Изобретение относится к деревообрабатывающей промышленности и может быть использовано в производстве твердых древесноволокнистых плит мокрым способом.
Известен способ производства древесно-волокнистых плит путем обработки древесного волокна антисептиком при формировании ковра на отливной машине. Антисептик вводят непосредственно на сформированный ковер через верхнюю поверхность в зоне отсасывающей части отливной машины и через нижнюю перед последним отжимом при относительной влажности 60-70% [1]
Недостаток этого способа значительные потери антисептика, уходящего со сточными водами, как в процессе формирования плиты на отливной машине, так и в момент первой фазы горячего прессования (отжим). При удельном давлении 55 кг/см2 и температуре прессования 200оС за 50-60 с происходит отжим основного количества воды из древесно-волокнистого ковра в процессе. При этом загрязняются сточные воды предприятия веществами трудно поддающимися очистке и имеющих высокую токсичность. При больших потерях антисептика в сточные воды, его остается в древесноволокнистой плите недостаточно, чтобы обеспечить ее биостойкость.
Известен способ изготовления биостойких древесноволокнистых твердых плит толщиной 3,2 мм мокрого способа производства путем пропитки нелицевой поверхности древесно-волокнистого материала раствором антисептика, состоящего из смеси водного раствора кремнефтористого аммония с концентрацией 20-35% и водного раствора поверхностно-активного вещества на основе моноалкилфенилового эфира полиэтиленгликоля с концентрацией 0,75-1,25% при их соотношении 1:1. Пропитку нелицевой поверхности материала осуществляют после сушки плиты при температуре раствора антисептика 60-80оС с цикличностью 3-7 раз с одновременной подпрессовкой в каждом цикле [2]
Недостаток этого способа невозможность его использования при изготовлении биостойких твердых древесноволокнистых плит, мокрого способа производства толщиной более 3 мм.
В случае изготовления биостойких твердых древесно-волокнистых плит толщиной 6-8 мм, являющихся основным строительным материалом в стандартном деревянном домостроении, указанный способ обеспечивает глубину пропитки антисептирующим раствором не более 30% от толщины плиты. Такая глубина пропитки материала не обеспечивает требуемой биостойкости, кроме того, она вызывает коробление материала, что ведет к потере прочностных свойств плиты.
Цель изобретения повышение глубины пропитки при одновременном повышении физико-механических свойств плиты.
Поставленная цель достигается тем, что в известном способе производства биостойких древесно-волокнистых плит, заключающемся в формировании плиты, высушивании ее с последующей циклической пропиткой нелицевой поверхности плиты смесью 20-40%-ного водного раствора кремнефтористого аммония и 1,0-1,5% -ного водного раствора моноалкилфенилового эфира полиэтиленгликоля при их соотношении в смеси 1:1, нагретой до температуры 60-80оС с одновременной подпрессовкой в каждом цикле, согласно изобретению. После каждого цикла пропитки дополнительно осуществляют термообработку плиты при температуре 90-120оС с одновременной подпрессовкой. Необходимую продолжительность процесса пропитывания и термообработки плиты обеспечивается неоднократностью предлагаемой операции.
