1
Устройство относится к области оборудования для контактной электросварки и предназначено для использования в приборостроении для приварки мостиков из шкpoпpoвoлoки к контактным площадкам.
Известно устройство для микросварки, содержащее два электрода, закрепленные на двуплечих рычагах и установленные под углом к ним 1
Недостатком устройства является невозможность приварки мостиков с прогибом.
Наиболее близким к изобретению по технической сущности является устройство для приварки мостиков из микропроволоки к контактным площадкам, содержащее станину, два электрода, установленные в держателях под углом один к другому, каждый из которых закреплен на конце рычага, смонтированного на каретке, установленной с возможностью перемещения в двух взаимноперпендикулярных направлениях (2.
Олнако с помощью известного устройства невозможно в случае приварки мостика с прогибом регулировать величину прогиба мостика, которая влияет на качество изделия, так как
мостик, приваренный без прогиба, может оборваться при нагреве изделия вследствие несходства коэффициентов термического расширения микропроволоки и изделия, а мостик, приваренный с излишним прогибом, имеет повышенное электрическое сопротивление, выходящее за допустимые пределы. .
0
Целью изобретения является повышение качества изделий путем регулирования величины прогиба.
Цель достигается тем, что рыча5ги расположены на одной прямой в одной плоскости с электродами, перпендикулярной плоскости сварки, дер-: жатели закреплены на концах рычагов, обращенных один к другому, а
0 каждый рычаг снабжен жестко закрепленной на нем перпендикулярно ему направляющей с ползуном, шарнирно установленным на каретке.
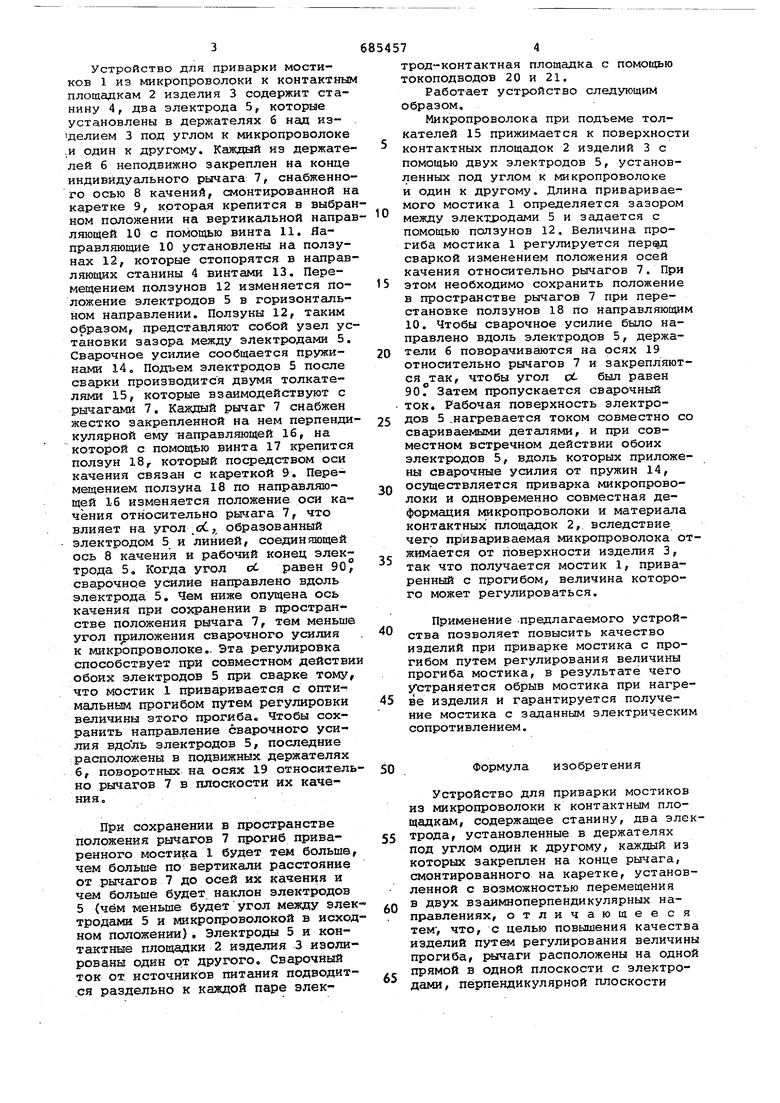
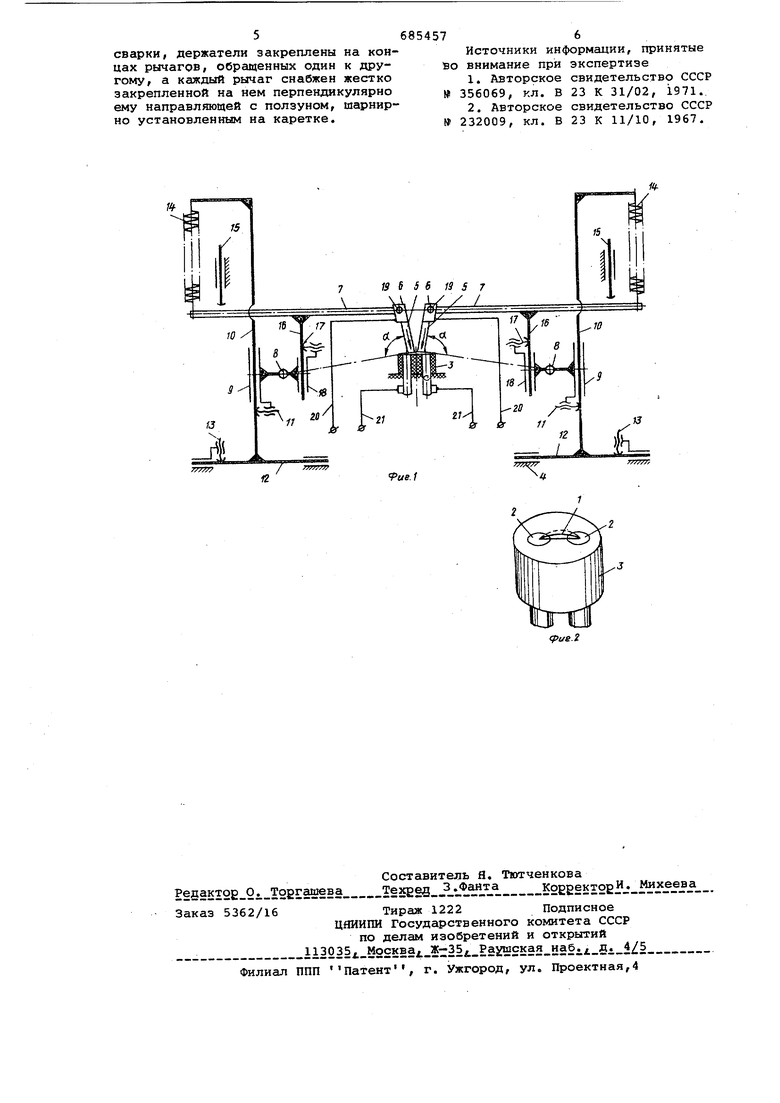
Яа фиг. 1 изображена сх&ла уст5ройства; на фиг. 2 - изделие с приваренным мостиком, соединяющим контактные площадки изделия (пунктиром показаны мостики, приваренные без прогиба, а также с излиш0ним прогибом). Устройство для приварки мостиков 1 из микропроволоки к контактны площадкам 2 изделия 3 содержит станину 4, два электрода 5, которые установлены в держателях 6 над изделием 3 под углом к микропроволоке ,и один к другому. Каждый из держате лей б неподвижно закреплен на конце индивидуального рычага 7, снабженно го осью 8 качений, смонтированной н каретке 9, которая крепится в выбра ном положении на вертикальной напра ляющей 10 с помощью винта 11. Яаправлшощие 10 установлены на ползунах 12, которые стопорятся в направ ляющих станины 4 винтами 13, Перемещением ползунов 12 изменяется положение электродов 5 в горизонтальном