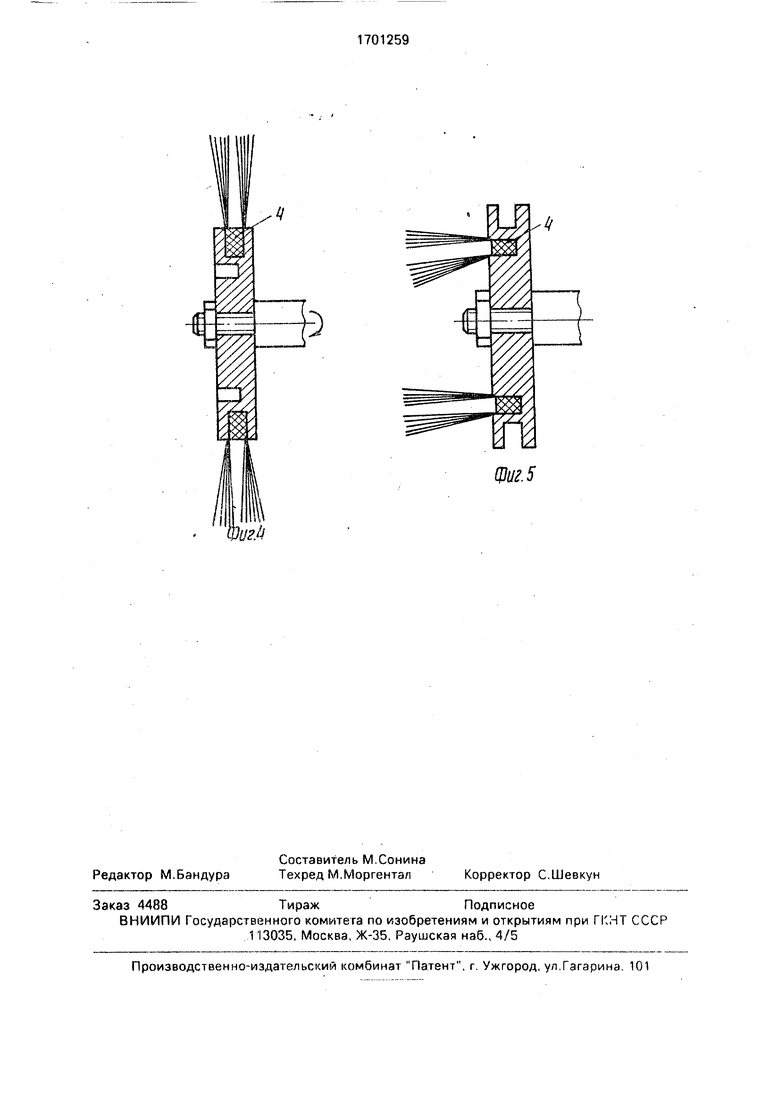
На фиг.1 представлено устройство, на котором осуществляется способ изготовления щетки, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.З - порядок укладки длинномерного материала ворса вокруг наружной поверхности корпуса; на фиг.4 - готовая цилиндрическая щетка; на фиг.5 - готовая торцовая щетка.
Способ изготовления щетки заключается в том, что на корпусе 1 щетки выполняют, например, кольцевой паз 2. который может иметь в сечении прямоугольную, круглую
форму или форму ласточкин .воет, формируют из длинномерного материала ворса пучки 3 одинаковой длины, укладывают их вокруг наружной поверхности корпуса 1, размещают нерабочие концы пучков в пазу 2 и закрепляют, например, с помощью кольцевых колодок 4. При этом операцию формирования пучков 3 ворса осуществляют одновременно с операцией их укладки вокруг наружной поверхности корпуса 1 путем вращения последнего и намотки на его наружную поверхность длинномерного материала ворса с последующим разрезанием петель на корпусе 1.
Способ осуществляют на устройстве, в котором корпус 1 щетки устанавливается в привод 5 вращения таким образом, чтобы ось вращения была перпендикулярна направлению укладки пучков ворса. Одновременно обеспечивается и циклический
VJ
О
ГО
ел ю
поворот корпуса в своей плоскости «округ оси, перпендикулярной оси вращения привода 5 Пучки всрсз укладываются таким образом, что они не пересекают ось поворота фллнцз, я угол v рчпен 60°С. Благодаря атому после рэгрезр ио пучков их рабочие концы оказываются попарно параллельными, что повышает общую жесткость щетки,
Подготавливается корпус 1 щетки в вида фланца с пазами для закрепления в них пучков сорса. Фланец i закрепляется своей осью в приводе установки (см.фиг, 1), привод 5 включается и фланец начинает вращаться вокру оси, пр ходрщрй в плоскости фланца и перпрндикулярмой направлению подачи ворса (направлению уклядки каждою пучка ворса). Односррмеу ;-о фланец поворачивают (вручную или с помощью специального привода - на рис не показан) вокруг своей оси G. Поворо осуществляют циклически или непрерывно в зависимости от требуемой формы пучков ворса и используемого длинномерного материала После заполнения наружной поверхности фланца пучками ворса он снимается с привода 5 установки для изготовления цилиндрической или торцовой щетки.
