ся
GJ
| название | год | авторы | номер документа |
|---|---|---|---|
| Иглофреза | 1989 |
|
SU1708281A1 |
| Торцовая иглофреза | 1990 |
|
SU1784212A1 |
| Цилиндрическая щетка | 1986 |
|
SU1461400A1 |
| Иглофреза | 1989 |
|
SU1743567A1 |
| Иглофреза | 1989 |
|
SU1701261A1 |
| ЩЕТКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ | 1998 |
|
RU2136199C1 |
| Способ получистового иглофрезерования | 1990 |
|
SU1755958A1 |
| Способ иглофрезерной зачистки цилиндрических деталей | 1990 |
|
SU1726065A1 |
| Цилиндрическая щетка | 1988 |
|
SU1618381A1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2294819C1 |
Изобретение относится к инструментам для удалениях поверхностей металлов шлака, ржавчинь!, окалины, заусенцев, для реза^- ния металлов. Цель изобретения - повышение качества обработки поверхно* сти путем совмещения обдирочной и зачйст- ной обработок. Иглофреза содержит корпус в виде диска, на одной поверхности которого по его периметру закреплены держатели, имеющие сдвоенные пазы, в каждом из которых размещена ветвь и-образнрго пучка ворса из стальной пружинной проволоки, иприжимные элементы. Стенки каждого паза имеют скосы, направленные от ветви пучка ворса, и-образные пучки ворса состоят из проволочных элементов большего и меньшего Диаметров и соответственно с большей и'меньшей длиной вылета, при этом пучки с большим диаметром проволочных элементов и большей длиной вылета расположены по периметру корпуса поочередное пучками Из проволочных элементов меньшего диаметра и меньшей длины вылета, а длины вылета связаны соотношением?1 fe 50 < ii = 1^ < 200, где 50 и 200 - значениягибкости пружинных элементов; [i и g - длина вылета проволочных элементов большего и меньшего диаметров соответственно. Мм; ti и ?2 - наименьшие радиусы инерции поперечного сечения проволочных элементов большего и меньшего диаметров соответственно, мм. 3 ил.^^ •^^;Й
Изобретение относится к инструментам для удаления с поверхностей металлов шлака, ржавчины, окалины, заусенцев, для резания металлов.