направлении. Ползуны 12, таким образом, представляют собой узел ус тановки зазора между электродами 5. Сварочное усилие сообщается пружинами 14, Подъем электродов 5 после сварки производится двумя толкателями 15, которые взаимодействуют с рычагами 7. Каждый рычаг 7 снабжен жестко закрепленной на нем перпенди кулярной ему направляющей 16, на которой с помощью винта 17 крепится ползун 18,. который посредством оси качения связан с кареткой 9. Перемещением ползуна 18 по направляющей 16 изменяется положение оси качения относительно рычага 7, что влияет на , образованный электродом 5 и линией, соединшощей ось 8 качения и рабочий конец электрода 5, Когда угол cL равен 90° сварочное усилие направлено вдоль электрода 5. Чем ниже опущена ось качения при сохранении в пространстве положения рычага 7, тем меньше угол приложения сварочного усилия к микропроволоке.. Эта регулировка способствует при совместном действи обоих электродов 5 при сварке тому, что мостик 1 приваривается с оптимальнБм прогибом путем регулировки величины этого прогиба. Чтобы сохранить направление сварочного усилия вдоль электродов 5, последние расположены в подвижных держателях 6, поворотных на осях 19 относитель но рычагов 7 в плоскости их качения. При сохранении в пространстве положения рычагов 7 прогиб приваренного мостика 1 будет тем больше, чем больше по вертикали расстояние от рычагов 7 до осей их качения и чем больше будет наклон электродов 5 (чём меньше будет угол между элек тродами 5 и микропроволокой в исход ном положении) . Электроды 5 и контактные площадки 2 изделия 3 изолированы один от другого. Сварочный ток от источников питания подводится раздельно к каждой паре элек74трод-контактная площадка с помощью токоподводов 20 и 21. Работает устройство следующим образом. Микропроволока при подъеме толкателей 15 прижимается к поверхности контактных площадок 2 изделий 3 с помощью двух электродов 5, установленных под углом к микропроволоке и один к другому. Длина привариваемого мостика 1 определяется зазором между электродами 5 и задается с помощью ползунов 12. Величина прогиба мостика 1 регулируется перед сваркой изменением положения осей качения относительно рычагов 7. При этом необходимо сохранить положение в пространстве рычагов 7 при перестановке ползунов 18 по направляющим 10. Чтобы сварочное усилие было направлено вдоль электродов 5, держатели 6 поворачиваются на осях 19 относительно рычагов 7 и закрепляются так, чтобы угол р был равен 90. Затем пропускается сварочный ток. Рабочая поверхность электродов 5 .