Изобретение относится к приборостроению, о частности к способам для производства печатных плат, и предназначено для контроля и восстановления токопроводя- щих участков этих плат методом контактной сварки.
Цель изобретения - расширение технологических возможностей.
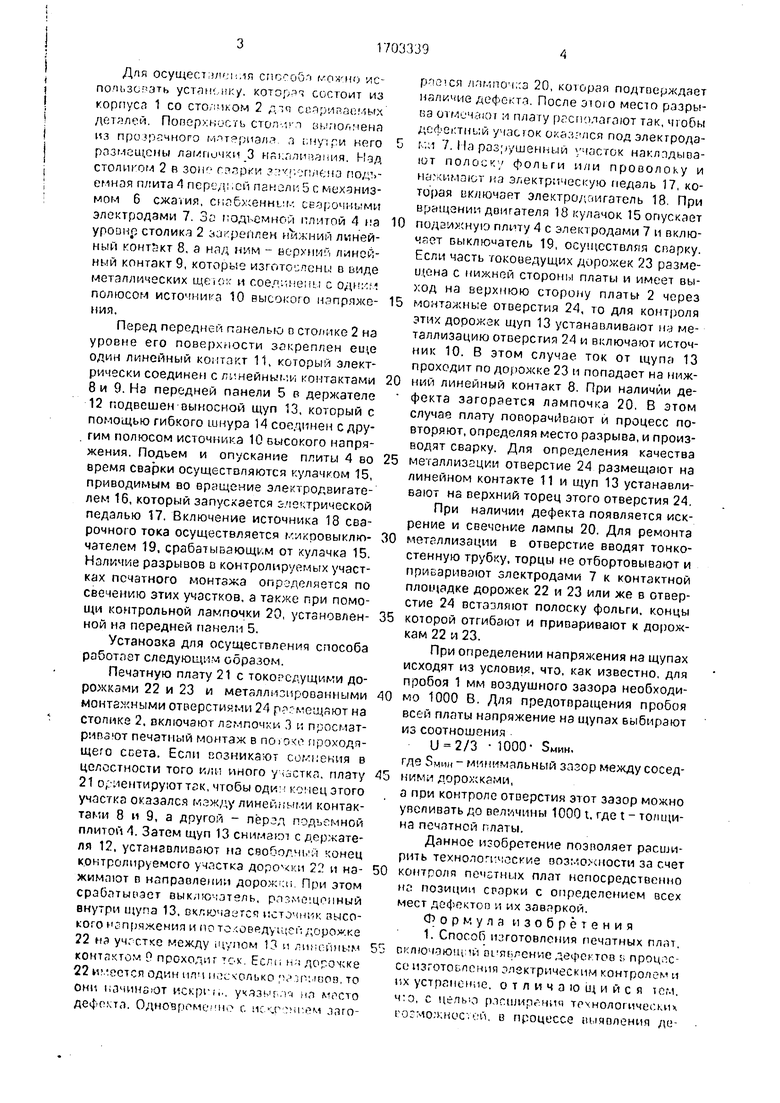
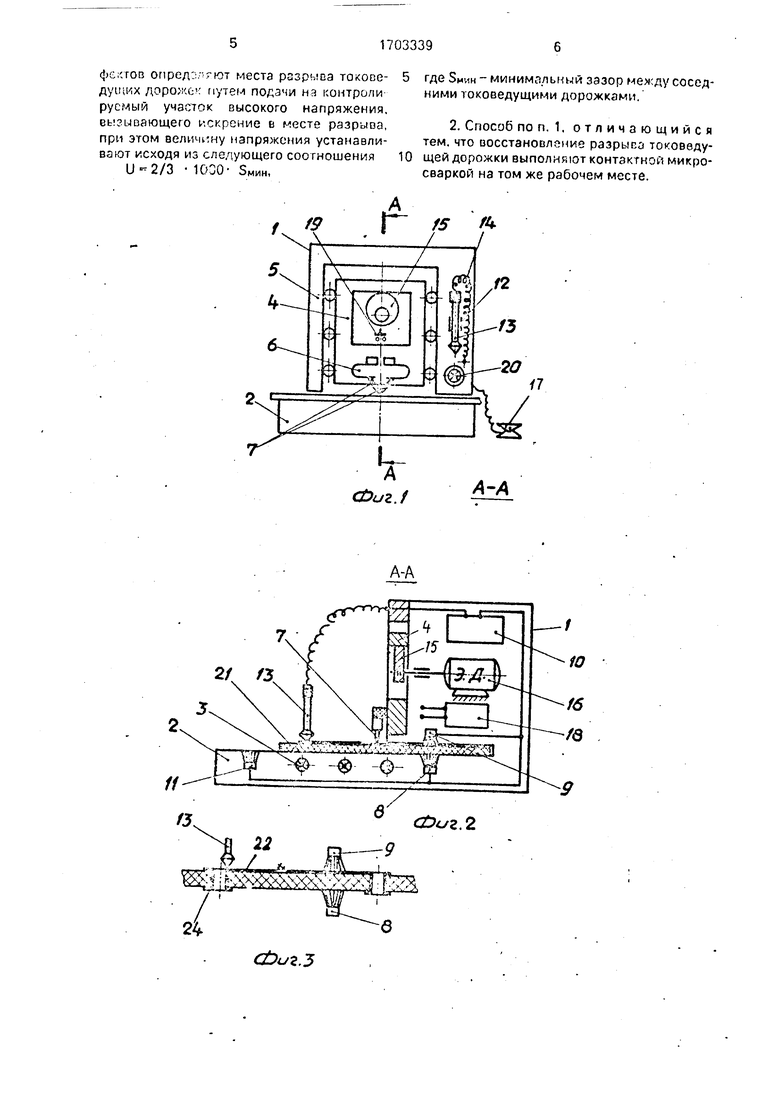