Цель изобретения - повышение качества обработки поверхности путем совмещения обдирочной и зачистной обработки.
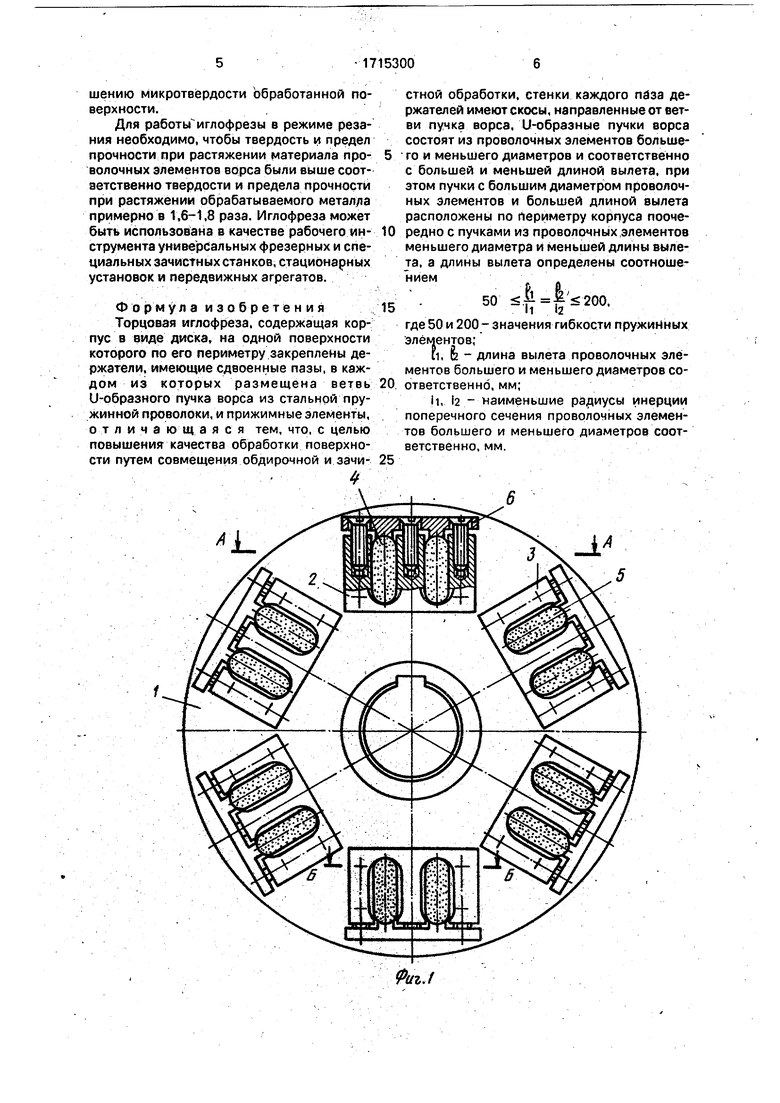
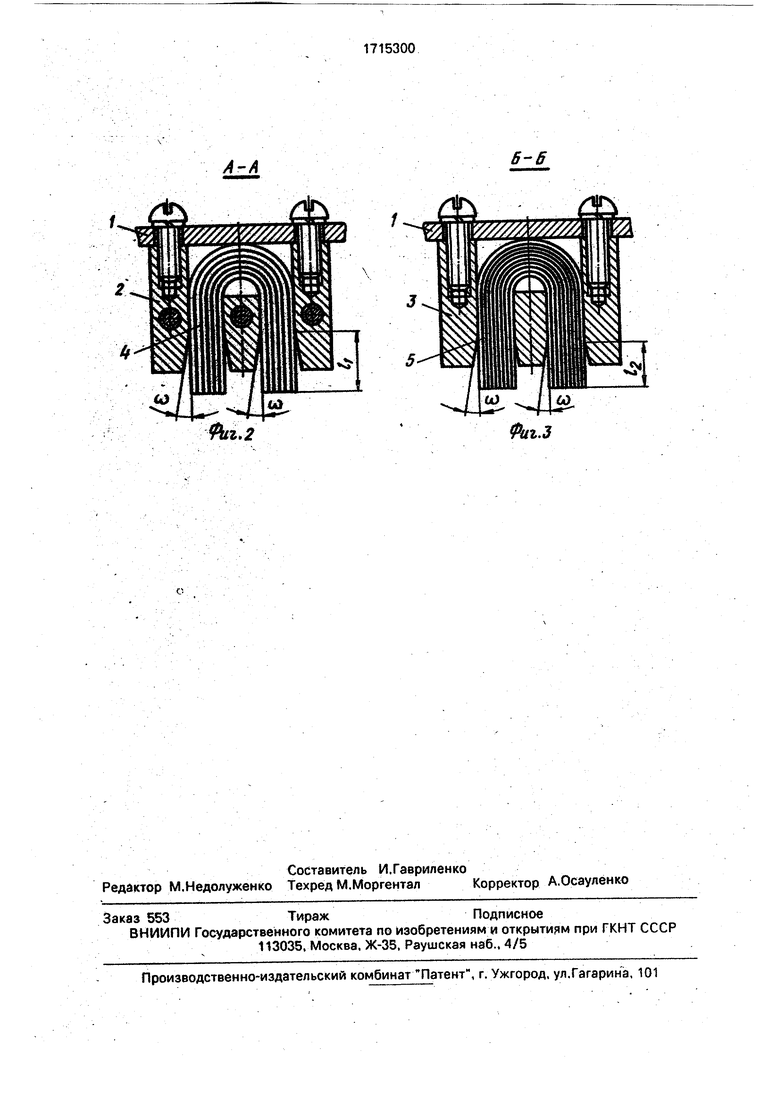
На фиг. 1 представлена иглофреза, общий вид,- на фиг,2 - сечение А-А на фиг.1; на фиг.З-сечение Б-Б на фиг.1.
Иглофреза (фиг.1) содержит корпус 1 в виде диска, на одной поверхности которого
по его периметру закреплены держатели 12 и 3. имеющие сдвоенные пазы, в каждом из которых размещена ветвь U-образного пучка ворса 4 и В из стальной пружинной проволоки, и прижимные элементы 6. У держателей 2 и 3 внутренние стенки каждого паза имеют скосы, направленные от ветви пучка ворса, U-образные пучки ворса состоят из проволочных элементов большего4 именьшего Бдиаметров и соответственно с большей и меньшей длиной вылета, при этом пучки 4 с большим диаметром проволочных элементов и большей длиной вылета расположены по nepuMetpy корпуса поочередно с пучками 5 из проволочных элементов меньшего диаметра и меньшей длины вылета, а длины вылета определены соотношением
50 , It l2
где 50 и 200 - значения гибкости пружинных элементов;
tu & свободная длина проволочных элементов большего и меньшего диаметров соответственно, мм;
ii, i2 - наименьшие радиусы инерции поперечного сечения проволочных элементов большего и меньшего диаметров соответственно, мм.
В расчетах на устойчивость стальных стержней по формуле Эйлера их гибкость должна составлять А / |/1 100-200, где А- гибкость стержня; /г- коэффициент приведения длинь ; - длина стержня; I - наименьший радиус инерции поперечного сечения стержня. Для консольно закрепленного стержня коэффициент приведения длины fi равен 2. Тогда для проволочных элементов иглофрезы, работающей в режиме резания. А 2у1 100-200 или 1/1 50100. При работе иглофр ы в режиме зачистки принимают диапазон соотношения 1/ 100-200, т.е. применяют более гибкий проволочный ворс. Тогда общий диапазон указанного соотношения f/1 50-200.
