Изобретение относится к деревообрабатывающей промышленности и может быть использовано в производстве древесно-волокнистых плит мокрым способом при их увлажнениио
Целью изобретения является улучшение физико-механических показателей плит путем повышения пластифицирующих свойств,
Для экспериментальной проверки способа были отработаны 33 варианта увлажнения древесно-волокнистых плит повышенной толщины, 9 из которых показали оптимальные результаты (см. таблицу).
Изобретение реализовано следующгг i образом,,
На нелицевую поверхность древесноволокнистой ттлиты наносят водный раствор неионогенчого поверхностно-активного веществ, предварительно нагретого до температуры 60+2°Со Концент- рашго водно; о раствора поверхностно- активного ретества изменяет от 0,3 до Используют поверхнбстно-ак- ТИРЛОР вещество марки ОП-100
Зазор между вальцами изменяют от 50 до 60% от толщины плиты, которая имела величину 5 мм, т0ес зазор 2,5- 3 ммо Цикличность нанесения влаги и
Id ю
СЛ
контактную обработку плит вальцами производят от 4 до 16 раз„
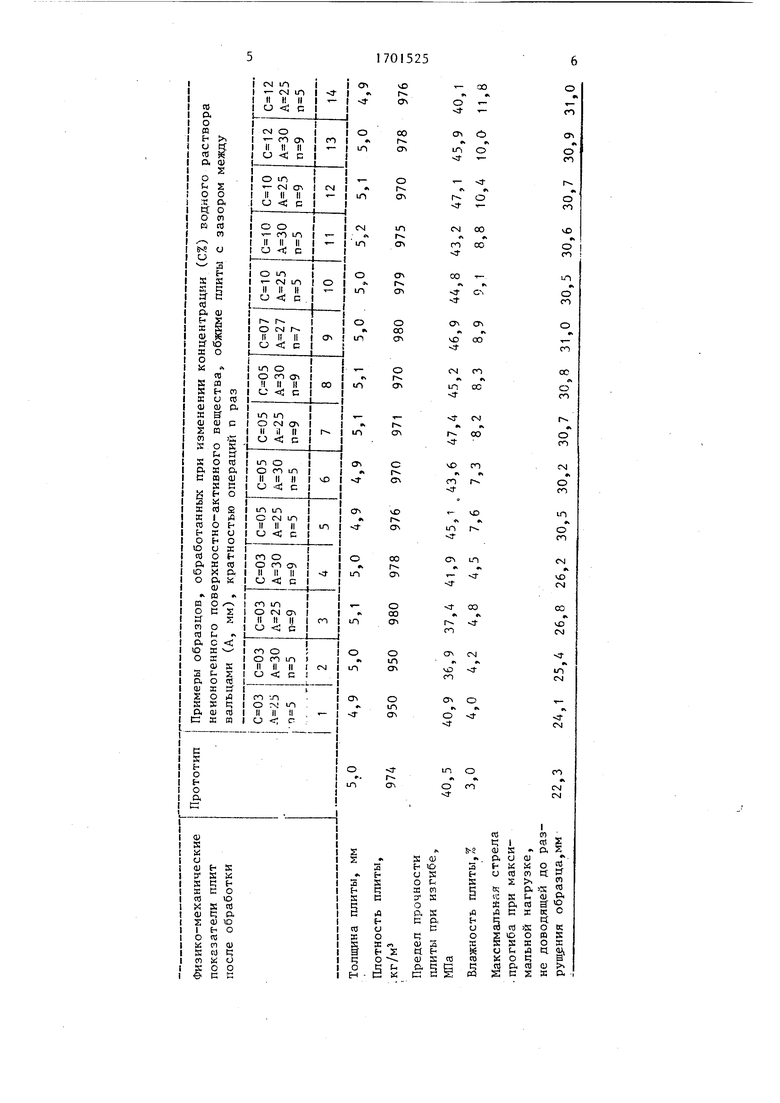
В таблице представлены полученные показатели физико-механических свойств с древесно-волокнистых гагат
Из таблицы следует, что способ обработки древесно-волокнистых плит позволяет получить материал толщиной 5 мм и выше с равновесной влажностью, О что обеспечивает пластичность изделия, оцениваемую максимальной стрелой прогиба при максимальной нагрузке, не доводящей до разрушения образца. При многократных