СП
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Иглофреза | 1989 |
|
SU1687244A1 |
| Иглофреза | 1989 |
|
SU1743567A1 |
| Иглофреза для зачистки сварных швов | 1989 |
|
SU1706546A1 |
| Иглофреза | 1989 |
|
SU1790912A1 |
| Цилиндрическая щетка | 1988 |
|
SU1666052A1 |
| Цилиндрическая щетка | 1986 |
|
SU1461400A1 |
| Торцовая иглофреза | 1990 |
|
SU1784212A1 |
| Торцовая иглофреза | 1990 |
|
SU1715300A1 |
| Иглофреза | 1989 |
|
SU1708281A1 |
| Иглофреза | 1983 |
|
SU1134174A1 |
Изобретение относится к очистным инструментам. Цель изобретений - повышение дол овечности. Иглофреза содержит втулку с установленными на ней кольцеобразными держателями, несущими огибающие их LJ-образные пучки проволочного ворса, и расположенные на противоположных концах втулки стяжные фланцы, имеющие выпуклую поверхность на сторонах, обращенных к пучкам ворса Выпуклая поверхность стяжных фланцев состоит по высоте из двух торообразных участков, образованных радиусами различной величины, нижний из которых контактирует с проволочным ворсом, а верхний расположен с зазором к боковой поверхности ворса, при этом месго сопряжения горообразных участков расположено от рабочей поверхности ворса нэ расстоянии,равном свободной длине ворса. 1 з.п.ф-лы. 2 ил.
Изобретение относится к инструментам для удаления с поверхностей металлов шлака, ржавчины, окалины, заусенцев, для ре- зчния металлов, для крацевэния, матирования и сатинирования металлических поверхностей.
Цель изобретения - повышение долговечности.
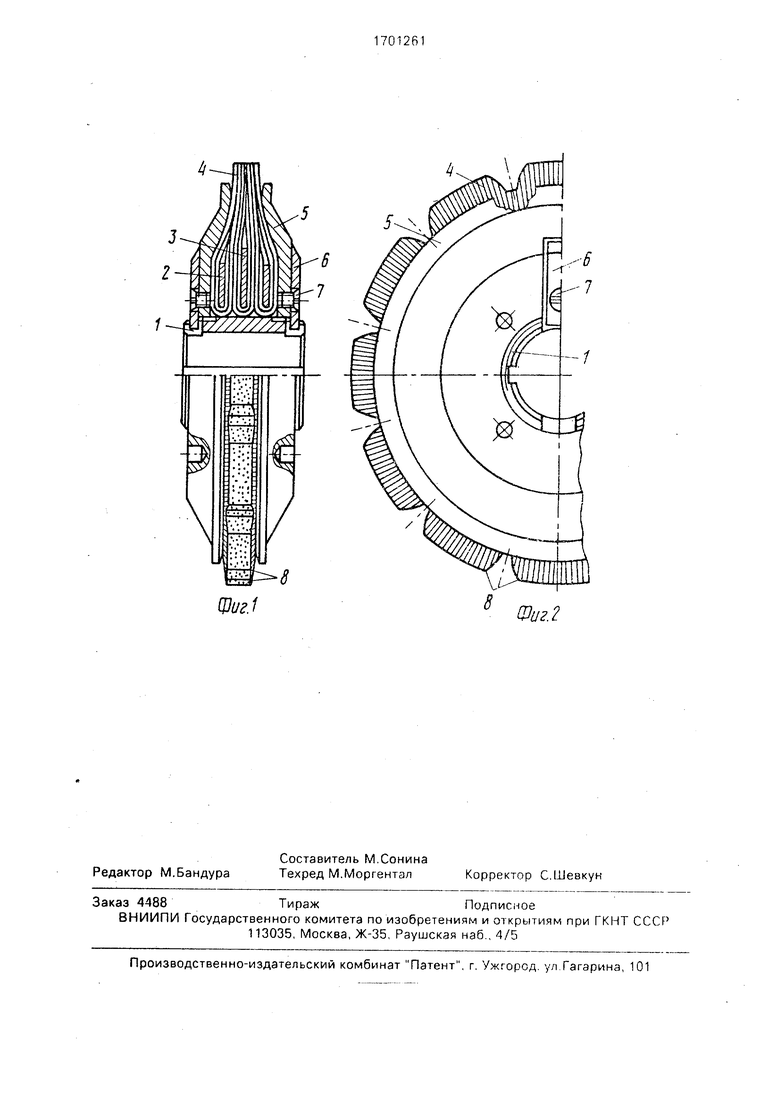
На фиг.1 показана иглофреза, общий вид, разрез; на фиг.2 то же вид с торца.
