Изобретение относится к автоматизации сборочных работ, а конкретнее к области сборки деталей типа валвтулка с помощью промьштенного робот
Известен схват для сборки деталей содержащий качающуюся платформу, на которой -расположены губки и упругий элемент, сильфоны, сообщающиеся с источником высокого давления, казкдый КЗ которых закреплен одним концом на основании и связан с датчиком положения платформы С13.
Недостатком, известного охвата является то, что при сборке деталей типа вал-втулка, имеющих линейное смещение друг относительно друга, возникает угловое смещение собираемых изделий и как следствие,, их заклинивание.. /
Целью изобретения является повышение; надежности работы схвата за счет исключения углового смеще.ния собираемых деталей.
Поставленная цель достигается за счет того, что схват для сборки деталей, содержащий качающуюся платформу, на которой расположены .губки и упругий элемент, сильфоны, сообщающиеся с источником высокого давйения, каждый из которых закреплен одним концом на основании и связан с датчиком положения качающейся формы, снабжен дополнительной платформой, расположенной между основанием и качающейся платформой, а датчики положения качающейся платформы выполнены в виде сопл подпора, расположенных в дополнительной платформе, каждое из которых сообщается с соответствующим сильф.оном, и заслонок, установленных на качающейся платформе напротив сопл, при этом упругий элемент выполнен в виде шайбы с лепестками и установлен между качающейся и дополнительной платформами, а другие концы снльфонов закреплены на дополнительной платформе .
На фиг.1 изображен схват с деталями, общий вид на фиг.2 - положение деталей в начальной фазе сборки; на фиг.З - положение деталей в конце сборки; на фиг. 4 - разрез А-А на фиг.1; на фиг.З - пневматическая схема схвата.
Схват состоит из четырех сильфонов 1-4,.укрепленных одними концами на основании 5, а другими - на дополнительной платформе 6,снабженной
соплами подпора 7-10,мелд ;россельные полости которых сообщаются с внутренними полостями соответствующих сильфонов при ПОМОЩИ- каналов, выполненных в дополнительной платформе 6, к которой крепится центральная часть упругого элемента, выполненного в виде шайбы 11 с лепестками, жестко закрепленньпс на качающейся Q .платформе 12, несущей губки 13 с приводами их перемещения 14.
Сильфоны 1-4 находятся в сжатом состоянии, которое обеспечивается пружиной 15, один конец которой , зак зеплен на основании 5, а другой на дополнительной платформе 6. Сопла подпора 7-.10 располагаются между шепе.стками шайбы 11, причем напротив каждого сопла располагаются регулировочные винты 16-19, вьшолняющих роль заслонвк, изменяющих пневматическое сопротивление сопл. Входные дроссели сопел соединены с питающей магистралью, а междроссельная камера .каждого сопла соединена с внутренней полостью соответствующего сильфона. Схват крепится в руке 20 промьшшенного робота.. Позициями 21 и 22 обозначены соответственно собираемые вал и.втулка.
Схват работает следующим образом.
Собираемый вал 21 захватывается губками 13 и переносится к собираемой втулке 22 за счёт перемещения руки 20 робота, при этом, из-за ошибки позиционирования робота, неизбежно возникает несовпадение осей собираемых деталей. Давление питания подается к соплам 7-10, а поскольку зазоры мезяду заслонками и соплами заранее отрегулированы так, что давления в сильфонах при ненагруженном схвате одинаковы, качающаяся платформа 12 вместе с губками 13 и валом 21 перемещается вертикально вниз до упора валика в поверхность втулки 22. При упоре левого края вала в поверхность втулки, на схват начнет действовать реакция, создающая крутящий момент относительно точки закрепления упругого элемента 11 на дополнительной платформе 6, . и дефоршфующая этот элемент так, что зазор меяду заслонкой 16 и 5 Соплом 7 становится меньше, чем зазор между расположенными справа заслонкой 18 и соплом 9. Следовательно, давление в междроссельной
3
камере сопла и сильфоне 1 будет больше, чем в камере сопла 9 и сильфоне 3. Это приводит к тому, что сильфон 1 начинает.удлиняться, а сильфон 3 - укорачиваться,-в результате чего возникает крутяпрй момент, приложенный к валику со стороны схвата и направленный противоположно моменту реакции. Под действием этого момента валик перемещается в сторону, противоположную смещению точно к центру, не теряя контакта с поверхностью втулки, что обеспечивается удлинением левого сильфона 1, Как только произойде совпадение кромок валика и втулки начнется процесс совмещения осей. Обычно, на начальной фазе этого процесса возгшкает опасность заклинивания собираемой пары, вызванное перекосом осей. Предположим, что перекос осей произошел и в том случае (рис.1,cf). Это приводит к то му, что при движении руки вниз суммарная реакция будет создавать крутящий момент, направленный уже против часовой стрелки относительно центральной точки закрепления упругого элемента 11, что вызывает увеличение давлейия и, соответственно удлинение сильфона 3 и падение давления внутри сильфона 1 и его уко277384
рочение. Появляется активный крутящий момент, направленный по часовой стрелке, Т.Е. противоположно моменту реакции. Этот активный момент сме, щает собираемую пару йлево, восстанавливая тем самым вертикальное положение схвата и собираемого узла (фиг.1,ft) и устраняя заклинивание Работа устройства рассмотрена для случая, когда смещение произошло в плоскости чертежа. Однако аналогичные процессы будут происходить и в случае, когда направление смещения составляет произвольный угол с плоскостью чертежа. При этом будут деформироваться и затем восстанавливать свою форму одновременно две пары сильфонов, а поскольку характеристики сопел подпора на определенном участке линейны, то актив,ный восстанавливающий момент будет действовать всегда в плоскости момента реакции, то есть устранение , рассогласования осей будет проходить по кратчайшей траектории - отрезку
прямой, соединяющему центры вала 21 и втулки 22.