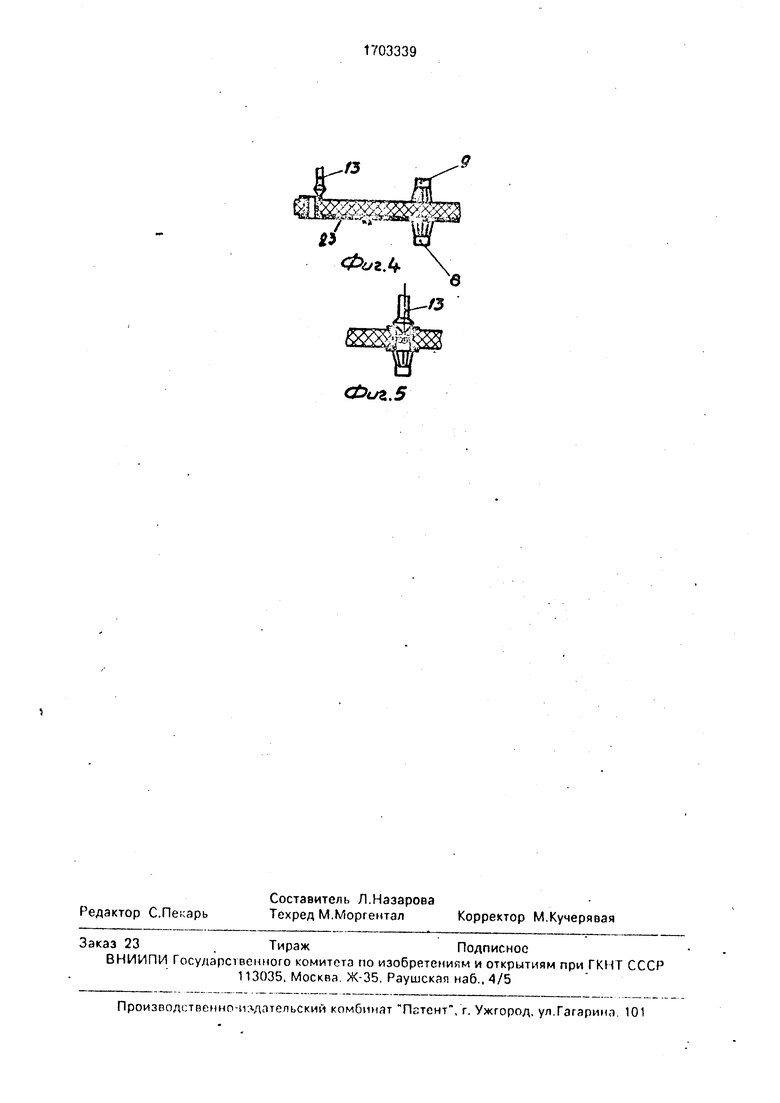
На фиг. .1 представлена установка для осуществления способа, вид спереди; на фиг. 2 - разрез А-А н.э фиг. 1 (в процессе контроля печатной платы); на фиг. 3 - схема контр;; ;я верхней дорожки; на фиг. 4 - схема контроля нижней на фиг. 5- схема контроля металлизации отверстия.