При из отоплении радиальной щетки (фиг.4) пучки iOp.,ii заглубляются и зажимаются в пазу 2 ., ;импщыо кольцевой колодки 4, имеющей как и па;: прямоугольное сечение Наружный диометр колодки соответствует диаметру фланца, при этом колодка выполняется им самоирижимной (стальное кольио с рнзрозом) или снабжается стяжным болгом. Одновременно пучки ворса разрезаются (разрубаются) с двух сторон фланца в его центре в последовательности, обратной последовательности намотки. Разрезанные таким образом концы пучков ворса распплжаются поокружностифланца и служат s качестве U-образных рабочих концов радиальной щетки. При изготовлении торцовой щежи (фиг.5) пучки ворса зажимаются в паз 2 также с помощью кольцевой колодки 4, имеющей как и паз прямоугольное течение. Наружный диаметр колодки в этом случае не соответствует диаметру фланца, а выполняется меньшим. При этом колодка также выполняется или самоприжимной или снабжается стяжным болтом.
Одновременно пучки ворса также разрезаются или разрубаются с двух противоположных сторон (оснований) фланца, в его центре, в последовательности обратной последовательности намотки. Разрезанные таким образом концы пучков ворса располагаются на основании фланца и служат в ка- честье рабочих концов торцовой щетки При
необходимости рабочие концы могут быть еще раз подрезаны с целью выравнивания пучков и придания им строгой U-образной формы.
Данный способ может быть использован и при изготовлении торцовой щетки типа швабра. В этом случае корпус щетки вращают вокруг своей продольной оси и перемещают (циклически или непрерывно)
вдоль этой оси. Корпус щетки выполняется, например, цилиндрическим с двумя продольными противоположными пазами, в одном из которых зажимаются нерабочие концы пучков ворсз, а вдоль другого паза
разрезают рабочие концы пучков ворса. При этом диаметр цилиндрического корпуса. (D) выбирается из условия D 2 1/л, где I - длина рабочих концов пучков ворса. Длинномерный материал ворса укладывают вокруг наружной поверхности цилиндрического корпуса щетки за счет вращения корпуса щетки вокруг своей оси, перпендикулярной направлению подачи материала ворса, и за счет циклического или непрерывного перемещения корпуса вдоль этой оси. Вместо перемещения корпуса может быть предусмотрено перемещение подаваемого материала ворса.
Скорость (частота) вращения корпуса
щетки при циклическом перемещении устанавливается в соответствии с выражением
35
о -k- р t п
где at- частота вращения корпуса щетки О/с);
р - периметр корпуса щетки (м).
L - общая длина ворса, идущая на изго- тозление щетки (м);
т время между двумя циклами перемещения корпуса щетки вдоль оси вращения (с);
п общее количество пучков ворса в щетке
