Изобретение относится к металлообработке и может быть использовано в машиностроении при обработке тел вращения.
Целью изобретения является расширение технологических возможностей за счет совмещения отделочно-упрочняющей обработки.
Указанная цель достигается тем, что инструменту задают тангенциальное колебательное движение вдоль вектора скорости резания, а процесс обработки осуществляют за счет кинетической энергии, сообщаемой заготовке с помощью инструмента, который периодически с частотой тангенциальных колебаний прижимают к заготовке в процессе его движения в направлении, совпадающем с движением резания заготовки.
Величину силы прижатия инструмента к заготовке назначают в зависимости от главной составляющей силы резания по соотношению
Р - Р,. г ц rz
где PZ - главная составляющая силы резания;
/г- коэффициент трения материала режущей части инструмента о материал заготовки,
В процессе приложения дополнительной силы инструмент разворачивают в сторону уменьшения его заднего угла.
Частоту и амплитуду колебательного движения назначают в зависимости от силы резания и массы заготовки по соотношению
XI
О
со
ND
ел
00
A.f2 1,5m
где А и f - соответственно амплитуда и частота колебательного движения инструмента;
m - масса заготовки.
Разворот Инструмента осуществляют, во-первых, с целью снижения нагрузки, вызванной действием дополнительной силы, на вершину резца и исключения его поломки. Во-вторых, разворот используют для снижения шероховатости обработанной поверхности и реализации условий поверхностного пластического деформирования заготовки. Максимальная величина угла разворота соответствует значению заднего угла. В зависимости от прочности инструмента и требований к шероховатости изделия на практике могут быть использованы любые значения угла разворота инструмента в диапазоне от нуля до максимального значения.
Разворот резца может осуществляться вокруг его главной или вспомогательной режущей кромки. В первом случае в сторону уменьшения главного, а во-втором - вспомогательного заднего угла.
Упрощение реализации известного способа вибрационного резания обеспечивается за счет того, что исключается необходимость вращения заготовки с помощью специального привода. Колебания резца используются не только в традиционном направлении для повышения качества обработки и стойкости инструмента, но и для сообщения заготовке движения резания. Предлагаемый способ позволяет исключить необходимость в предварительной обработке тех поверхностей заготовки, которые используются при закреплении в зажимном приспособлении для восприятия сил резания и передачи крутящего момента заготовке. Потребуется лишь обработка базовых (ориентирующих) поверхностей. Это ведет к уменьшению числа установов (перестановок) заготовки, позволяет сократить вспомогательное время и повысить точность обработки. Исключаются искажения формы изделия, вызванные деформацией заготовки силами зажима в приспособлении и передачей крутящего момента и от зоны закрепления до зоны резания.