Иглофреза содержит втулку 1 с установленными на ней кольцеобразными держате- лями 2 и 3, несущими огибающие их U-обраэные пу«ки проволочного ворса 4, и расположенные на противоположных концах втулки 1 стяжные фланцы 5, которые стопорятся на втулке 1 при помощи планки 6 и вин га 7, при этом радиус кольцеобразного держателя 3, расположенного по вертикальной оси иглофрезы, больше радиусов соседних с ним кольцеобразных держателей 2 и меньше расстояния от оси вращения
иглофрезы до наружной цилиндрической поверхности стяжных фланце 5. Твердость проволочных элементов ворсг, 4 выше твердости кольцеобразных держателей 2 и 3, коэффициент плотности проволочного ворса 4 находится в пределах 0.785-0,890. Соотношение свободной длины проволочных элементов ворса 4 и наименьшего радиуса инерции поперечного сечения проволочных элементов находится в пределах 50-100 Ра бочая поверхность проволочного ворса 4 имеет пазы 8. расположенные параллельно оси вращения иглофрезы. Фланцы 5 на сторонах, обращенных к пучкам ворса, имеют выпуклую поверхность, состоящую по высоте из двух торообразных участков, образованных радиусами различной величины, нижний из которые контактирует с проволочным ворсом 4, а верхний расположен с зазором к боковой поверхности ворса Место сопряжения торообразных участкон оас- положено от рабочей повеохносы ворот на
XJ
О
N) ON
расстоянии, равном свободной длине проволочного ворса 4. Боковые поверхности пазов 8 проволочного ворса 4 имеют выпуклую дугообразную форму.
Радиус торообразной половины выпуклой поверхности стяжных фланцев 5, расположенной ближе к периферии, по величине больше радиуса торообразной половины выпуклой поверхности, расположенной
ближе к оси вращения иглофрезы.
Выпуклая поверхность стяжных фланцев 5 может быть описана ломаной линией, аппроксимирующей кривую, которая определяет эту поверхность.
Пазы 8 иглофрезы получают путем шлифования проволочного ворса 4 после сборки иглофрезы.
В качестве ворса иглофрезы применяется проволока стальная углеродистая пружинная по ГОСТ 9389-75, изготовленная, например, из стали марки 65Г по ГОСТ 1050-74, или проволока стальная легированная пружинная по ГОСТ 14963-78, изготовленная из стали марок 51ХФА, 60С2А, 65С2ВА, 70СЗА по ГОСТ 14959-79, Применяется проволока диаметром 0,56 мм, а также диаметром 0,5; 0,63 и 0,7 мм.
В качестве материала кольцеобразных держателей применяется, например, сталь марки 20 по ГОСТ 1050-74, а также латунь, алюминиевые сплавы и т.п.
Благодаря тому, что выпуклая поверхность стяжных фланцев состоит по высоте из двух горообразных участков, образованных радиусами различной величины, а место сопряжения торообразных участков расположено от рабочей поверхности ворса на расстоянии, равном свободной длине проволочного ворса, обеспечивается в процессе работы незначительный плавный изгиб крайних по длине втулки проволочных элементов ворса в поперечном направлении относительно направления главного движения иглофрезы, их скольжение по торообразной поверхности стяжных фланцев, расположенной ближе к периферии, и упругий изгиб в планируемом направлении, что в конечном итоге повышает долговечность проволочного ворса.
Благодаря тому, что боковые поверхности пазов проволочного ворса имеют выпуклую дугообразную форму, обеспечивается плавный вход ворса в контакт с обрабатываемой поверхностью металла и упругий выход из этого контакта, в итоге повышается долговечность проволочного ворса.
Иглофреза может работать в режимах зачистки и резания металлов, выполнять
операции крацевания гальванических покрытий поверхностей металлических изделий, матирования сатинирования металлических поверхностей. Для работы в режиме
резания необходимо, чтобы твердость и предел прочности при растяжении материала проволочных элементов были выше соответственно твердости и предела прочности при растяжении обрабатываемого металла примерно в 1.6-1,8 раза. При обработке металлов иглофрезой с удельным усилием, величина которого ниже предела текучести обрабатываемого металла, происходит зачистка обрабатываемой поверхности. При удельном усилии, величина которого находится в диапазоне от предела текучести до предела прочности при растяжении, происходит поверхностная пластическая деформация обрабатываемого
металла. При удельном усилии, величина которого выше предела прочности при растяжении обрабатываемого металла, происходит резание металла.
При эксплуатации иглофрезу необходимо периодически реверсировать или переустанавливать для обеспечения возможности ее самозатачивания. Иглофреза может быть использована в качестве рабочего инструмента горизонтально-фрезерных и специальных зачистных станков, стационарных установок и передвижных агрегатов. ручных шлифовальных машин и другого механизированного инструмента.
Формула изобретения
расположенные на противоположных концах втулки стяжные фланцы, имеющие выпуклую поверхность на сторонах, обращенных к пучкам ворса, о т л и ч а ю - щ а я с я тем, что, с целью повышения долговечности. выпуклая поверхность стяжных фланцев состоит по высоте из двух торообразных участков, образованных радиусами различной величины, нижний из которых контактирует с проволочным ворсом, а вер0 хний расположен с зазором к боковой поверхности ворса, при этом место сопряжения торообразных участков расположено от рабочей поверхности ворса на расстоянии, равном свободной длине ворса.
5 2. Иглофреза поп.1,отличающая- с я тем. что ее рабочая поверхность имеет пазы, боковые поверхности которых имеют выпуклую дугообразную форму.
QJuzl
| Цилиндрическая щетка | 1978 |
|
SU738595A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
