Изобретение относится к щеточному производству.
Цель ,изобретения - повьт(ение производительности труда и улучшение качества щетки.
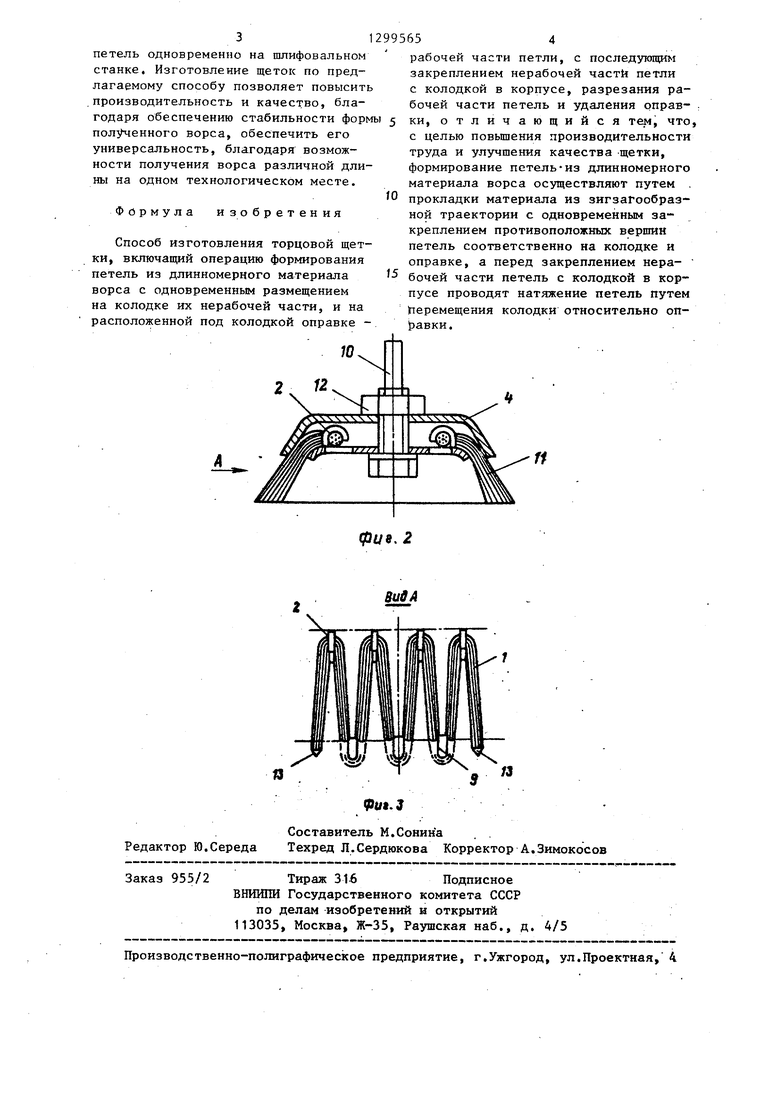
На фиг.1 представлена схема устройства для осуществления способа изготовления предлагаемой торцовой щетки; на фиг.2 - вариант конструкции щетки; на фиг.З - вид по стрелке А на фиг.2.
Способ изготовления торцовой щетки вк точает операцию формирования петель 1 из длинномерного материала ворса с одновременным размещением н-а колодке 2 их нерабочей части, а на расположенной под колодкой оправке 3 рабочей части петли, с последующим закреплением нерабочей части петли с колодкой 2 в корпусе 4,, разреза-20 заклиниванием. После этого произвония рабочей части петель и удаления оправки 3, Формирование петель из длинномерного материала ворса осуществляют путем прокладки материала по зигзагообразной траектории с одновременным образованием противоположных верщин петель 1 соответственно на колодке 2 и оправке 3, а перед закреплением нерабочей части петель с колодкой 2 в корпусе 4 проводят натяжение петель путем перемещения .колодки 2 относительно оправки 3. Приспособление для осу1цествления способа содержит пневмоцилиндр 5, шток 6 жестко связанный с поршнем 7 пневмоцилиндра 5, и несущий на другом конце подпятник 8. Шток 6 установлен с возможностью перемещения только в осевом направлении. Оправка 3 может.
