VtU- AK .-vA
4-
который истекает воздух из каморы 4. Давление истекающего воздуха фиксируется датчиками, соединенными с каналами 11 в хвостовике 10, при этом срабатывает датчик, канал 11 которого направлен в сторону погрешности позиционирования атулки 15,
и сжатый воздух подается в соответствующую замкнутую секцию камеры 5. Благодаря гофрированной форме камера 5 изгибается и перемещает втулку 15 до совпадения ее оси с осью вала 16, 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сборки деталей | 1987 |
|
SU1495039A1 |
| ПНЕВМАТИЧЕСКИЙ СХВАТ | 2002 |
|
RU2202466C1 |
| Устройство для сборки деталей типа вал-втулка | 1990 |
|
SU1780980A1 |
| Устройство для сборки деталей типа вал-втулка | 1986 |
|
SU1388258A1 |
| Схват для сборки деталей | 1983 |
|
SU1127738A1 |
| ПНЕВМАТИЧЕСКИЙ СХВАТ | 2001 |
|
RU2199432C2 |
| Схват промышленного робота | 1977 |
|
SU662344A1 |
| Устройство для автоматической сборки | 1987 |
|
SU1511045A1 |
| Устройство механического управления радиальным зазором между концами рабочих лопаток ротора и статора компрессора и турбины газотурбинного двигателя. Способ управления радиальным зазором между концами рабочих лопаток ротора и статора компрессора и турбины газотурбинного двигателя | 2017 |
|
RU2702063C2 |
| Устройство для сборки деталей завальцовкой | 1985 |
|
SU1279790A1 |
Изобретение относится к машиностроению и позволяет повысить производительность за счет активной ориентации устанавливаемых деталей. При опускании устройства втулка 15 упирается в торцовую поверхность вала 16 и останавливается, а корпус 2 продолжает опускаться вниз. В результате этого между коническим хвостовиком 10 и втулкой 7 возникает зазор, через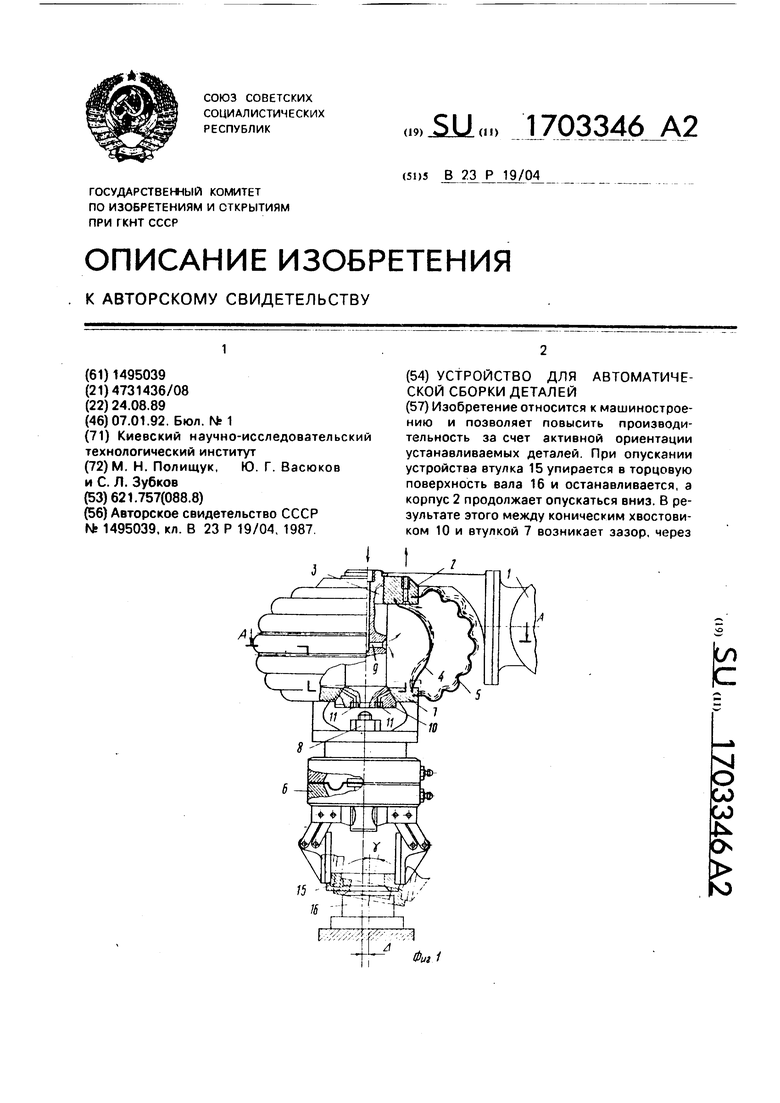
Изобретение относится к технологическому оборудованию, может быть использовано в машиностроении и является усовершенствованием устройства по авт. св. № 1495039.
Целью изобретения является повышение производительности за счет активной ориентации устанавливаемой детали.