Способ заключается в следующем.
В процессе изготовления печатной платы производят электрический контроль всех межсоединений на разрывы, при этом определяют и место разрыва токоведущей дорожки. Для этого подают высокое напряжение, вызывающее искрение. Для предотвращения пробоя всей платы напряжение выбирают из соотношения
U 2/3 -1000 Змин.
где Змин - минимальный зазор между токо- ведущими дорожками.
Обнаруженное место разрыва отмечают и затем на том же рабочем месте заварипз- ют.
XI
О со со со
о
Для осуществления способ- r- оя но использовать устанснку, котог ч состоит из корпуса 1 со CTO/IMKOM 2 дчп спэрипаемых деталей. Поперхность стол-/.г л выполнена из прозрачного материал., а ;;ну:ри него размещены лампочки 3 някл/шпания. Над столиком 2 в зоно гязрки з.т. хпоплбнэ подъемная плита А передней лакали 5 с механизмом 6 сжатия, снабженным сварочными электродами 7. За подъемной плитой 4 на уроонр столика 2 закреплен нижний линейный контакт 8, а над ним - верхний линейный контакт 9, которь е изготовлены в виде металлических щей;:. и соединены с одним полюсом источника 10 высокого напряжения.
Перед передней панелью о столике 2 на уровне его поверхности закреплен еще один линейный контакт 11, который электрически соединен с линейными контактами 8 и 9. На передней панели 5 в держателе 12 подвешен выносной щуп 13, который с помощью гибкого шнура 14 соединен с другим полюсом источника 10 высокого напряжения. Подьем и опускание плиты 4 во время сварки осуществляются кулачком 15, приводимым во вращение электродвигателем 16,который запускается электрической педалью 17. Включение источника 18 сварочного тока осуществляется микровыклю- чателем 19, срабатывающем от кулачка 15. Наличие разрывов о контролируемых участках печатного монтажа определяется по свечению этих участков, а также при помощи контрольной лампочки 20, установленной на передней панели 5.
Установка для осуществления способа работает следующим образом.
Печатную плату 21с токогсдущими дорожками 22 и 23 и металлизированными монтажными отверстиями 24 р.мещяют на столике 2. включают лзмпочхи 3 и просматривают печатный монтаж в потоке проходящего ссета. Если возникают сомнения в целостности того или иного участка, плату
21 ориентируют тзк, чтобы один конец этого участка оказался мэжду линейными контактами 8 и 9, а другой - пёрзд подъемной плитой 4. Затем щуп 13 снимают с держателя 12, устанавливают на свободней конец контролируемого участка дорожки 22 и нажимают п направлении дорожа;. При этом срабатывает выключатель, рлзмсщонный внутри щупа 13, включается источник высокого напряжения и по то.оведучцей дорожке
22 на учгстке между щупом 13 и линейным контактом Г проходит ток. Если н-ч дорожке 22 имеется один нлч нисколько рлшмвов, то они начинают искрп... учязыьл мл мпсто дефо. чтл. Одно врпмемно с ззгор- Ю ся л.чмпоч;:з 20, которая подтверждает наличие дефекта. После этою место разрыва отмечают -л плату располагают так, чтобы дефектный участок оказался под элекгродами 7. На разрушенный участок накладывают полоску фольги или проволоку и нажимают на электрическую педаль 17, которая включает электродвигатель 18. При вращении двигателя 18 кулачок 15 опускает
0 подвижную плшу 4 с электродами 7 и включает выключатель 19, осуществляя сварку. Если часть токоведущих дорожек 23 размещена с нижней сторон, платы и имеет выход на верхнюю сторону платы 2 через
5 монтажные отверстия 24, то для контроля этих дорожек щуп 13 устанавливают на металлизацию отверстия 24 и включают источник 10. В этом случае, ток от щупа 13 проходит по дорожке 23 и попадает на ниж0 ний линейный контакт 8. При наличии де- фекта загорается лампочка 20. В этом случае плату поворачивают и процесс повторяют, определяя место разрыва, и производят сварку. Для определения качества
5 металлизации отверстие 24 размещают на линейном контакте 11 и щуп 13 устанавливают на верхний торец этого отверстия 24. При наличии дефекта появляется искрение и свечение лампы 20. Для ремонта
0 металлизации в отверстие вводят тонкостенную трубку, торцы не отбортовывают и приваривают электродами 7 к контактной площадке дорожек 22 и 23 или же в отверстие 24 встазляют полоску фольги, концы
5 которой отгибают и приваривают к дорожкам 22 и 23.
