Изобретение относится к обработке материалов резанием, в частности к сборному режущему инструменту.
Цель изобретения - повышение стойкости посредством увеличения прочности крепления вставки.
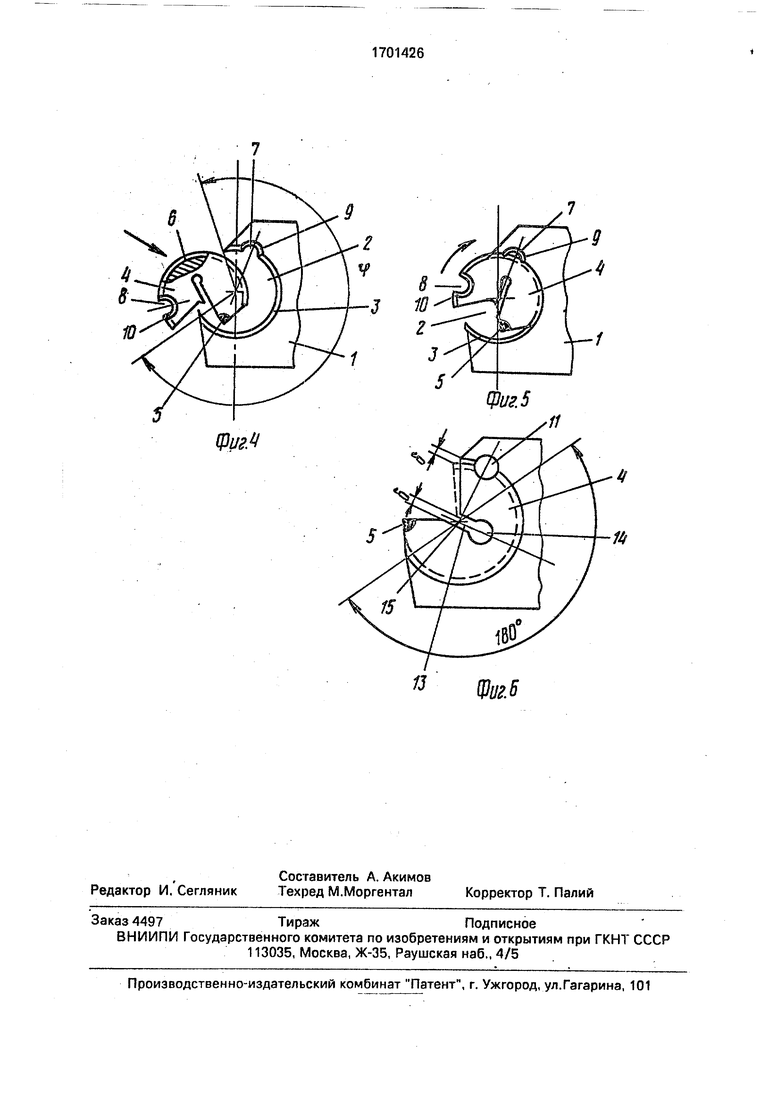
На фиг.1 показан сборный отрезной резец, вид спереди; на фиг.2 - то же, вид сверху; на фиг.З - сечение А-А на фиг.1; на фиг.4 и 5 - установка вставки в выточку корпуса; на фиг.6 - узел крепления вставки в гнезде корпуса без продольного паза.
Резец состоит из корпуса 1, в котором выполнена выточка 2 по радиусу с дугой более 240°. На выточке имеется направляющая кромка 3 V-образной формы для размещения вставки 4 с режущим элементом 5 из СТМ, причем на наружной стороне вставки, выполненной также по радиусу с дугой (р более 240° и равной дуге выточки, имеется направляющая канавка 6 дополнительной формы по отношению к форме кромок 3, В выточке и на вставке выполнены гнезда 7 и 8 с направляющими фасками 9 и 10 соответственно для размещения фиксатора в виде пластически деформируемого штифта 11,
На вставке может быть выполнена дополнительная режущая кромка и дополнительное гнездо под фиксатор, расположенное диаметрально противоположно основному.
В выточке корпуса выполнен сквозной паз 12, а вставка выполнена упругой с помощью прорези 13, проходящей через центр вставки и заканчивающейся отверстием 14.
Резец работает следующим образом.
В выточке 2 корпуса 1 размещают вставку 4. Для размещения вставки 4 в позицию фиксации, сначала вставку ориентируют
§
Ј
ГО
(
под углом со стороны napyxnoiu а нцй u ,i- точки (фиМ) и частично рэамещтг i i нем мо направляющей кромке 3, чатеи L ппм.о ,1 г спецключа, базирующегося за т-, , и пои торому вставки, произподдг noaopoi ю iu- киот1 осительпо центра 16отмерен л f ыточ- ки до совмещения гнезд 7 и 8 t образованием отверстия- длч i,ai. гощанил фиксатора i I, Заготовка фикса зоря ьыпол иена в виде штифта диаметром, близким Ґ диаметру отверстия (от совмещенных пизд 7 и 8} и длиной, преаыиы ощеи мим / корпуса вставки на ляличину чнуйним дс формации. Например, для ч о/г .у м С1став ки д 2,5 мм загоювкс, фнчгглорс имео диаметр d 4-о,з мм (диаметр ),:,ММ полученный от совмещения 8 i радиусами г 2 мм, составляет do 4hj n 0
и длину I 3, мм, что позполяет паз мещать ее с зазором.
