Изобретение относится к керамическому производству и предлагает технологию изготовления крупногабаритных и длинномерных изделий из кварцевой керамики, эксплуатирующихся в металлургической (сопла, фильеры для получения ленты аморфных сплавов) и стекольной (валы в установках закалки стекла) промышленно- стях.
Цель изобретения - увеличение габаритов и прочности изделий за счет повышения однородности зернового состава по всему объему.
Предлагаемый способ изготовления крупногабаритных изделий из кварцевой
керамики путем применения пленных, низковлажных, седиментационно-устончивых шликеров был опробован для изготовления сопел и фильер, применяемых при получении металлической ленты из аморфных сплавов и керамических валов, предназначенных для комплектации агрегатов закалки полированного стекла.
Приготовление шликера проводилось в опытно-промышленной мельнице повышенной мощности объемом 500л, футерованной непрозрачным кварцевым стеклом В качестве мелющих тел применяли уратолитовые шары Исходным сырьем служили отходы (бой) прозрачного кварцевого стекла СаранО
гааА
ского производственного объединения Светотехника.
I стадия помола.
В мельницу загружали 100 кг боя кварцевого стекла, просеянного через сито с размером ячейки 4,5 мм, 25 л дистиллированной воды, 180 кг шаров. Длительность помола 21 ч, Параметры шликера:
Влажность, %20,2
Тонина помола
(остаток на сите
№ 0063), %0,06
Плотность, г/см31,71
рН4,2
I стадия помола.
В мельницу с первым шликером загрузили 125 кг крупки кварцевого стекла, просеянного через сито с размером ячейки 2,0 мм. Длительность помола 24 ч.
Параметры шликера:
Влажность, %10,1
Тонина помола, %8,9
Плотность, г/см1,85
111 стадия помола.
В полученный шликер ввели 45 кг отсеянного порошка кварцевого стекла с размером зерен 0,125- 0,45 мм, Продолжали помол 3 ч до достижения следующих параметров шликера:
Влажность, %8,4%
Тонина помола, %25,6
Плотность, г/см31,93
Этот шликер заливали в гипсовые формы для набора отливки вала диаметром 80 мм, длиною 2600 мм, Набор черепка продолжался 22ч. Гипсовые формы валов заливали в вертикальном положении. За время набора черепка по высоте в 2,6 м расслоения шликера не происходило, что свидетельствует о его высокой седиментационной устойчивости. Полученные отливки после разборки формы сушили на воздухе в течение 7 сут, а затем обжигали в печи с карбидкремниевыми нагревателями при 1220°С в течение 1 ч. Прочность, плотность, пористость и микроструктура образцов, вырезанных по высоте частей вала, в пределах точности определения былы одинаковой.
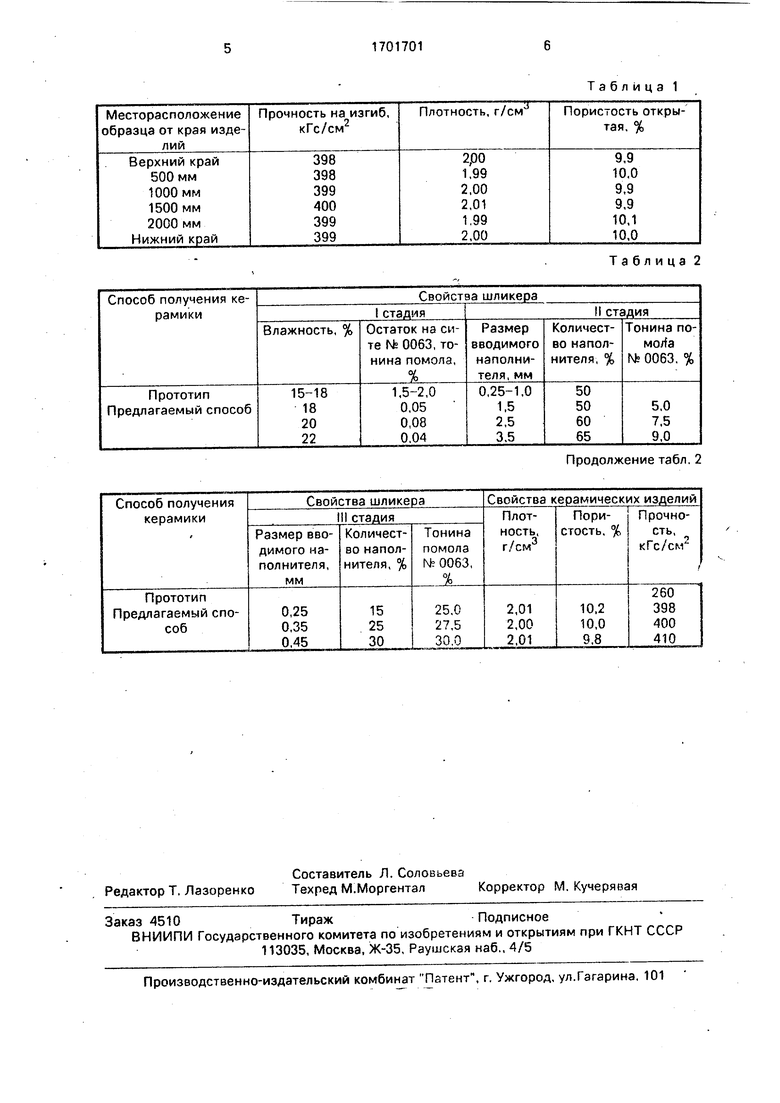
В табл,1 приведены свойства керамических образцов, вырезанных из разных частей вала.
