..h
IS
Фиг.1
Изобретение относится к абразиве- струйной обработке деталей.
Целью изобретения является расширение технологических возможностей обработки путем обеспечения возмод- ности регулирования направлений подачи рабочего агента.
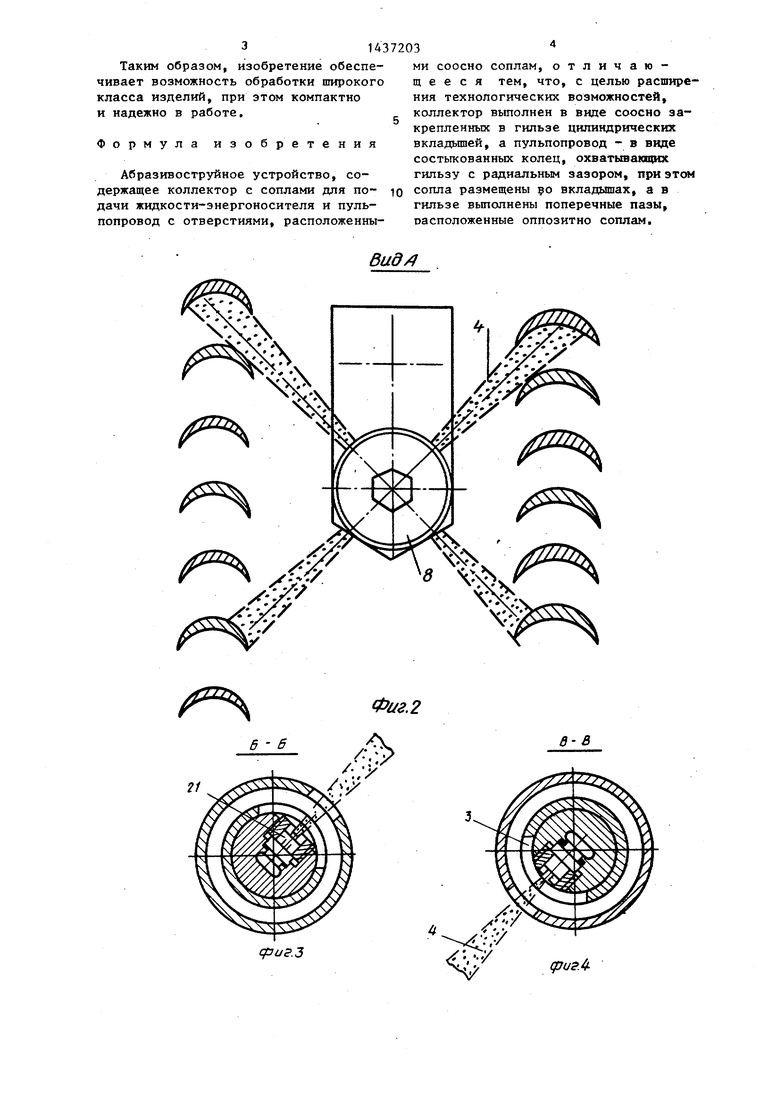
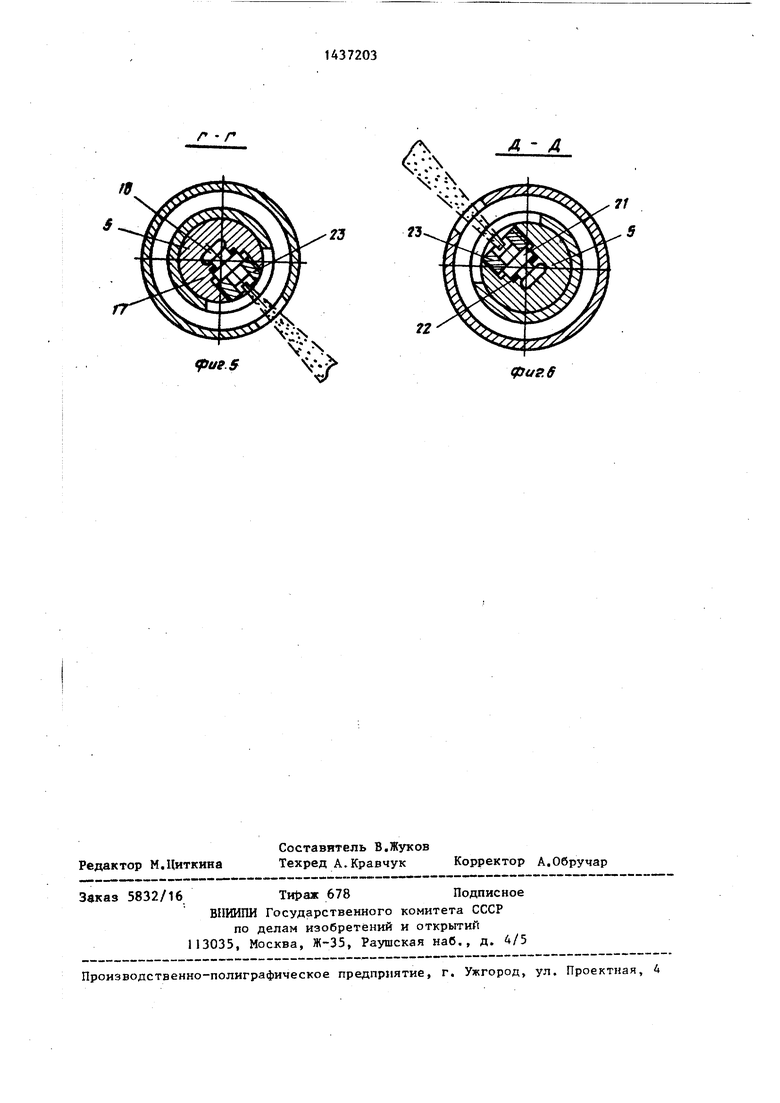
На фиг„1 показано устройство, про- :дольный разрез; на фиг.2 ™ вид А на :фиг.15 на фиг.З - разрез Б-Бнафиг.1{ :на фиг.4 - разрез В-В на фигИ; на :фиг.5 - разрез Г-Г на фиг.1j на фиг.6- ;разрез Д-Д на фиг,1. Устройство содержит гильзу 1 со штуцером 2 для подключения к трубопроводу подвода жидкости высокого давления и с поперечными пазами 3 для выхода струи 4, вкладьши 5, прокладки 6 и упор 7 для герметизации ; вкладьшей 5, гайку 8 для крепления вкладышей 5, штифт 9 для исключения проворачивания упора 7, кольцо 10 с отверстиями 11 для создания кольце- вого зазора и подвода абразива к струям 4, кольцо 12с патрубком 13 и штуцером 14 для подклюх{ения к под- водящему абразив пульпопроводу и винты 15 для крепления колец 10 и 12 (фиг.1-4).
В кольцах 10 и 12 вьшолнены кольцевые упоры 16 для центрирования ко-. лец относительно гильзы 1
Вкладьппн 5 содержат корпус 17с овальным каналом 18 (фиг„5), эксцентрично смещенным от продольной оси, торцовую проточку 19 для протока жидкости, кольцевую проточку 20 для монтажа прокладки 6 (фиг,1). Сопла 21 монтирзпотся во вкладышах 5 с помощью прокладок 22 и винтов 23 (фиг с 5,6).
Возможность независ1вдого поворота вкладышей 5 и колец 10 обеспечивается вьтолнением сопрягаемых с гильзой 1 поверхностей по посадкам с гарантированным зазором.
Оптимальным является кольцевой зазор между гильзой 1 и кольцами 10 и 12 для подвода пульпы, равный 1-3 наибольшим размерам выходного сечения сопла
Устройство работает следующим образом.