операциях увлажнения 5 плит водным раствором поверхностно- активного вещества концентрацией 0,5- 1,0% и последующего обжима их вальцами с зазором между ними 50-60% от толщины плиты материал получает повы- 20 шенные пластифицирующие свойства с одновременным сохранением прочностных показателей (см-, примеры 5-13)„ Давление активизирует ускоренное проникновение водного раствора в межволоконное пространство древесно-волокнистой плиты„
При запредельных режимах пластифи- 30 кации (примеры 1-4, 14-33) концентрация водного раствора поверхностно- активного вещества ниже 0,5% недостаточна для достижения равновесной влажности древесно-волокнистой плиты по- 35 вышенной толщины, при этом неравномерная по сечению плиты влажность вызывает снижение и уменьшение, прочностных показателей пластичности плиты (примеры 1-4)„ При повышении концент- 40 рации поверхностно-активного вещества происходит переувлажнение плит, что ведет к снижению прочности при из- ,гибе, незначительно увеличивается пластичность древесно-волокнистой 45 плиты (примеры 14-17)с
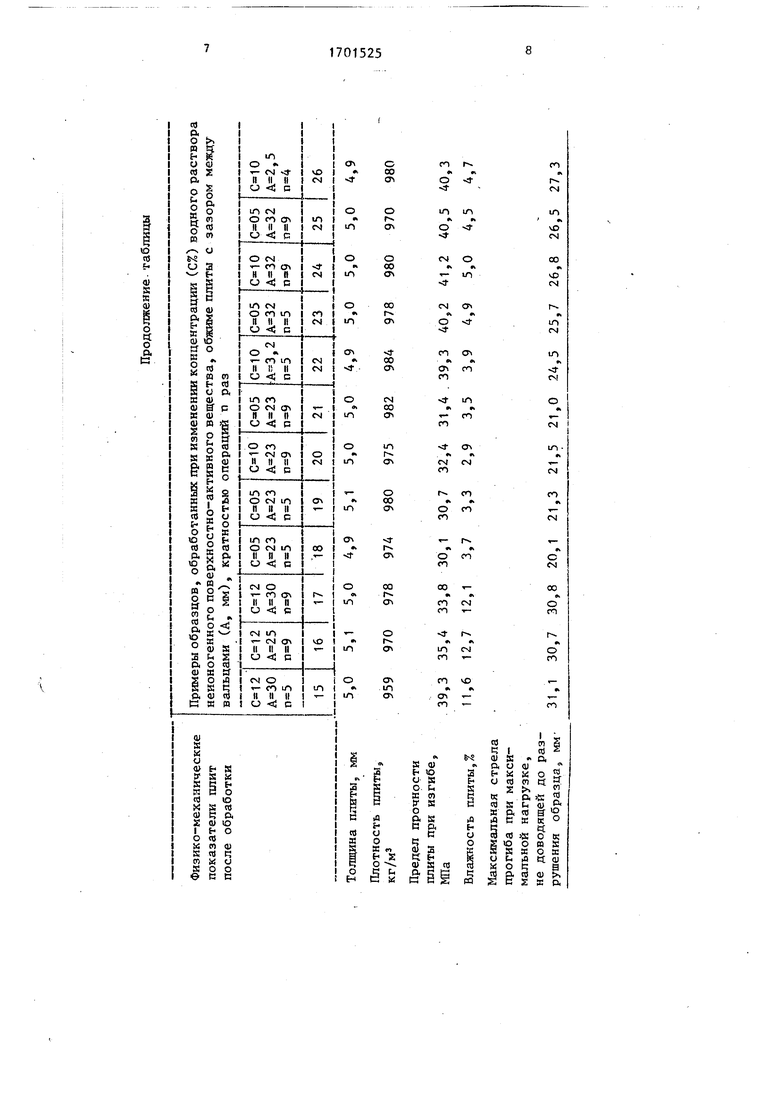
Снижение зазора между вальцами вызывает нарушение структуры плиты, а также способствует удалению воды из последней, что отрицательно сказывается как на пластических, так и на прочностных свойствах плиты (примеры 18-21), увеличение же зазора между вальцами не дает возможности создать разряжение в плите с целью всасывания влаги, что приводит к снижению пластических свойств плиты (примеры 22- 25).