При определении напряжения на щупах исходят из условия, что, как известно, для пробоя 1 мм воздушного зазора необходи0 мо 1000 В. Для предотвращения пробоя всей платы напряжение на щупах выбирают из соотношения
U 2/3 1000- 5мин, где 5мин минимальный зазор между сосед5 ними дорожками,
а при контроле отверстия этот зазор можно увсливать до величины 1000 t, где t - то/пци- на печатной платы.
Данное изобретение позволяет расширить технологические возможности за счет
0 контроля печатных плат непосредственно на позиции сгэрки с определением всех мест дефектен и их заваркой.
Формула изобретения
1. Способ изготовления печатных плат.
5 оключоющпй появление дефектов к процессе изготовления электрическим контролем и их устранение, отличающийся тем. ч:о, с целью рлсширгнич технологически гозможносгей, в процессе выявления дефе/.гов опред::л ют места разрыва токопе- дущих доролссх путем подачи на контролируемый участок высокого напряжения, вызывающего искрение в месте разрыоа, при этом величину напряжения устанавливают исходя из следующего соотношения U-2/3 1000- Змин,
где SMVIH - минимальный зазор между соседними токоведущими дорожками.
2. Способ по п. 1, отличающийся тем. что восстановление разрыва токоведу- щей дорожки выполняют контактной микросваркой на том же рабочем месте.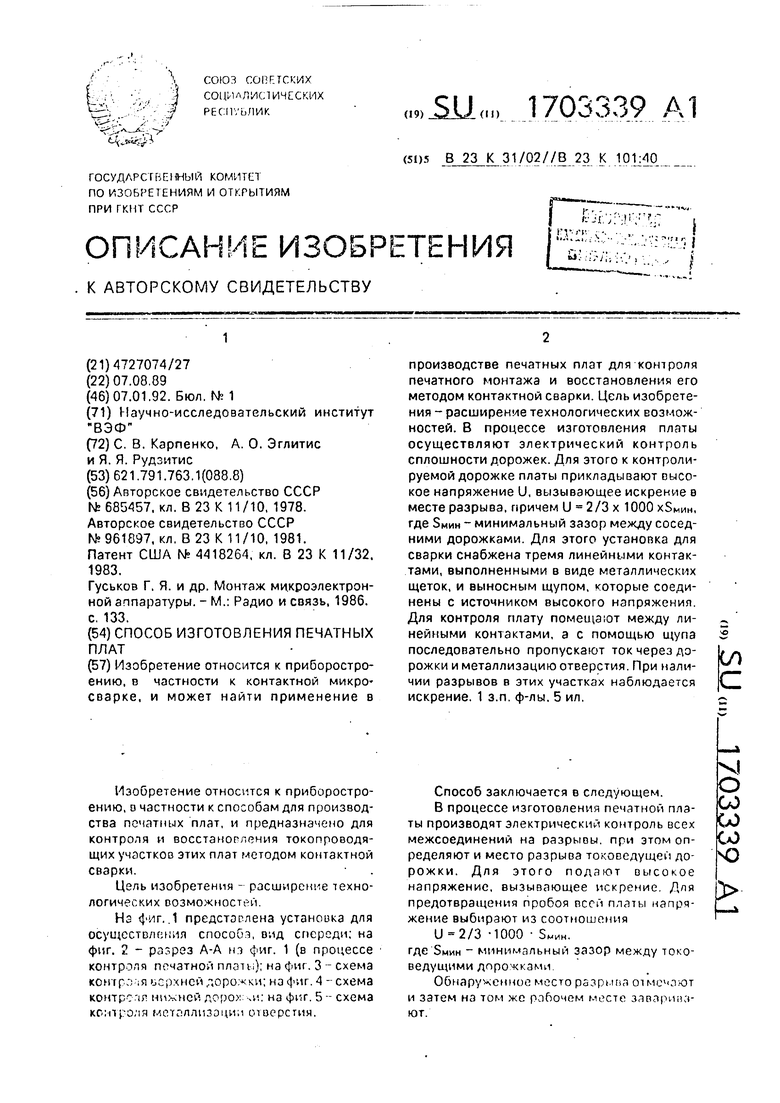
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля печатных плат | 1989 |
|
SU1690235A1 |
| Способ контроля печатных плат | 1989 |
|
SU1758916A2 |
| МНОГОСЛОЙНАЯ КОММУТАЦИОННАЯ ПЛАТА (ВАРИАНТЫ) | 1998 |
|
RU2133081C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУСТОРОННЕЙ ПЕЧАТНОЙ ПЛАТЫ | 2013 |
|
RU2543518C1 |
| МЕЖСЛОЙНОЕ СОЕДИНЕНИЕ В ПЕЧАТНЫХ ПЛАТАХ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2009 |
|
RU2439866C2 |
| Способ контроля печатных плат | 1989 |
|
SU1676120A1 |
| КОНТАКТНЫЙ УЗЕЛ НА ВСТРЕЧНЫХ КОНТАКТАХ С КАПИЛЛЯРНЫМ СОЕДИНИТЕЛЬНЫМ ЭЛЕМЕНТОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2374793C2 |