Перед обработкой конкретного изделия, например лопаток газовой турбины (фиг,2)|, производится регулировка положения вкладьш1ей 5 и колец 10. Для этого устройство разбирают наот0
5
0
дельные детали, кроме кольца 12 с патрубком 13. Ослабляют винты 15, , кольцо 12 смещают до упора во фланец гильзы 1. В гильзу 1 при ее вертикальном положении и нижнем расположении штуцера 2 поочередно монтируют вкладыши 5 с прокладками 6. При этом поворотом вкладьш1ей 5 относительно продольной оси устройства обеспечивается требуемая ориентация сопел 21. Устанавливаются упор 7, штифты 9, кольца 10 и гайкой 8 производят крепление вкладьш1ей 5 в заданном положе НИИ. Устройство переворачивается штуцером 2 вверх, и поворотом колец 10 отверстия 11 устанавливаются соосно соответствующим соплам 21 во вкладышах 5.
Затем кольца 10 и 12 смещаются до упора в гайку В, и при постоянном нажатии на кольцо 12 производится затяжка винтов 15о
При необходимости регулирования 5 ориентации плоскостей струй 4 в пространстве до установки вкладьшей 5 в гильзу 1 ослабляют винты 23 и поворотом сопел 21 вокруг осей производят установку плоскостей струй 4 в необходимое для каждого конкретного случая положение.
С помощью шлангов (не показаны) устройство подключается к системам подачи воды высокого давления и абразивной пульпы.
Вода высокого давления поступает через штуцер 2 в гильзу 1, а затем по каналам 18 и проточкам 19 на вход сопел 21, из которых истекает в виде плоских веерообразных струй через пазы 3 в п-шьзе 1 и отверстия 11 в кольцах 10, Абразивная пульпа поступает через штуцер 14 и патрубок 13 в кольцевой зазор между гильзой 1 и кольцами 10 и 12, охватывая струи-4. При истечении высоконапорной струи 4 через слой абразивной пульпы генерируются кавитационные автоколебания, благодаря чему происходит внедрение абразива в струю и истечение ее в пульсационном режиме.
Обработка поверхностей изделий производится либо перемещением устройства относительно изделия, либо перемещением изделия относительно стационарно съ5онтированного устройства, либо взаимным перемещением изделия и устройства.
0
5
0
5
0
Таким образом, изобретение обеспечивает возможность обработки широкого класса изделий, при этом компактно и надежно в работе.
Формула изобретения