быть вьшолнена за одно целое с корпу- 40 отгибы одновременно по всей окружcoMi пневмоцилиндра 5 и имеет направляющие 9 для закрепления вершин петель 1. В верхнем торце подпятника 8 выполнено отверстие для установки
и фиксации от проворота щестиграниой 45 осуществляют фиксацию колодки 2 и
головки болта 10 корпуса щетки. На стержень болта 10 устанавливается колодка 2, которая крепится к подпятнику 8.
На колодке 2 имеются отгибы для фиксации нерабочей части петель, выполненные равномерно по окружности колодки 2, и отверстия для крепления на подпятнике 8.
В результате осуществления пред- лагаемого способа получается торцовая щетка, содержащая колодку 2 с ворсом 11, корпус 4, болт 10 и гайки
12 (фиг .2). Оггравк.а 3 имеет отверстия 13.
Способ осуществляют следующим об- pia3OM.
Для изготовления щеткИ с заданной длиной ворса педалью нажимного устройства (не показано) выставляется необходимый вылет штока 6 с подпятником 8 пневмоцилиндра 5 с последующей фиксацией положения штока по высоте. В шестигранное отверстие, имеющееся в подпятнике 8, устанавливается болт 10 с колодкой 2. Колодка 2 крепится к подпятнику 8, например,
винтами 14. Начало единичной проволоки или пучка, которые могут быть гофрированными, вводится в один из двух пазов 13, имеющихся в оправке 3, с последующим креплением, например
дят прокладку длинномерного материала единичной проволоки или пучка по зигзагообразной траектории на отгибы колодки 2 для образования нерабочей
5 части петель и на направляющие 9 оправки 3 для образования рабочей части петель ворса. Конец проволоки или пучка, так же как и начало, аналогичным способом крепится в пазу 13
30 оправки 3. После прокладки петель они натягиваются при движении штока 6 пневмоцилиндра 5 в осевом направлении в верхнее положение, при этом ветви ворса окончательно формуютс
35 н занимают заданное положение по окружности колодки 2 и оправки 3.
Фиксацию нерабочей части петель на отгибах колодки 2 производят с помощью пуансона 15, задавливающего
ности колодки 2. После этого снимаются элементы 14 крепления колодки 2 к подпятнику 8, устанавливаются корпус 4 и гайка 12, с помощью которой
корпуса 4 на стержне болта 10.
После сборки щетки шток 6 переме- щается в нижнее положение и ослабляе 50 натяжение петель, которые при этом снимаются под действием сил упругой деформации. Далее щетка снимается с устройства и производится разрезка поочередно КЕШДОЙ рабочей петли и 55 шлифовка при необходимости торца ворса.
Разрезка и шлифовка могут быть выполнены для всех рабочих частей
петель одновременно на шлифовальном станке. Изготовление щеток по предлагаемому способу позволяет повысить .производительность и качество, благодаря обеспечению стабильности формы полученного ворса, обеспечить его универсальность, благодаря возможности получения ворса различной длины на одном технологическом месте.
Фбрмула изобретения
Способ изготовления торцовой щетки, включащий операцию формирования петель из длинномерного материала ворса с одновременным размещением на колодке их нерабочей части, и на расположенной под колодкой оправке
рабочей части петли, с последующим закреплением нерабочей части петли с колодкой в корпусе, разрезания рабочей части петель и удаления оправ- , ки, отличающийся тем, что, с целью повьшения производительности труда и улучшения качества -щетки, формирование петель-из длинномерного материала ворса осуществляют путем . прокладки материала из зигзагообразной траектории с одновременным закреплением противоположных вершин петель соответственно на колодке и оправке, а перед закреплением нерабочей части петель с колодкой в корпусе проводят натяжение петель путем геремещения колодки относительно оп- )авкк.