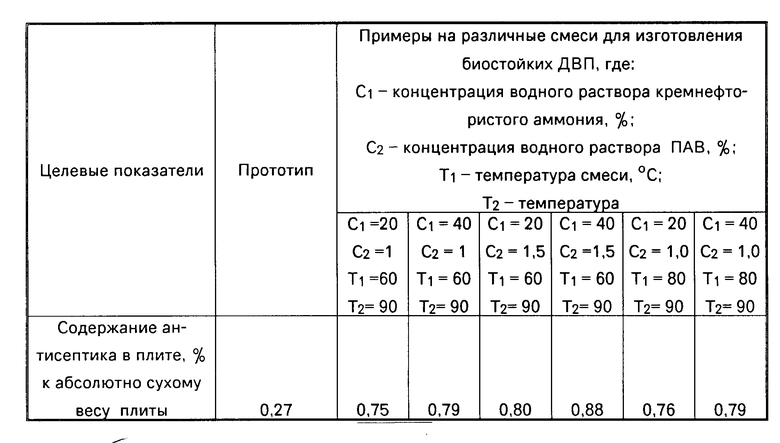
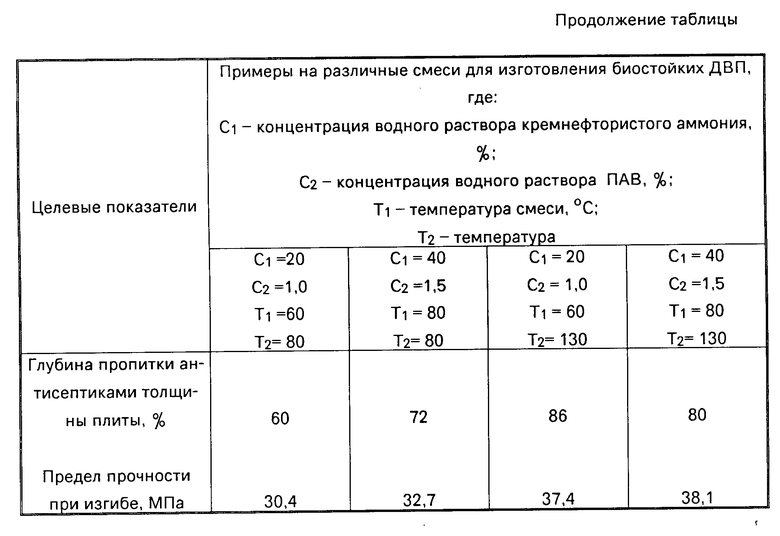
Изобретение иллюстрируется следующими примерами (см. таблицу).
П р и м е р 1. Изготовили твердую древесно-волокнистую плиту толщиной 6 мм мокрым способом производства на технологической линии "Земак". На нелицевую поверхность готовой плиты наносят предварительно нагретый до температуры 60оС раствор антисептика, состоящий из смеси водного раствора кремнефтористого аммония с концентрацией 20% и водного раствора поверхностно-активного вещества на основе моноалкилфенилового эфира полиэтиленгликоля типа ОП-10 по ГОСТ 8433-81 с концентрацией 1,0% при объемном соотношении компонентов смеси 1:1.
Нанесение антисептирующего раствора осуществляют посредством обрезиненных вальцов с одновременной подпрессовкой. Затем плиту подвергают термообработке с одновременной подпрессовкой. Термообработку осуществляют парой обогреваемых вальцов с температурой 90оС. Вышеприведенную последовательность операций повторяют 3 раза.
Затем древесноволокнистую плиту кондиционируют и определяют содержание кремнефтористого аммония согласно ТУ 13-0273643-15-90 и показатели физико-механических свойств в соответствии с ГОСТ 19592-80, глубину пропитки антисептиком толщины плиты определяют по методике испытания.
П р и м е р ы 2-17 даны в диапазоне допустимых значений технологических параметров заявляемого способа и изготовлены аналогично примеру 1.