нагревается током совместно со свариваемыми деталями, и при совместном встречном действии обоих электродов 5, вдоль которых приложены сварочные усилия от пружин 14, осуществляется приварка микропроволоки и одновременно совместная деформация кикропроволоки и материала контактных площадок 2, вследствие чего привариваемая микропроволока отжимается от поверхности изделия 3, так что получается мостик 1, приваренный с прогибом, величина которого может регулироваться. Применение -предлагаемого устройства позволяет повысить качество изделий при приварке мостика с прогибом путем регулирования величины прогиба мостика, в результате чего устраняется обрыв мостика при нагреве изделия и гарантируется получение мостика с заданнЕлм электрическим сопротивлением. Формула изобретения Устройство для приварки мостиков из микропроволоки к контактным площадкам, содержащее станину, два электрода, установленные в держателях под углом один к другому, каждый из которых закреплен на конце рычага, смонтированного на каретке, установленной с возможностью перемещения в двух взаимноперпендикулярных направлениях, отличающее ся тем, что, с целью повышения качества изделий путет1 регулирования величины прогиба, 1 гчаги расположены на одной прямой в одной плоскости с электродами, перпендикулярной плоскости 5685457 сварки, держатели закреплены на концах рычагов, обращенных один к другому, а каждый рычаг снабжен жестко закрепленной на нем перпендикулярно ему направляющей с ползуном, шарнирно установленным на каретке. во № Источники информации, принятые внимание при экспертизе 1.Авторское свидетельство СССР 356069, кл. В 23 К 31/02, 1971. 2.Авторское свидетельство СССР 232009, кл. В 23 К 11/10, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1980 |
|
SU933331A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1980 |
|
SU933332A1 |
| Способ приварки мостиков из микропроволоки к заглубленным контактным площадкам и устройство для его осуществления | 1983 |
|
SU1147541A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1979 |
|
SU867573A1 |
| Устройство для приварки мостиков из проволоки к контактным площадкам | 1977 |
|
SU695784A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам и устройство для его осуществления | 1985 |
|
SU1268345A1 |
| Способ приварки,преимущественно упругой скручивающейся микропроволоки к контактным площадкам и устройство для его осуществления | 1982 |
|
SU1038141A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам и устройство для его осуществления | 1980 |
|
SU927444A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1981 |
|
SU959950A1 |
| Устройство для приварки микропроволоки | 1978 |
|
SU737168A1 |