Штифт размещаю в отверстии так, что бы его торцовые поверхности были сиг . ричны относительно продольной оси 1Ь рабочей части корпуса 1 резца. З.зкреппа- ние вставки осуществляют путем приклады вания сжимающего усилия к торцовым поверхностям штифта, обеспечивающего тарированную деформацию в p шя щины корпуса вставки, при сном метал штифта затекает на фаски 9 и 10, ч го позвс ляет добиться высокой поперечной v PCI кости в соединении вставки с выточке i и надежной ее фиксации. aiwi v rev нологических norpeitiriocien в изгою ль и,ь-. конструктивных элементов состыкуемы ч де талей, в процессе тарированной по разнесу деформации штифта гарантированной ыс- личины натяга по периметру р /леган Ь вставки добиваются за с«ет исполнения и выточке паза 12, который позволяет кать излишкам материала штифгг.
Экспеоиментэльными чсслсдо аннтгм) показано, что периметр прчлегрчм- (о чатл гом) вставки должен охватываться дугсп 6п лее 180° для oOecneneniij. высокой надежности и прочности зачреплеч-1л аставки. Это возможно при условии сопоя- жения вставки и выточки по дуге белее 24ии и размещении фиксатора со сюролы про in воположной режущему элементу, б/тиж к наружному концу выточки (по ус.гвч о мои тажа оставки). Периметр прчлегаг-нч пог)
| р А
-on CLCT ,1ять TJJ,- 7Б% от периметра
DLnou.i). Слг чует добчвмть, чго вставка за- чид.охя чр/: монтаже по скользящей посад- 0 ьчи (j поедварительным натягом, а о/ончй алчный натяг образуется после за- inaecont и шгифта, при этом величина упру- еформацч л (6) периферийной части пс7йГ ки должна оЬеспечизать прилегание ппаачи о нагягом на указанную величину.
а фиг б пунктирной пинией показана дефО 1м ц я нотавки в процессе ее фикса- UL H. Гарамгмроаанную величину натяга в со- одинэнми вставки с выточкой rcxi jnorii i(jCK« пбе печичзют допусками нз соп.эчгае лые pd меры и , ч случае отсутствия iWrj для зь( излишков металла гагг- ;ра ишего.механизма, как на фиг.б запресссзку последнего производит по та- рьров мной дрформации всгаики на величину (д .
В процессе резания силы, дейс гьующ ie мь осгдвку, воспринимаются опорной по- -е рхчостью выточки с заклиниванием на фиксаторе Плагодзия большим опорным поверхности. резец обладает высокой жес- iKOCi о и смсячбеп воспринимать большие ,, U i )Ч л ч.ис Нг гру:чч, что увеличивает npoiJnOCib i реплзниг вставки и пстышает сючлс сгь ресца
Ф о р Р v л а изобретения
1. С Ч ГЧУЙ о резной резец, содержа- корг,, с, в выточка которого1,с анорлеча d iCKoyan встав,а взаимодействующая с Фикса гором, о т л и ч з ю щ и и с Р тем, что, .елью nj-ышения стойкости за уве г нени i прочности храплечия вставки, фиксатор йыгюлнэн з аиде пластически i .(нормируемого штифта, установленного в fi.езда/ с иапрзпля глиими фасками, выпол- печнымч на вс :-еке и корпусе с противопо- lOXHOi- . стороны от режущей кромки, при лам со Бггавке сыполнена прорезь прохо- 1воез центр ьставки,
-. Резец nj п 1,отличающийся 1вм, что в выто1 кэ корпуса выполнен сквозном паз
3, Pe st-u no п.1, о ; л и ч а ю щ и и с я , что на вставке выполнены дополнительная рйжущзя кромка и дополнмтельг;ое - ч 4(4 расг 0лохенкое диаметрально про Пи &ПОЖНО ОС ПВШО|Иу.
фиг. 1
Фиг
Фиг. 5
п
ЩщВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный отрезной резец | 1978 |
|
SU808209A1 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| Способ обработки фасок на седлах клапанов и устройство для его реализации | 1985 |
|
SU1282972A1 |
| Резец для гибких производственных систем | 1991 |
|
SU1813593A1 |
| Сборный резец для тяжелого резания | 1983 |
|
SU1138253A1 |
| Сборный канавочный резец | 1990 |
|
SU1780932A1 |
| МНОГОКРАТНО ПЕРЕТАЧИВАЕМЫЙ РЕЗЕЦ | 2002 |
|
RU2226453C2 |
| Устройство для обработки фасок на седлах клапанов | 1988 |
|
SU1618514A1 |
| СБОРНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2311992C1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |

Изобретение относится к технике обработки материалов резанием, в частности к сборным режущим инструментам. Целью, изобретения является повышение стойкости посредством увеличения прочности крепления вставки. Резец содержит корпус 1, в выточке которого установлена дисковая вставка 4 с режущим элементом 5, закрепляемая пластически деформируемым фиксатором 11. Вставка выполнена упругой с помощью прорези 13, проходящей через центр вставки и заканчивающейся отверстием 14. В выточке выполнен сквозной паз 12 для затекания излишков материала фиксатора 11. При сборке резца вставку вставляют в выточку и заворачивают специальным ключом до совпадения гнезд под фиксатор на корпусе и вставке. Затем устанавливают и деформируют фиксатор 11. 2 з.п. ф-лы, 6 ил. . Ј
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