;о
Фи9.2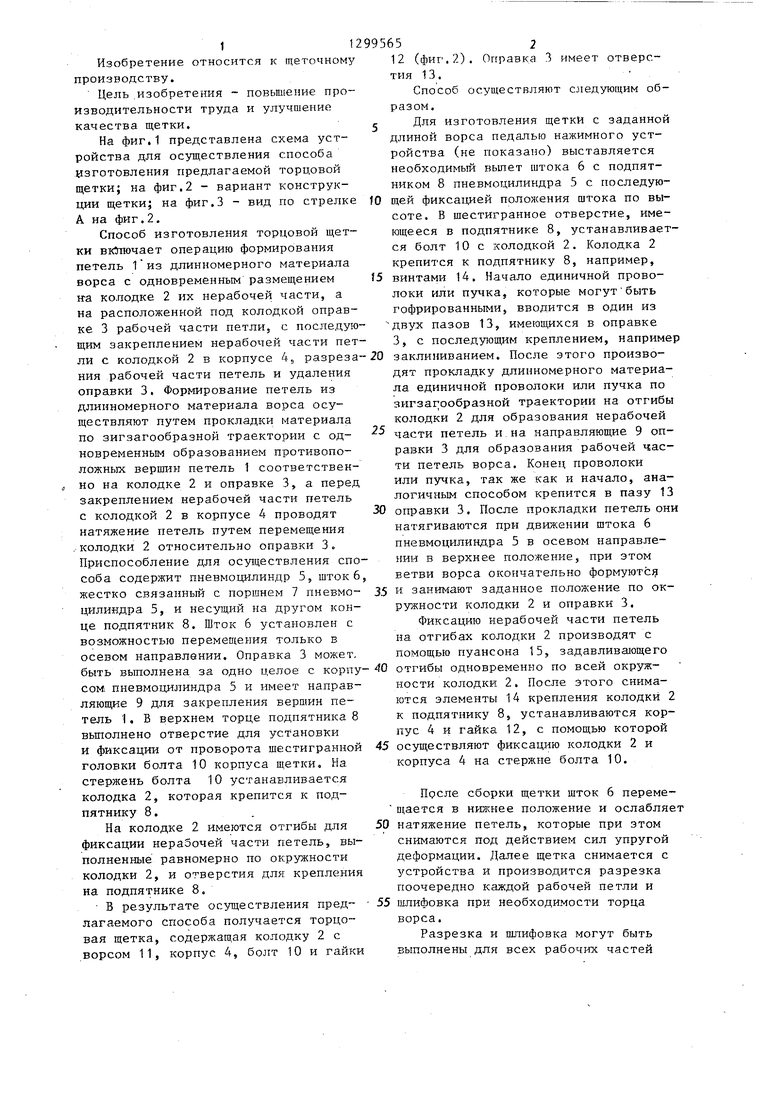
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления щетки | 1989 |
|
SU1701259A1 |
| Устройство для изготовления цилиндрической щетки | 1986 |
|
SU1391597A1 |
| Устройство для изготовления торцовых щеток | 1983 |
|
SU1253606A1 |
| Устройство для изготовления щеток | 1986 |
|
SU1442180A1 |
| Способ изготовления цилиндрической щетки | 1983 |
|
SU1134175A1 |
| Устройство для изготовления щеток | 1989 |
|
SU1664266A1 |
| Устройство для изготовления торцовых щеток | 1988 |
|
SU1639612A1 |
| Щетка | 1980 |
|
SU884680A1 |
| ТОРЦОВАЯ ИГЛОФРЕЗА | 1993 |
|
RU2063309C1 |
| Способ изготовления торцовых щеток | 1983 |
|
SU1286154A1 |
Изобретение относится к щеточному производству и позволяет повысить производительность и качество при изготовлении торцовой щетки. Способ изготовления торцовой щетки включает операцию формирования петель 1 из длинномерного материала ворса с одновременным размещением на колодке 2 их нерабочей части, а на расположенной под колодкой оправке 3 - рабочей части петли. Формирование петель 1 осуществляют путем прокладки длинномерного материала ворса по зигзагообразной траектории с одновременным закреплением противоположных вершин петель 1 соответственно на колодке 2 и оправке 3. Нерабочие части петель 1 закрепляют вместе с колодкой 2 в корпусе, причем перед операцией закрепления проводят натяжение петель за счет относительного перемещения колодки 2 и оправки 3. Затем разрезают нерабочие части петель 1 и удаляют оправку 3. 3 ил. S . (Л
Вив А
Редактор Ю,Середа
Pttt.J
Составитель М.Сонин а
Техред Л.Сердюкова Корректор А.Зимокосов
Заказ 955/2 Тираж 316 Подписное ВНИШШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Торцовая круглая щетка | 1960 |
|
SU147571A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