Абразивоструйное устройство, содержащее коллектор с соплами для подачи жидкости-энергоносителя и пульпопровод с отверстиями, расположенны
соосно соплам, отличаюми
щ е е с я тем, что, с целью расширения технологических возможностей, коллектор выполнен в виде соосно закрепленных в гильзе цилиндрических вкладышей, а пульпопровод - в виде состыкованных колец, охватьшающих гильзу с радиальным зазором, при этом сопла размещены 90 вкладышах, а в гильзе вьтолнены поперечные пазы, расположенные оппозитно соплам.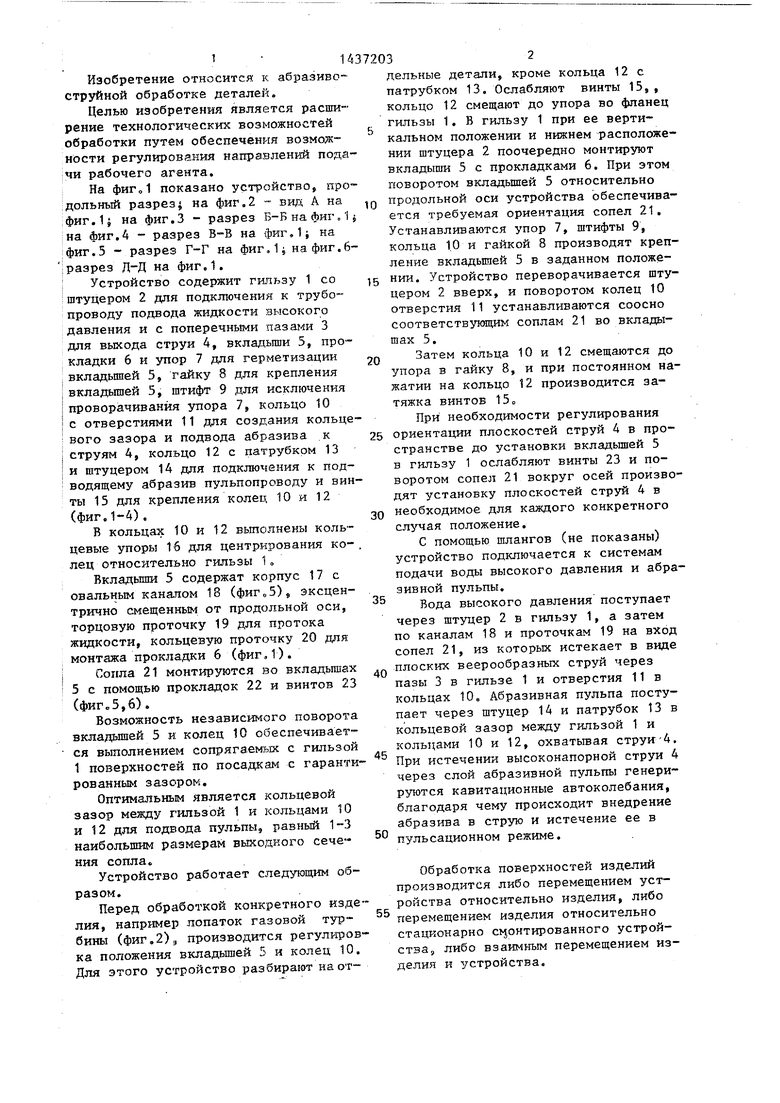
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивоструйное устройство | 1984 |
|
SU1268391A1 |
| Способ резки гидроабразивной струей | 1987 |
|
SU1459908A1 |
| Насадка сопла | 1986 |
|
SU1409420A1 |
| Сопло к сварочным горелкам | 1982 |
|
SU1136907A1 |
| Установка для гидроабразивной обработки | 1983 |
|
SU1143581A1 |
| Установка для поверхностной обработки движущегося бумажного полотна | 1986 |
|
SU1406279A1 |
| Сопло для получения режущей струи жидкости | 1985 |
|
SU1346356A1 |
| СПОСОБ РЕЗКИ И ОБРАБОТКИ ЭНЕРГЕТИЧЕСКОЙ СТРУЕЙ, НЕСУЩЕЙ АБРАЗИВНЫЙ ПОРОШОК, И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2118587C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВОСТРУЙНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2001 |
|
RU2207242C2 |
| Способ очистки внутренней поверхности труб | 1989 |
|
SU1703423A1 |
Изобретение относится к области абразивоструйной обработки деталей. Целью изобретения является расширение технологических возможностей. Для этого в абразивоструйном устройстве, содержащем коллектор с соплами для подачи жидкости-знергоносителя и пульпопровод с отверстиями, расположенными соосно соплам, коллектор выполнен в виде соосно установленных в гильзе 1 цилиндрических вкладьшей 5, в которых радиально установлены сопла. Соосно коллектору установлен пульпопровод для гидроабразивной суспензии, вьтолненный из состыкованных колец 10, имекяцих поперечные отверстия 11, расположенные в одной плоскости с сопла т. Вкладыши 5 с соплами коллектора и кольца 10 пульпопровода закреплены на штуцере 2 для подвода жидкости-энергоносителя с возможностью установочного поворота относительно продольной оси устройства. 6 ип. (Л
.З
Вид/
Фиг. 2
в-В
(ригЛ
Г -Г
f9
tfiue.S
А А
П
дзагб
| Абразивоструйное устройство | 1982 |
|
SU1038214A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