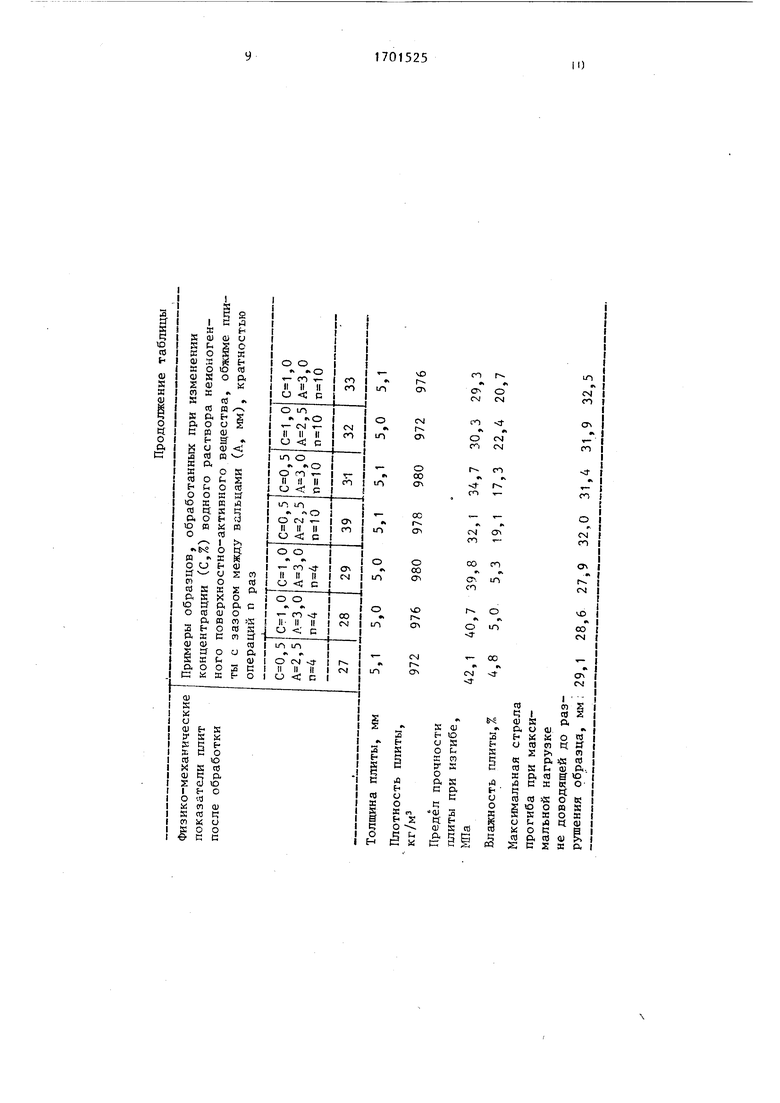
При кратности увлажнения и обжима плиты 5 раз не достигается требуемый уровень влажности плиты и, как следствие, происходит пониженная пластификация ее (примеры 26-29), при повышении же кратности операций выше 9 раз происходит переувлажнение плиты и снижение ее прочности (примеры 30- 33).