Таким образом испод1ьзование иэобретения позволяет повысить надежность сборки за счет исктаоче шя углового смещения собираемых деталей.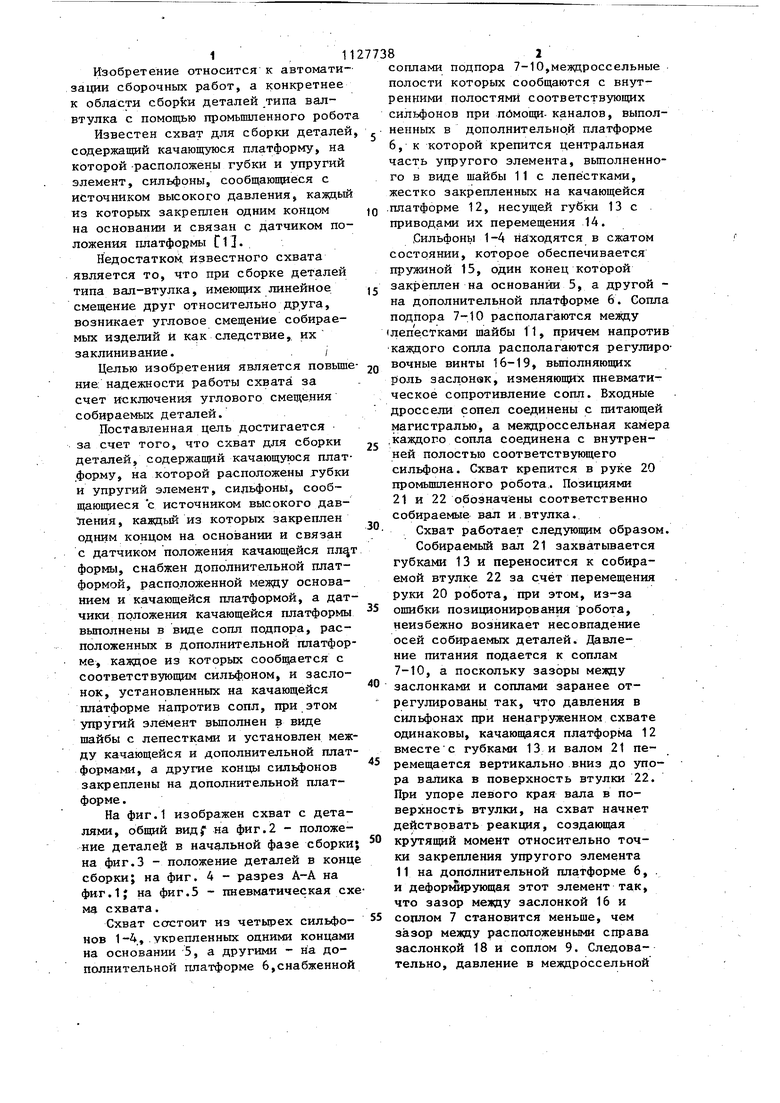

| название | год | авторы | номер документа |
|---|---|---|---|
| Схват для сборки радиодеталей | 1979 |
|
SU812568A1 |
| Устройство для установки вала в отверстие | 1988 |
|
SU1657328A1 |
| Устройство для сборки | 1989 |
|
SU1731575A1 |
| СПОСОБ СБОРКИ ПРОФИЛЬНЫХ СОЕДИНЕНИЙ С ЗАЗОРОМ | 2010 |
|
RU2445200C2 |
| Устройство для сборки | 1985 |
|
SU1271701A1 |
| Исполнительный орган сборочного манипулятора | 1980 |
|
SU961939A1 |
| Самоустанавливающаяся головка робота | 1984 |
|
SU1274902A1 |
| Устройство для сборки деталей типа вал-втулка | 1984 |
|
SU1177112A1 |
| Устройство для сборки деталей | 1977 |
|
SU663525A1 |
| Схват промышленного робота | 1977 |
|
SU662344A1 |
СХВАТ ДЛЯ СБОРКИ ДЕТАЛЕЙ, содержащий качающуюся платформу,на которой расположены губки и упругий элемент, сильфоны, сообщающиеся с источником высокого давления,каждый из которых закреплен одним концом на основании и связан с датчиком положения качающейся платформы, отличающийся тем, что, с целью повышения надежности в работе за счет исключения углового смещения собираемых деталей, он снабжен дополнительной платформой, расположенной между основанием и качающейся платформой, а датчики положения качающейся платформы вьтолнены в виде сопл подпора, расположенных в дополнительной платформе, каждое из которых сообщается с соответствующим сильфоном, и заслонок,установленных на качающейся платформе напротив сопл, при этом упругий элемент выполнен в виде шайбы с § (Л лепестками и установлен между качающейся и дополнительной платформами, а другие конць сильфонов закреплены на дополнительной платформе.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для автоматической сборки деталей | 1980 |
|
SU931351A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| : | |||