Расширение технологических возможностей проявляется тахже в том, что при периодическом поджиме инструмента по его задней поверхности к заготовке реализуется процесс поверхностного пластического деформирования (подобно ударной чеканке), который позволяет обеспечить снижение шероховатости и упрочнение обрабатываемой поверхности. Таким образом процесс резания совмещается с отделочноупрочняющей обработкой и исключается необходимость в проведении дополнительной финишной операции обработки. При определенном соотношении частоты и амплитуды колебаний инструмента способ обеспечивает также дробление стружки,
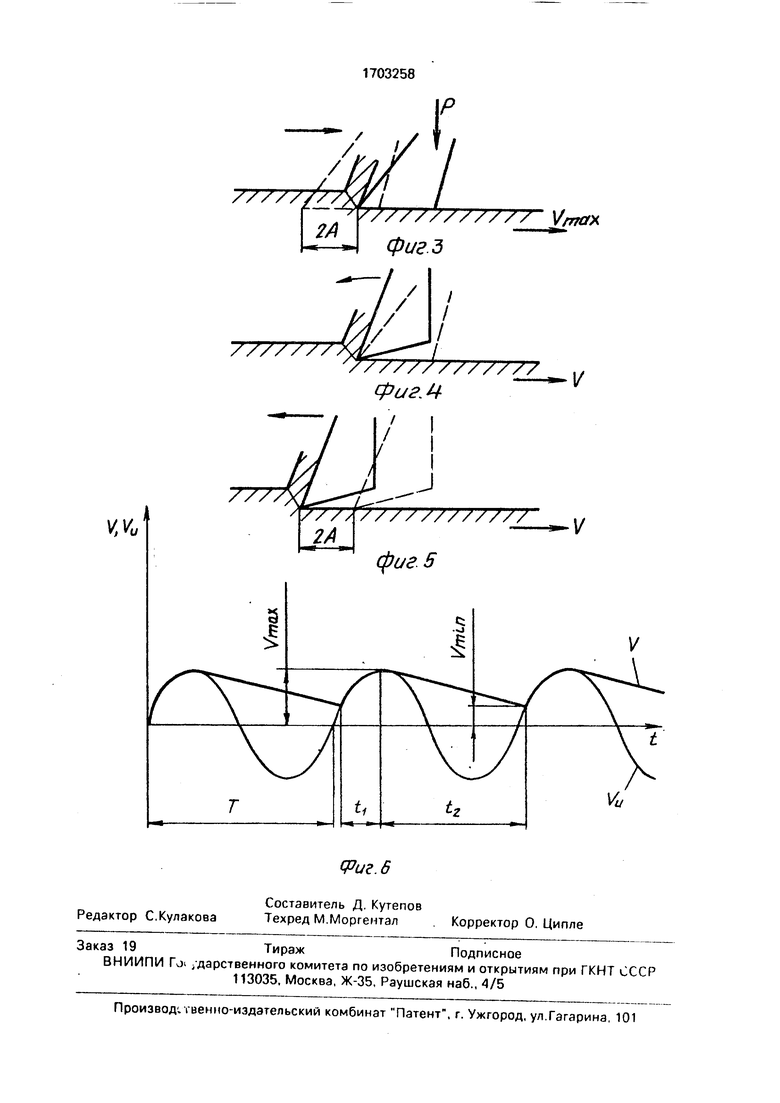
На фиг. 1-5 представлены схемы реализации способа: на фиг. 6 - графики изменения скорости вершины резца относительно
заготовки.
В процессе осуществления способа резец 1 и заготовка 2 занимают ряд последовательных положений (фиг.1). В условно принятом исходном положении резец 1 размещен так, что его задняя поверхность образует угола с обработанной поверхностью. Затем резец 1 разворачивают относительно вершины на угол ее. в сторону уменьшения этого угла до значения
а 0. При этом задняя поверхность резца соприкасается с обработанной поверхностью (фиг.2). Одновременно с разворотом резца к нему прикладывают дополнительную силу Р, действующую по нормали к обработанной поверхности. Между резцом и заготовкой возникает дополнительная сила трения. При этом резец перемещают в направлении, совпадающем с движением резания заготовки. Вместе с резцом в
направлении вектора скорости резания V под действием силы трения перемещается заготовка, запасая кинетическую энергию (фиг.З). Резец 1 разворачивает относительно вершины в сторону увеличения заднего
угла до его исходного значения а (фиг.4). В этот момент дополнительную силу Р уменьшают до нуля. Затем резец 1 перемещают в исходное положение (фиг.5). При этом заготовка движется навстречу резцу под действием запасенной кинетической энергии и осуществляется процесс резания. Далее цикл повторяется.
При гармонических колебаниях скорость вершины резца Vu изменяется по закону
синуса с периодом , где f - частота колебаний (фиг.6). При движении вершины резца в направлении резания скорость заготовки V совпадает со скоростью инструмента Vn в период времени ti. В этот момент происходит накопление кинетической энергии заготовки. В период времени та запасен- ная кинетическая энергия заготовки расходуется на преодоление силы резания PZ. При этом скорость заготовки V уменьшается практически по линейному закону до
значения УМин. Как показали аналитические исследования, минимальная скорость движения заготовки Умин приближается к VMBKC 2tt A f с увеличением частоты f и
амплитуды А колебаний инструмента. Соот- ветвенно к /Макс приближается и средняя скорость движения заготовки.