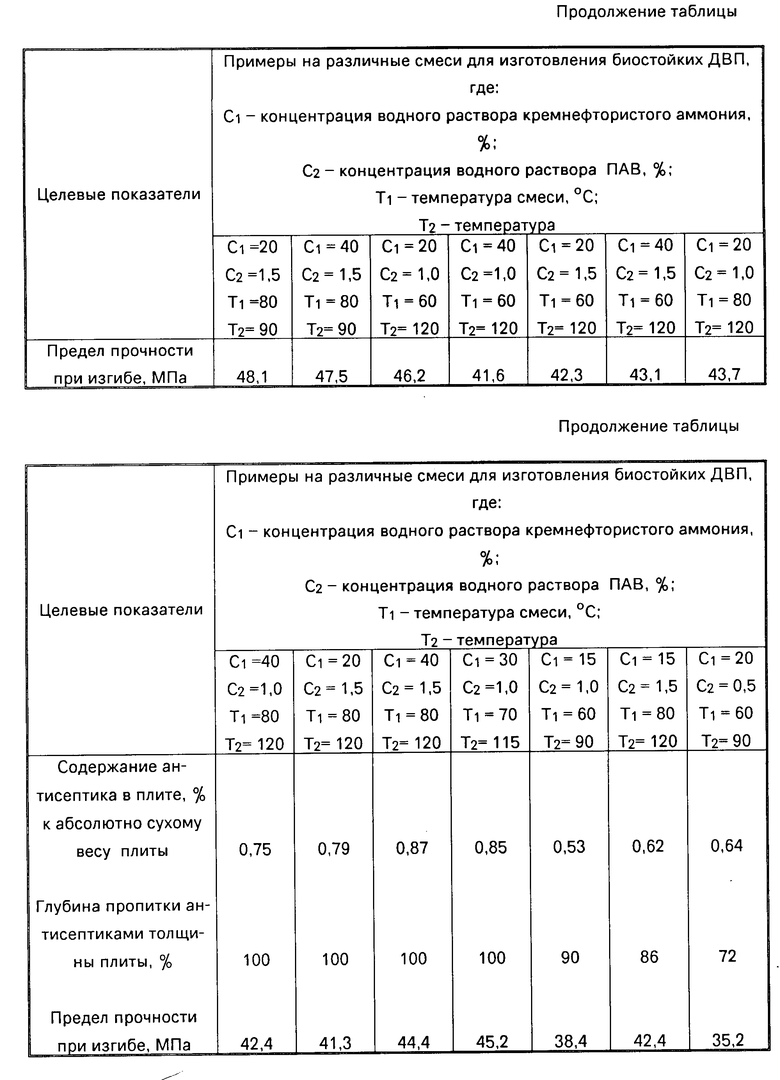
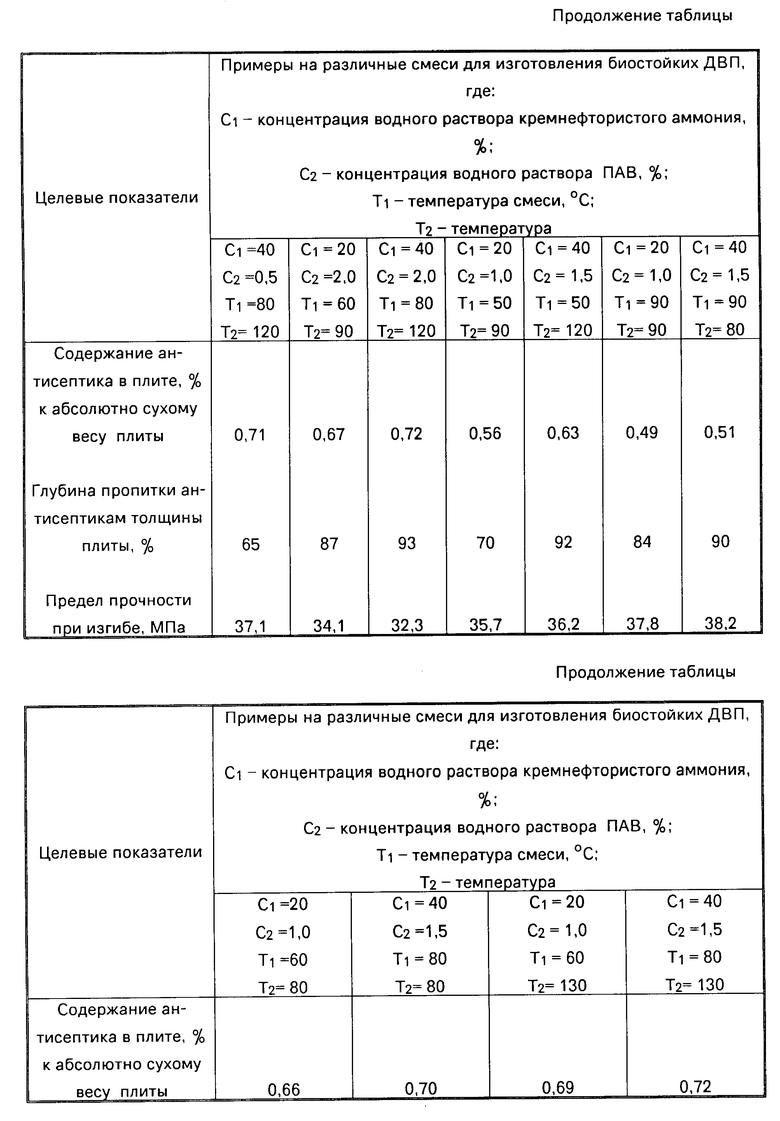
П р и м е р ы 18-31. Аналогично примеру 1 осуществляют изготовление плит в диапазоне запредельных значений концентрацией водных растворов компонентов антисептирующей смеси (18-23), температуры антисептирующего состава (24-27), температуры термообработки (28-31).
