Изобретение относится к инструментам для удаления с поверхностей металлов шлака, ржавчины, окалины, заусенцев, для резания металлов.
Целью изобретения является повышение качества обработки путем поочередного выполнения обдирочной и зачистной операций.
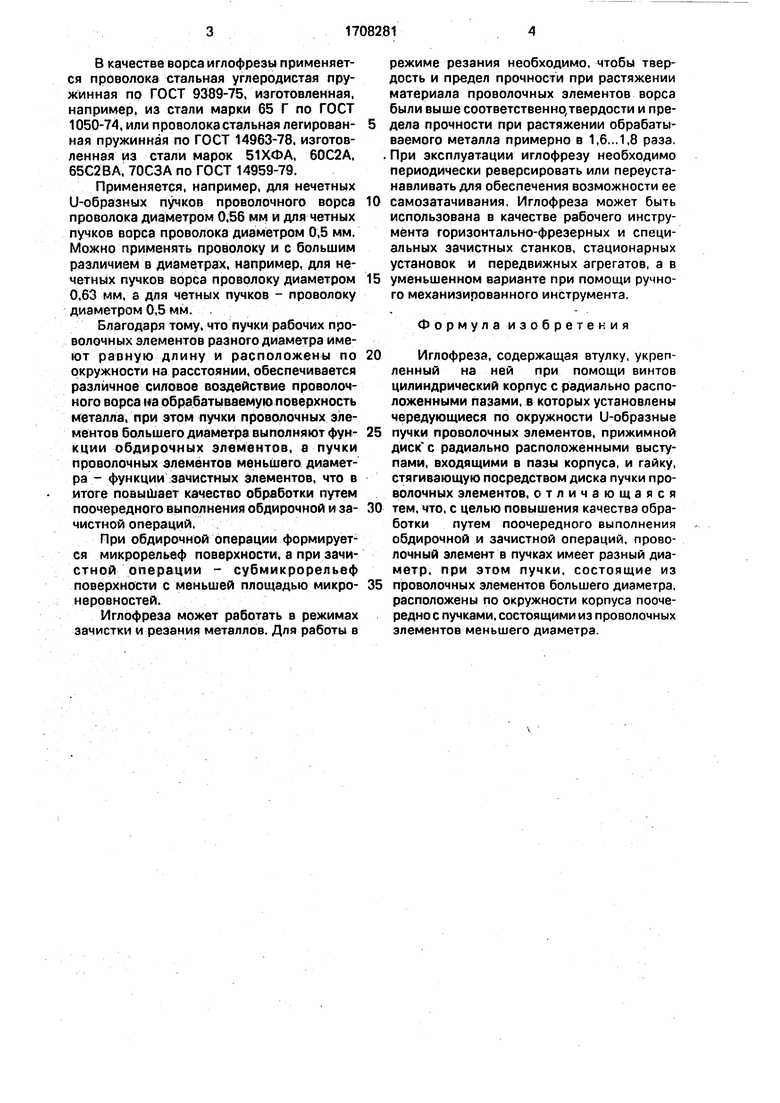
На фиг.1 представлена иглофреза, общий вид, с разрезом; на фиг.2 - сечение А-А на фиг.1.
Иглофреза содержит втулку 1, укрепленный на ней при помощи винтов 2 цилиндрический корпус 3 с радиально расположенными пазами, в которых установлены чередующиеся по окружности и-образные пучки проволочных элементов разного диаметра: большего 4 и гденьшего 5 диаметров, имеющие равную длину и расположенные по окружности на
расстоянии друг от друга, прижимной диск 6 с радиально расположенными выступами, входящими в пазы корпуса 3, гайку 7 с контрящим винтом 8, стягивающую посредством диска 6 пучки 4 и 5 проволочных элементов.
Каждый пучок проволочных элементов имеет с двух сторон по окружности иглофрезы заходную часть и со стороны торцов несколько рядов из проволочных элементов с постепенно уменьшающейся свободной длиной от рабочей поверхности.
Соотношение свободной длины рабочих проволочных элементов и наименьшего радиуса инерции их поперечного сечения находится в пределах 50...200.
Коэффициент плотности пучков проволочного ворса находится в пределах 0,785...0,890.