В табл.2 приведены сравнительные ста- тистические данные для свойств аналогичных изделий из кварцевой керамики, полученных по предлагаемому и известному способам.
Предлагаемый способ позволяет пол- учить наиболее плотные и прочные изделия с низкой открытой пористостью, не уступающие по свойствам лучшим зарубежным аналогам.
Формула изобретения
Способ получения изделий из кварцевой керамики, включающий приготовление суспензии путем мокрого помола кварцевого стекла с последующим введением в нее зернистого кварцевого наполнителя, литьем в гипсовые формы, сушку и спекание, о т- л ичающийся тем, что, с целью увеличения габаритов и прочности изделий за счет повышения однородности зернового состапа по всему объему, первоначально помол кварцевого стекла производят до остатка на сите № 0063 менее 0,1% при влажности шликера 18-22%, а зернистый наполнитель в полученную суспензию вводят в два этапа,
при этом сначала вводят наполнитель с размером зерна 1,5-3,5 мм в количестве 50- 65% от масы первоначального шликера, затем производят помол до остатка на сите № 0063 5-9%, после чего в него вводят зернистый наполнитель с размером зерна 0,25- 0,45 мм в количестве 15-30% от массы шликера второго этапа и производят помол до остатка на сите № 0063 25-30%.
Таблица 1

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПЛОТНОГО ВОДНОГО ШЛИКЕРА НА ОСНОВЕ КВАРЦЕВОГО СТЕКЛА | 2012 |
|
RU2513072C1 |
| Способ получения кварцевой керамики | 1986 |
|
SU1668338A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КВАРЦЕВОЙ КЕРАМИКИ | 2011 |
|
RU2466965C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КВАРЦЕВОЙ КЕРАМИКИ | 2002 |
|
RU2215711C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ СПЕЧЕННОГО СТЕКЛОКРИСТАЛЛИЧЕСКОГО МАТЕРИАЛА ЛИТИЙАЛЮМОСИЛИКАТНОГО СОСТАВА | 1999 |
|
RU2170715C2 |
| Способ формования крупногабаритных изделий из кварцевой керамики | 1990 |
|
SU1782970A1 |
| Способ изготовления футеровки шаровых мельниц для получения водного шликера кварцевого стекла | 2022 |
|
RU2798973C1 |
| Способ изготовления футеровки шаровых мельниц для получения водного шликера кварцевого стекла | 2017 |
|
RU2650308C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КВАРЦЕВОЙ КЕРАМИКИ | 2008 |
|
RU2385850C1 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ НА ОСНОВЕ ВОЛЛАСТОНИТА | 2007 |
|
RU2358951C1 |
Изобретение относится к способам изготовления изделий из кварцевой керамики, используемых в металлургии и стекольной промышенности Цель изобретения -увеличение габаритов и прочности изделий за счет повышения однородности зернового состава по всему объему. Способ получения изделий из кварцевой керамики включает первоначальный помол кварцевого стекла до остатка на сите N 0063 менее 0,1% при влажности шликера 18-22%, двухэтапное введение в полученную суспензию зернистого кварцевого наполнителя, Сначала вводят наполнитель с размерами зерна 1,5-3 5 мм в количестве 50-65% от массы первоначального шликера и проводят помол до остатка на сите № 0063 5-9%, затем в него вводят зернистый наполнитель с размером зерна 0,25-0,45 мм в количестве 15- 30% от массы шликера 2-го этапа и производят помол до остатка на сите № 0063 25-30% Прочность изделий на изгиб 398- 400 кГс/см2, плотность 1,99-2,00 г/см2, открытая пористость 9.9-10,1%. 2 табл
Таблица 2
Продолжение табл. 2
| Способ получения керамики | 1976 |
|
SU563402A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Авторское свидетельство СССР Ns 1145642,кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Будников П.П., Ливийский Ю.Е | |||
| Новая керамика | |||
| М.: Стройиздат, 1968 | |||
| с | |||
| Приспособление для градации давления в воздухопроводе воздушных тормозов | 1921 |
|
SU193A1 |