П р и м е р. По предлагаемому способу производили обработку цилиндрической заготовки из стали 45 массой m 2 кг. Резец с пластиной из Т15К6 имел следующие параметры: передний угол у - 5°, главный задний угол а 8°, главный угол в плане р - 90°, вспомогательный угол в плане 0°, вспомогательный задний угол . Режи- мы обработки: глубина резания t 0,2 мм, продольная подача S 0,1 мм/об. Расчетное значение силы резания Pz 58 Н. Режи- мы колебательного движения резца устанавливались на основе представленной выше зависимости: частота колебаний вершины резца f 1000 Гц, амплитуда 0,16 мм. Максимальная скорость колебательного движения резца Умзкс 2 jr-A-f 1 м/с. Резцу сообщали также крутильные колебания вокруг вспомогательной режущей кромки (в плоскости, перпендикулярной оси вращения заготовки). Двойная амплитуда крутильных колебаний соответствовала величине вспомогательного заднего угла - 3°. В про- цессе обработки к резцу прикладывали
пульсирующую силу Р.. г.
2л
- /г х
Pz
0,2
х 58 1820 Н, которую за полупериод колебаний резца плавно увеличивали от нуля до максимального значения, а затем плавно уменьшали. Измерения показали, что средняя скорость резания приближалась к максимальной скорости колебательного движения резца и соответствовала Vcp 0,9 м/с. Частота вращения заготовки соответствовала 344 об/мин. Шероховатость обработанной поверхности соответствовала R 0,3 мкм. Поверхностный слой получил упрочнение на 45%.увеличения микротвердости.
Формула изобретения
1. Способ обработки резанием, согласно которому заготовке сообщают вращение, а резцу - движение подачи, а также тангенциальное колебательное движение вдоль главного движения резания, отличающийся тем, что, с целью расширения технологических возможностей за счет совмещения отделочной и упрочняющей обработки, к инструменту прикладывают силу, действующую в полупериоды колебательного движения резца во время совпадения его с направлением главного движения резания.
2. Способ поп.1,отличающийся тем, что величину силы поджима резца к заготовке назначают в зависимости от главной составляющей силы резания из соотношения
Р 2л//.Р2 ,
где Pz - главная составляющая силы резания;
fi - коэффициент трения.
3. Способ по п. 1,отличающийся тем, что одновременно с приложением силы резец разворачивают в сторону уменьшения заднего угла.
4. Способ по п.1,отличающийся тем, что частоту и амплитуду колебательного движения резца назначают в зависимости от главной составляющей силы резания и массы заготовки из соотношения
A-f2 1.5 Рг/m.
где А - амплитуда колебательного движения резца;
m - масса заготовки;
f - частота колебательного движения.


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| Устройство для токарной обработки | 2020 |
|
RU2750226C1 |
| СПОСОБ РАСТАЧИВАНИЯ ОТВЕРСТИЙ В ИЗДЕЛИЯХ ИЗ КОРРОЗИОННОСТОЙКИХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2787289C1 |
| Способ обработки металлов с пропусканием через зону резания импульсов электрического тока | 2018 |
|
RU2677565C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО РЕЗАНИЯ | 2001 |
|
RU2212309C2 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2296035C2 |
| Токарный демпфирующий резец | 1989 |
|
SU1726147A1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2007 |
|
RU2356700C1 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| Проходной резец | 2022 |
|
RU2799578C1 |
Изобретение относится к металлообработке и может быть использовано в машиностроении при обработке тел вращения. Целью изобретения является расширение технологических возможностей за счет совмещения отделочно-упрочняющей обработки. Для этого к резцу прикладывают силу, прижимающую ее к заготовке, действующую в полупериоды колебательного движения резца в моменты совпадения ее с направлением главного движения резания, причем величину поджимающей силы назначают в зависимости от главной составляющей силы резания из соотношения Р 2 л/ц Рг,где// - коэффициент трения; PZ - главная составляющая силы резания, а частоту и амплитуду колебательного движения резца назначают из соотношения Af2 1-5 Pz/m, где А и f - соответственно амплитуда и частота колебательного движения резца; m - масса заготовки. Одновременно с приложением силы резец 1 разворачивают в сторону уменьшения заднего угла. 3 з.п.ф-лы, 6 ил. t/i С
/////////////
Фиг.1
////////
////
/тп
Фиг 2
У//////
Редактор С.Кулакова
Составитель Д. Кутепов
Техред М.Моргеитал . Корректор О. Ципле
//////// VfTfCfX
///////
Фи г. Ч
Фиг. 6
| Кумабэ Д | |||
| Вибрационное резание пер | |||
| - с яп | |||
| Масленникова | |||
| - М.: Машиностроение, 1985, с.34. |