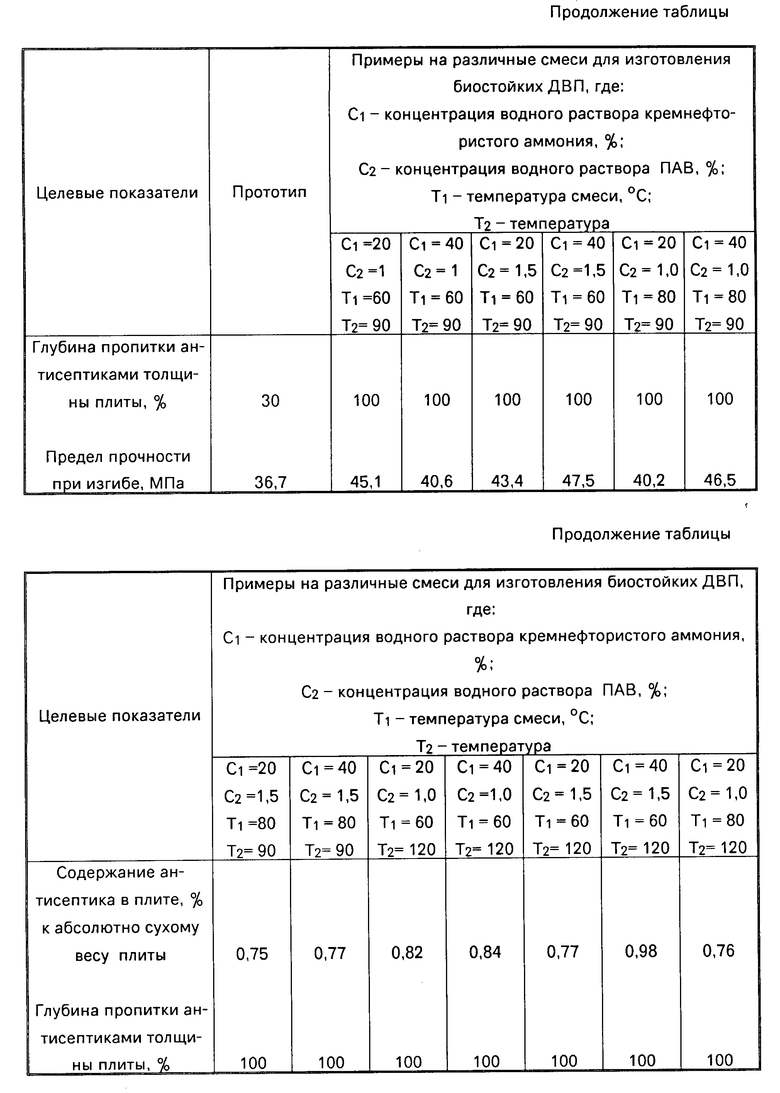
Из таблицы следует, что способ изготовления биостойких древесноволокнистых плит в примерах 1-17 позволяет обеспечить содержание кремнефтористого аммония в плите не менее 0,75% от веса абс. сух.плиты, что дает необходимый уровень биостойкости. Глубина пропитки толщины плиты 100% что обеспечивает высокие прочностные показатели плиты.