| СПОСОБ 2D-МОНТАЖА (ВНУТРЕННЕГО МОНТАЖА) ИНТЕГРАЛЬНЫХ МИКРОСХЕМ | 2015 |
|
RU2604209C1 |
| ТЕСТОВАЯ СИСТЕМА ДЛЯ КОНТРОЛЯ ЭЛЕКТРОННЫХ СОЕДИНЕНИЙ ЭЛЕМЕНТОВ С ПЕЧАТНОЙ ПЛАТОЙ И ПЕЧАТНАЯ ПЛАТА | 2017 |
|
RU2712983C1 |
| ТКАНАЯ МОНТАЖНАЯ ПЛАТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2600037C2 |
Изобретение относится к приборостроению, в частности к контактной микросварке, и может найти применение в производстве печатных плат для контроля печатного монтажа и восстановления его методом контактной сварки. Цель изобретения - расширение технологических возможностей. В процессе изготовления платы осуществляют электрический контроль сплошности дорожек. Для этого к контролируемой дорожке платы прикладывают высокое напряжение U, вызывающее искрение в месте разрыва, причем U 2/3 х 1000 хЗмин, где Змин - минимальный зазор между соседними дорожками. Для этого установка для сварки снабжена тремя линейными контактами, выполненными в виде металлических щеток, и выносным щупом, которые соединены с источником высокого напряжения. Для контроля плату помещают между линейными контактами, а с помощью щупа последовательно пропускают ток через дорожки и металлизацию отверстия. При наличии разрывов в этих участках наблюдается искрение. 1 з.п. ф-лы. 5 ил. 00 с
.Щ.
. .« UHH -y #гЈГГГ Of JJ - MS fyftt
. ./ -лХлУ уИ
. 2
. C
24
б
.J
За
1
J VM
-75
з-j:
.Щ.
7777777
ГГГ Of JJ - MS fyftt
б
Фиг.5
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1978 |
|
SU685457A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Установка для приварки микропроволоки к контактным площадкам | 1981 |
|
SU961897A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Патент США № 4418264, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
| Гуськов Г | |||
| Я | |||
| и др | |||
| Монтаж михроэлектрон- ной аппаратуры | |||
| - М.: Радио и связь, 1986 | |||
| Топочная решетка для многозольного топлива | 1923 |
|
SU133A1 |