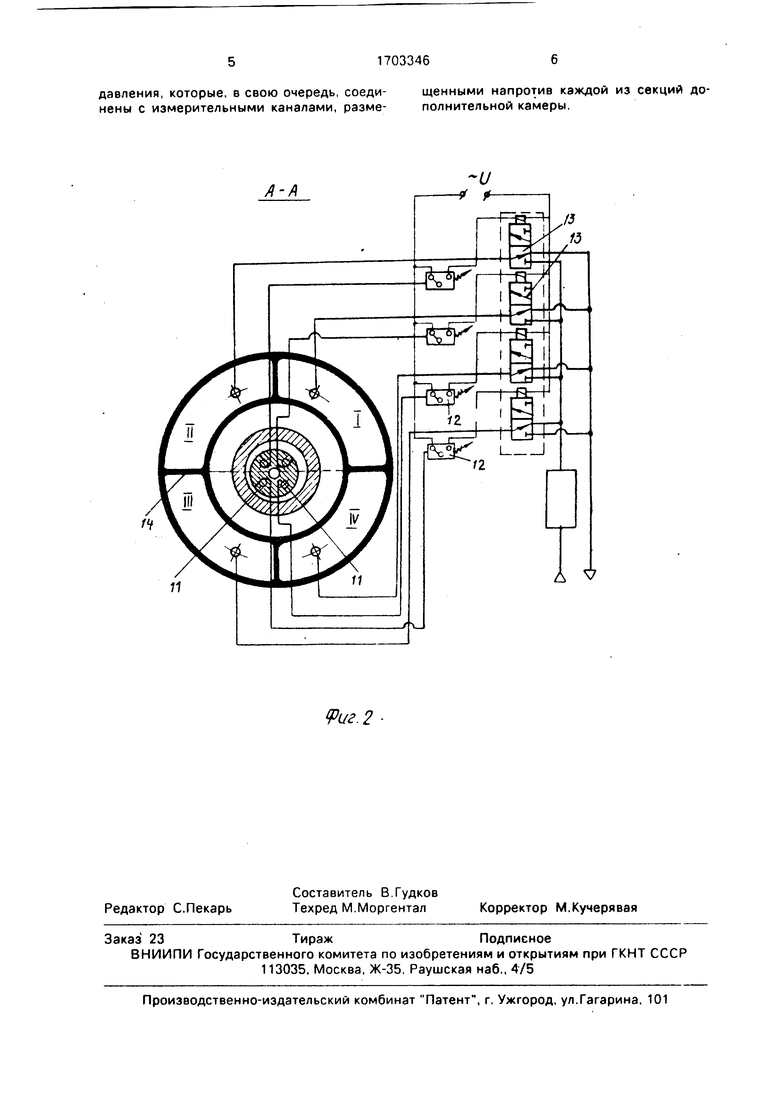
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1.
Устройство для автоматической сборки деталей закрепляется, например, на конечном звене промышленного робота 1 и содержит корпус 2 со стержнем 3. замкнутые кольцевые камеры 4 и 5 из упругого материала, а также схват 6 с соединительной втулкой 7 и регулируемым упором 8. В стержне 3 выполнены каналы 9 для подачи сжатого воздуха в камеру. 4, а на конце стержня 3 выполнен конический хвостовик 10 с измерительными каналами 11, соединенными с датчиками (реле давления) 12, которые управляют работой пневморзспределитель- ных устройств - клапанов 13. Камера 4 имеет тороидальную форму, а внешняя оболочка камеры 5 выполнена гофрированной. Камера 5 стенки 14 разделена по крайней мере на четыре секции I-IV, каждая из которых соединена с соответствующим клапаном 13. Измерительные каналы 11 расположены напротив каждой из секций I-IV.
Собираемые детали - втулка 1В и вал 16, Устройство работает следующим образом.
По каналам 9 в камеру 4 подается ежа тый воздух, что исключает смещение схвата 6 при транспортировании. Втулка 15. удерживаемая схватом 6, опускается вниз и в случав совпадения осей деталей 15 и 16 происходит их сопряжение. При наличии несовпадения осей сопрягаемых деталей втулка 15 упирается е торцовую поверхность вала 16 и останавливается, а корпус 2 продолжает движение вниз. В результате этого между хвостовиком 10 и втулкой 7 возникает зазор, через который начинает истекать сжатый воздух из камеры 4
В случае неравномерного зазора между элементами 10 и 7 давление воздуха, регистрируемое датчиками 12, различно и срабатывает тот из них, который соединен с
каналом 11, направленным в стороны погрешностей позиционирования втулки 15. При этом по сигналу датчика 12 через клапан 13 сжатый воздух подается в соответствующую секцию I-IV камеры 5.
Благодаря гофрированной форме камера 5 изгибается и смещает втулку 15 до совпадения ее оси с осью вала 16.
В случае равномерного зазора между хвостовиком 10 и втулкой 7 разности давления в каналах 11 нет и по команде системы управления в определенной последовательности пключаются клапаны 13. Это вызывает поисковые перемещения втулки 15 до появления неравномерности зазора, после
чего работа устройства осуществляется аналогично описанному. По окончании процесса сборки схват 6 освобождает втулку 15 и устройство поднимается вверх, при этом истечение сжатого воздуха из камеры 4 прекращается.
Формула изобретения Устройство для автоматической сборки деталей по авт. св. № 1495039, отличающееся тем, что, с целью повышения
производительности, оно снабжено дополнительной камерой из упругого материала с по крайней мере четырьмя расположенными равномерно по окружности изолированными одна от другой секциями, датчиками
давления и пневмораспределительными устройствами, а в коническом хвостовике выполнены измерительные каналы, при этом дополнительная камера размещена с наружной стороны основной камеры, а внешняя оболочка дополнительной камеры выполнена гофрированной, кроме того, количество датчиков давления, пневмо- распределительиых устройств и измерительных каналов соответствует количеству
упомянутых секций, каждая из которых пневматически независимо связана с пненмораспределительным устройством, причем указанные устройства электрически связаны с соответствующими датчиками
давления, которые, в свою очередь, соеди- щенными напротив каждой из секций до- нены с измерительными каналами, разме- полнительной камеры.
А-А
Фиг. 2
| Устройство для автоматической сборки деталей | 1987 |
|
SU1495039A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