Примеры 18, 19 показывают, что снижение концентрации раствора кремнефтористого аммония ниже заявляемого уровня не обеспечивает необходимого содержания антисептика в плите и 100%-ной глубины пропитки, что снижает показатели прочности.
Использовать концентрацию раствора кремнефтористого аммония выше 40% нельзя ввиду того, что эта концентрация является порогом растворимости кремнефтористого аммония.
В примерах 20, 21 взята недостаточная концентрация ПАВ, вследствие чего наблюдается низкая смачиваемость плиты антисептирующим составом, что уменьшает содержание антисептика в плите и резко снижает глубину пропитки.
В примерах 22, 23 взята избыточная концентрация раствора ПАВ, что вызывает излишнее скольжение антисептирующего состава по древесно-волокнистой плите в момент подпрессовки плиты, а значит, снижает количество антисептика в плите и одновременно снижает прочностные показатели плиты.
Примеры 24, 25 показывают уменьшение содержания кремнефтористого аммония в плите, ввиду недостаточной температуры раствора для активации молекул антисептика при его проникновении в плиту.
Примеры 26, 27 осуществлены при температуре раствора 90оС, что вызывает повышенное испарение антисептика в воздух и, как следствие, недостаток его в плите, снижение прочностных показателей.
Примеры 28, 29 осуществлены при пониженной температуре термообработки 80оС, что недостаточно интенсифицирует процесс пропитки плиты и тем самым не обеспечивает глубины пропитки. Недостаточная термообработка не пластифицирует обрабатываемый материал от падения прочности в плите.
Примеры 30, 31 осуществлены при избыточной температуре термообработки, что вызывает превалирование процесса испарения жидкости над процессом ее проникновения в плиту, а это вызывает нехватку антисептика в плите и отрицательно сказывается на прочностных показателях плиты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства древесно-волокнистых плит с облагороженной поверхностью | 1991 |
|
SU1831541A3 |
| Линия производства древесностружечных плит | 1990 |
|
SU1838095A3 |
| Способ изготовления облицованных древесностружечных плит | 1991 |
|
SU1819215A3 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОПИТОЧНОГО СОСТАВА | 1990 |
|
RU2005730C1 |
| Устройство для измельчения древесных частиц | 1991 |
|
SU1794015A3 |
| Способ изготовления древесноволокнистых плит | 1981 |
|
SU973396A1 |
| Способ изготовления материала,типа плит,из древесного волокна | 1973 |
|
SU490683A1 |
| Устройство для изготовления древесных частиц | 1990 |
|
SU1794014A3 |
| Способ обработки древесно-волокнистых плит | 1990 |
|
SU1701525A1 |
| Способ получения огнезащищенных древесноволокнистых плит | 1978 |
|
SU704817A1 |
Использование: в производстве твердых древесно-волокнистых плит мокрым способом. Сущность изобретения: формируют плиту мокрым способом. Сушат. Нелицевую сторону высушенной плиты промывают антисептирующим раствором, нагретым до температуры 60-80°С с одновременной подпрессовкой. Затем плиту дополнительно подпрессовывают с одновременной термообработкой при температуре 90-120°С кратностью операций 3-7. В качестве антисептирующего состава используют смесь водных растворов кремнефтористого аммония и поверхностно-активного вещества при их соотношении 1:1. 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ БИОСТОЙКОЙ ДРЕВЕСНОВОЛОКНИСТОЙ ПЛИТЫ, включающий формирование плиты, сушку и последующую циклическую пропитку нелицевой поверхности плиты смесью 20 40%-ного водного раствора кремнефтористого аммония и 1,0 1,5%-ного водного раствора моноалкилфенилового эфира полиэтиленгликоля при их соотношении 1 1 в смеси, нагретой до 60 - 80oС, с одновременной подпрессовкой в каждом цикле, отличающийся тем, что, с целью повышения глубины пропитки при одновременом повышении физико-механических свойств плиты, после каждого цикла пропитки дополнительно осуществляют термообработку плиты при 90 120oС с одновременной подпрессовкой.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР N 1755597, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