Использование изобретения позволит повысить пластичность древесно-волок- нистой плиты повышенной толщины, при этом сохраняя ее физико-механические показателио
Формула изобретения
Способ обработки древесно-волокнистых плит, включающий подачу плиты в увлажнительную машину, увлажнение нелицевой поверхности плиты и обжим вальцами, отличающийся тем, что, с целью улучшения физико- механических показателей плит путем повышения пластифицирующих свойств, увлажнение осуществляют путем обработки плиты 0,5-1,0%-ным водным раствором неионогенного поверхностно-ак - тивного вещества, а обжим производят вальцами с зазором между ними, равным 50-60% толщины плиты, при этом увлажнение и обжим плиты осуществляют циклично с кратностью 5-9 раз„
Максимальная стрела .прогиба при максимальной нагрузке, не доводящей до разрушения образца,мм
22,3 24,1 25,4 26,8 26,2 30,5 30,2 30,7 30,8 31,0 30,5 30,6 30,7 30,9 31,0
Толщина плиты, мм
Плотность плиты, кг/м3
Предел прочности плиты при изгибе,
МПа
Влажность плиты,%
Максимальная стрела прогиба при максимальной нагрузке, не доводящей до разрушения образца, мм
5,05,15,04,95,15,05,04,95,05,05,04,9
959970978974980975982984978980970980
39,335,433,830,130,732,431,439,340,241,240,540,3
11,612,712,13,73,32,93,53,94,95,04,54,7
-j
о
U1 NJ (Л
31,1 30,7 30,8 20,1 21,3 21,5 21,0 24,5 25,7 26,8 26,5 27,3
Физико-механические показатели плит после обработки
Примеры образцов, обработанных при изменении концентрации (С,%) водного раствора неионоген- ного поверхностно-активного вещества, обжиме плиты с зазором между вальцами (А, мм), кратностью операций п раз
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИОСТОЙКОЙ ДРЕВЕСНОВОЛОКНИСТОЙ ПЛИТЫ | 1991 |
|
RU2033489C1 |
| Способ обработки древесно-волокнистых плит | 1988 |
|
SU1563985A1 |
| Способ изготовления облицованных древесностружечных плит | 1991 |
|
SU1819215A3 |
| Способ изготовления мягких древесноволокнистых плит для изделий фасонного профиля | 1990 |
|
SU1756446A1 |
| Способ изготовления древесноволокнистых плит | 1986 |
|
SU1472546A1 |
| ПРЕСС-КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ С ПОВЫШЕННЫМИ ЭКСПЛУАТАЦИОННЫМИ ПОКАЗАТЕЛЯМИ | 2004 |
|
RU2277554C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 2013 |
|
RU2541323C1 |
| Способ получения древесноволокнистых плит | 1980 |
|
SU943367A1 |
| ВОЛОКНИСТАЯ ПЛИТА, ОБЛАДАЮЩАЯ СПОСОБНОСТЬЮ К ПОГЛОЩЕНИЮ И РАЗЛОЖЕНИЮ АЛЬДЕГИДОВ | 2007 |
|
RU2365497C2 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ПЕНОПОЛИСТИРОЛБЕТОНА | 2022 |
|
RU2789473C1 |
Изобретение относится к деревообрабатывающей промышленности и может быть использовано в производстве древесно-волокнистых плит мокрым способом гри юс увлажнении Цечь изобретения - улучлениз физико-механических показателей плит путем повышения пластифицирующих свойств„ Для этого на нелицевую поверхность древесноволокнистой плиты наносят водный раствор неио- ногечного поверхностно-активного вещества (ПАВ), нагретого до 60 Cf Концентрацию водного пч твора ЛАВ берут 0,5-1,0%, Испог -уют ПАВ марки ОП-10 по ГОСТ 8433-81 о Зазор между вальцами устанавливают от 50 до 60% от толщины плиты,, Цикличность нанесения влаги и контактную обработку плит вальцами производят от 5 до 9 раз. Получают плиту толщиной 5 мм и выше с разновес- Q ной влажностью Концентрация водного раствора ПАВ ниже 0,5% недостаточна для достижения равновесной влажности плиты повышенной толщины При повышении концентрации ПАВ выше 1,0% происходит переувлажнение плит, 1 табл. (Л
Толщина плиты, мм
Плотность плиты, кг/м3
Предел прочности штаты при изгибе, МПа
Влажность плиты,%
Максимальная стрела прогиба при максимальной нагрузке не доводящей до разрушения образца, мм 29,1 28,6 27,9 32,0 31,4 31,9 32,5
5,15,05,05,15,15,05,1
972976980978980972976
42,140,739,832,134,730,329,3
4,85,05,319,117,322,420,7
-J о
U1 КЗ U1
| СПОСОБ УВЛАЖНЕНИЯ ПЛИТ, ИЗГОТОВЛЕННЬ1Х ИЗ ДРЕВЕСНОВОЛОКНИСТОГО ИЛИ ПОДОБНОГО МАТЕРИАЛА | 0 |
|
SU182609A1 |
| Дроздов И0Я„, Кунин В0М0 Производство древесно-волокнистых плит„ М0: Высшая школа, 1975, с | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