Указанное соотношение справедливо и для случая, когда корпус щегки выполнен в виде фланца. Однако в этом случае осуществляется не перемещение корпуса, а его поворот вокруг своей оси. Поэтому параметр t в этом случае - время между двумя циклами поворота корпуса щетки вокруг своей оси Данный способ является универсальным и позволяет на одном устройстве изготавливать различные типы щеток, радиальные торцовые, включая швабры При этом длина рабочих концов пучков ворса регулируется простым изменением периметра корпуса щетки, т.е. спосоо позволяет изготовить щетку с заданной длиной ворса. Формула изобретении
Способ изготовления щетки путем выполнения на корпусе щетки паза, формирования из длинномерного материала ворса пучков одинаковой длины, укладки пучков вокруг наружной поверхности корпуса, размещение нерабочих концов пучков в пазу и закрепления их в пазу, отличаю
щ и и с я тем. что, с целью повышения производительности, операцию формиро вания пучков ворса осуществляют одновременно с операцией их укладки вокруг наружной поверхности корпуса путем пра- щения последнего и намотки на его наружную поверхность длинномерного материала ворса с последующим разрезанием петель на корпусе, при этом периметр корпуга в плоскости намотки равен удвоенной длине рабочих концов пучков ворса.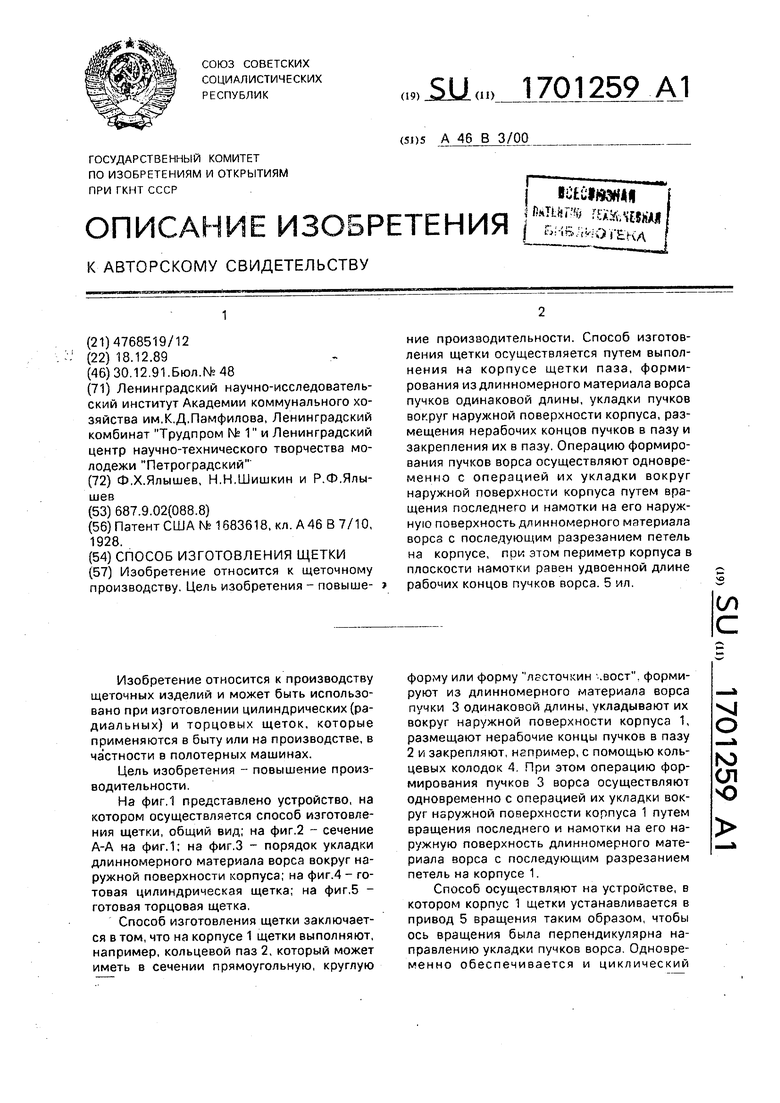
| название | год | авторы | номер документа |
|---|---|---|---|
| Щетка | 1989 |
|
SU1611326A1 |
| Способ изготовления торцовой щетки | 1985 |
|
SU1299565A1 |
| Способ изготовления торцовых щеток | 1989 |
|
SU1651842A1 |
| Устройство для изготовления торцовых щеток | 1983 |
|
SU1253606A1 |
| Торцовая щетка | 1989 |
|
SU1664264A1 |
| ЩЕТКА ДЛЯ ОЧИСТКИ ПОВЕРХНОСТЕЙ | 1993 |
|
RU2035890C1 |
| Способ изготовления щетки | 1988 |
|
SU1671252A1 |
| Устройство для изготовления щеток | 1986 |
|
SU1442180A1 |
| ЦИЛИНДРИЧЕСКАЯ ЩЕТКА | 1997 |
|
RU2123395C1 |
| Цилиндрическая щетка | 1988 |
|
SU1708279A1 |
Изобретение относится к щеточному производству. Цель изобретения - повыше- ние производительности. Способ изготовления щетки осуществляется путем выполнения на корпусе щетки паза, формирования из длинномерного материала ворса пучков одинаковой длины, укладки пучков вокруг наружной поверхности корпуса, размещения нерабочих концов пучков в пазу и закрепления их в пазу. Операцию формирования пучков ворса осуществляют одновременно с операцией их укладки вокруг наружной поверхности корпуса путем вращения последнего и намотки на его наружную поверхность длинномерного материала ворса с последующим разрезанием петель на корпусе, пои этом периметр корпуса в плоскости намотки равен удвоенной длине рабочих концов пучков ворса. 5 ил.
5
Л / /
J
---Ј)
Щиг.1
Фиг.1
ФигЗ
-4
Щи г. 5
| Способ закрепления анкера в шпуре | 1988 |
|
SU1583618A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