В качестве ворса иглофрезы применяется проволока стальная углеродистая пружинная по ГОСТ 9389-75, изготовленная, например, из стали марки 65 Г по ГОСТ 1050-74, или проволока стальная легированная пружинная по ГОСТ 14963-78, изготовленная из стали марок 51ХФА, 60С2А, 65С2ВА, 70СЗА по ГОСТ 14959-79.
Применяется, например, для нечетных и-образных пучков проволочного ворса проволока диаметром 0,56 мм и для четных пучков ворса проволока диаметром 0,5 мм. Можно применять проволоку и с большим различием в диаметрах, например, для нечетных пучков ворса проволоку диаметром 0.63 мм. а для четных пучков - проволоку диаметром 0,5 мм.
Благодаря тому, что пучки рабочих проволочных элементов разного диаметра имеют равную длину и расположены по окружности на расстоянии, обеспечивается различное силовое воздействие проволочного ворса 1#а обрабатываемую поверхность металла, при этом пучки проволочных злементов большего диаметра выполняют функции обдирочных элементов, а пучки проволочных элементов меньшего диаметра - функции .зачистных элементов, что в итоге повышает качество обработки путем поочередного выполнения обдирочной и зачистной операций.
При обдирочной операции формируется микрорельеф поверхности, а при зачистной операции - субмикрорельеф поверхности с меньшей площадью микронеровностей,
Иглофреза может работать в режимах зачистки и резания металлов. Для работы в
режиме резания необходимо, чтобы твердость и предел прочности при растяжении материала проволочных элементов ворса были выше соответственнодвердости и предела прочности при растяжении обрабатываемого металла примерно в 1,6..,1,8 раза. При эксплуатации иглофрезу необходимо периодически реверсировать или переустанавливать для обеспечения возможности ее
самозатачивания. Иглофреза может быть использована в качестве рабочего инструмента горизонтально-фрезерных и специальных зачистных станков, стационарных установок и передвижных агрегатов, а в
уменьшенном варианте при помощи ручного механизированного инструмента.
Формула изобретения
Иглофреза, содержащая втулку, укрепленный на ней при помощи винтов цилиндрический корпус с радиально расположенными Пазами, в которых установлены чередующиеся по окружности U-образные
пучки проволочных элементов, прижимной диск с радиально расположенными выступами, входящими в пазы корпуса, и гайку, стягивающую посредством диска пучки проволочных элементов, отличающаяся
тем, что, с целью повышения качества обработки путем поочередного выполнения обдирочной и зачистной операций, проволочный элемент в пучках имеет разный диаметр, при этом пучки, состоящие из
проволочных элементов большего диаметра. расположены по окружности корпуса поочередно с пучками, состоящими из проволочных элементов меньшего диаметра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Торцовая иглофреза | 1990 |
|
SU1715300A1 |
| Иглофреза | 1989 |
|
SU1687244A1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2428282C1 |
| ОСЦИЛЛИРУЮЩАЯ ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ | 2010 |
|
RU2428283C1 |
| Торцовая иглофреза | 1990 |
|
SU1784212A1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2294819C1 |
| ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2296652C1 |
| Способ иглофрезерной зачистки цилиндрических деталей | 1990 |
|
SU1726065A1 |
| Иглофреза | 1989 |
|
SU1701261A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2003 |
|
RU2238667C1 |
Изобретение относится к инструментам для удаления с поверхностей металлов шлака, ржавчины, окалины, заусенцев, для резания металлов. Целью изобретения является повышение качества обработки путем поочередного выполнения обдирочной и зачи-стной операций. Иглофреза содержит втулку, укрепленный на ней при помощи винтов цилиндрический корпус с радиально расположенными пазами, в которых установлены чередующиеся по окружности U-образные пучки проволочных элементов, прижимной диск с радиально расположенными выступами, входящими в пазы корпуса, гайку с контрящим винтом, стягивающую посредством диска пучки проволочных зпементов. Проволочные элементы в пучках имеют разный диаметр, при этом пучки, состоящие из проволочных элементов большего диаметра, расположены по окружности корпуса поочередно с пучками, состоящими из проволочных элементов меньшего диаметра. 2 ил.t^-^Ё
| Авторское свидетельство СССР N5931155, кл | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