Для нечетных держателей U-образных пучков ворса применяется, например, проволока диаметром 0.56 мм и для четных держателей проволока диаметром 0.5 мм или для нечетных держателей проволока диаметром 0,63 мм и для четных держателей проволока диаметром 0,5 мм.
В качестве ворса иглофрезы применяется проволока стальная углеродистая пружинная, изготовленная, например,.из стали марки 65Г, или проволока стальная легированная пружинная, изготовленная из стали марок 51ХФА, 60С2А, 65С2ВА. 70СЗА.
Угол о) скоса стенок паза держателей ворса устанавливается в зависимости от планируемого угла упругого изгиба (поворота) проволочных элементов в процессе работы и находится в пределах 1-10°.
Угол (1) может разным по величину у держателей с пучками проволочных элементов разного диаметра и разной длины вылета.
Угол ©упругого изгиба проволочных элементов иглофрезы определяют на основании известного из сопротивления материалов уравнения
tg0 dy/dx-Pp/2Elx, где Э- наибольший угол поворота (изгиба) балки (проволочного элемента), град;
Р - тангенциальная сила, действующая
на свободный, конец балки, Н;
t свободная длина балки, мм; Е - модуль упругости материала балки, МПа;
1х - момент инерции сечения балки относительно главной центральной оси, мм. Указанное уравнение справедливо для соотношения f/f 2Elx/P , где fпрогиб проволочного элемента в процессе работы, мм.
Коэффициент плотности проволочного ворса находится в пределах 0,785-0,890. При этом коэффициент плотности пучков проволочных элементов меньшего диаметра больше, чем у пучков проволочных элементов большего диаметра.
Благодаря тому, что стенки каждого паза держателя имеют скосы, направленные от ветви пучка ворса, U-образные пучки ворса состоят из проволочных элементов большего и меньшего диаметров и соответственно с большей и меньшей длиной вылета, при этом пучки с большим диаметром проволочных Элементов и большей длиной вылета расположены по периметру
корпуса поочередно с пучками из проволочных элементов меньшего диаметра и меньшей длины вылета, а длины вылета связаны определенным соотношением, обеспечивается ограничение планируемого отклонения
проволочных элементов ворса в процессе работы, равнозначная гибкость и соответственно жесткость проволочных элементов разного диаметра, что повышает эффект совмещения обдирочной и зачистной обработки путем образования микрорельефа поверхности пучками проволочных элементов большего диаметра и меньшей плотности и усиления механизма формирования субмикрорельефа обработанной поверхности с меньшей площадью микронеровностей пучками проволочных элементов меньшего диаметра и большей плотности, а в конечном итоге повышает качество обработки поверхности.
При обработке поверхности металлов иглофрезой за один проход формирование качества обработанной поверхности происходит в основном за счет трения скольжения при упругом давлении и в связи с этим
при работе инструмента в режимах зачистки и резания практически не приводит к повышению твердости обработанной поверхности, а при работе в режиме поверхностной пластической деформации приводит к повышению микротвёрдости обработанной поверхности.. Для работы иглофрезы в режиме резания необходимо, чтобы твердость и предел прочности при растяжении материала проволочных элементов ворса были выше соотаетственно твердости и предела прочности при растяжении обрабатываемого металла примерно в 1,6-1,8 раза. Иглофреза может быть использована в качестве рабочего инструмента универсальных фрезерных и специальных зачистных станков, стационарных установок и передвижных агрегатов. Формула изобретения Торцовая иглофреза, содержащая корпус в виде диска, на одной поверхности которого по его периметру закреплены держатели, имеющие сдвоенные пазы, в каждом из которых размещена ветвь и-образного пучка ворса из стальной пружинной проволоки, и прижимные элементы, о т л и ч а ю щ а я с я тем, что, с целью повышения качества обработки поверхности путем совмещения обдирочной и зачи . : стной обработки, стенки каждого пйза держателей имеют скосы, направленные от ветви пучка ворса, U-образные пучки ворса состоят из проволочных элементов большео и меньшего диаметров и соответственно с большей и меньшей длиной вылета, при этом пучки с большим диаметром проволочных элементов и большей длиной вылета расположены по периметру корпуса поочередно с пучками из проволочнь1х,элементов меньшего диаметра и Меньшей длины вылета, а длины вылета определены соотношением50 ., где 50 и 200- значения гибкости пружинных элементов; 11, fe - длина вылета проволочных элементов большего и меньшего диаметров соответственно, мм; И, i2 - наименьшие ра 1иусы инерции поперечного сечения проволочных элементов большего и меньшего диаметров соответственно, мм.
/I-A
6-6
| Торцовая щетка | 1987 |
|
SU1498451A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
