(Л
С

| название | год | авторы | номер документа |
|---|---|---|---|
| Торцовый шлифовальный круг | 1987 |
|
SU1569205A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2008 |
|
RU2385215C1 |
| Устройство для торцового шлифования | 1990 |
|
SU1785494A3 |
| Сборный абразивный круг для торцового шлифования | 1985 |
|
SU1289662A1 |
| ЭЛЕКТРОМАГНИТНОЕ УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ ЭКСПЛУАТАЦИОННЫХ ДИСБАЛАНСОВ ТОРЦОВЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2009 |
|
RU2417149C1 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2314189C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2200653C2 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2008 |
|
RU2347671C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ШЛИФОВАНИЯ С СООБЩЕНИЕМ КРУГУ УГЛОВЫХ КОЛЕБАНИЙ | 1999 |
|
RU2163185C1 |
| АЛМАЗНО-АБРАЗИВНЫЙ ПРЕРЫВИСТЫЙ ТОРЦОВЫЙ ИНСТРУМЕНТ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2303517C2 |
Изобретение касается шлифования плоскостей различных изделий. Цель изобретения - повышение качества изделий. Это достигается тем, что на периферийной поверхности сегментов, обращенной от центра инструмента, выполнены продольные каналы, одна из боковых сторон каждого из которых лежит в одной плоскости со стороной канала, выполненного на поверхности сегмента, обращенного к центру инструмента. При этом боковые стороны каждого из крайних каналов на обращенной к центру инструмента стороне лежат в одной плоскости с ребром, образованным пересечением наклонной боковой грани сегмента и его наружной стороны. 3 ил.
Изобретение относится к производству режущего абразивного инструмента и может быть использовано на машиностроительных, приборостроительных и других заводах для шлифования плоских поверхно- . стей тормом круга.
Цель изобретения - повышение стойкости инструмента.
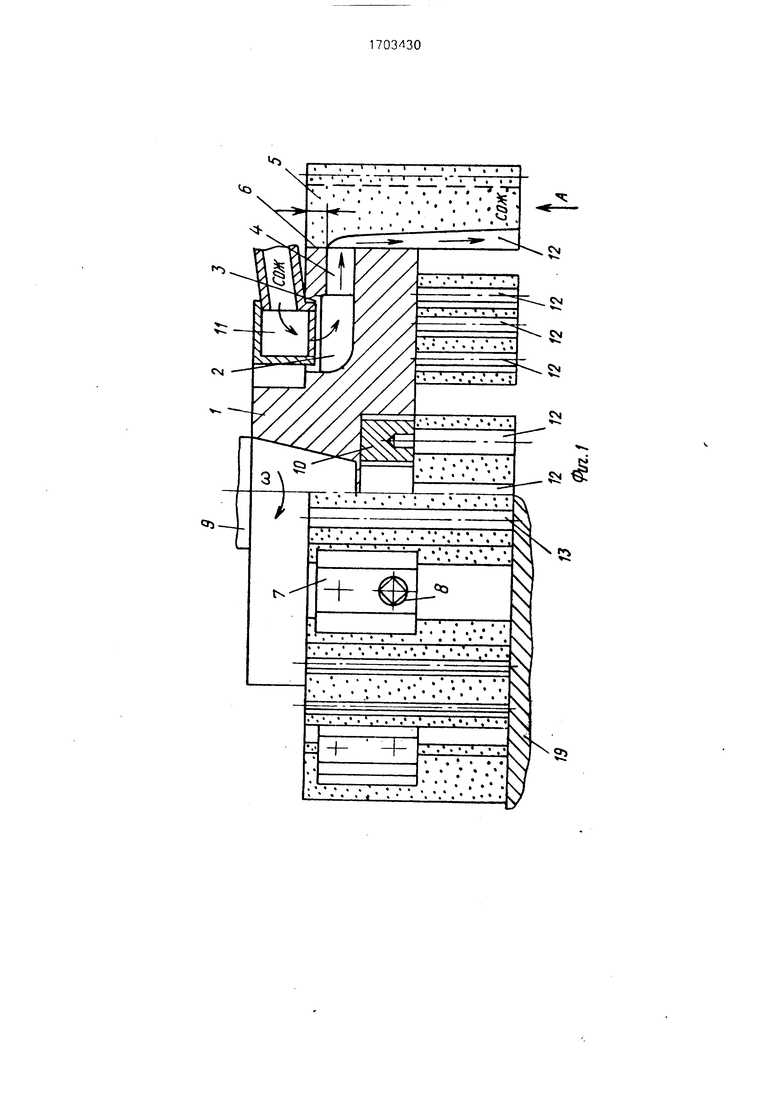
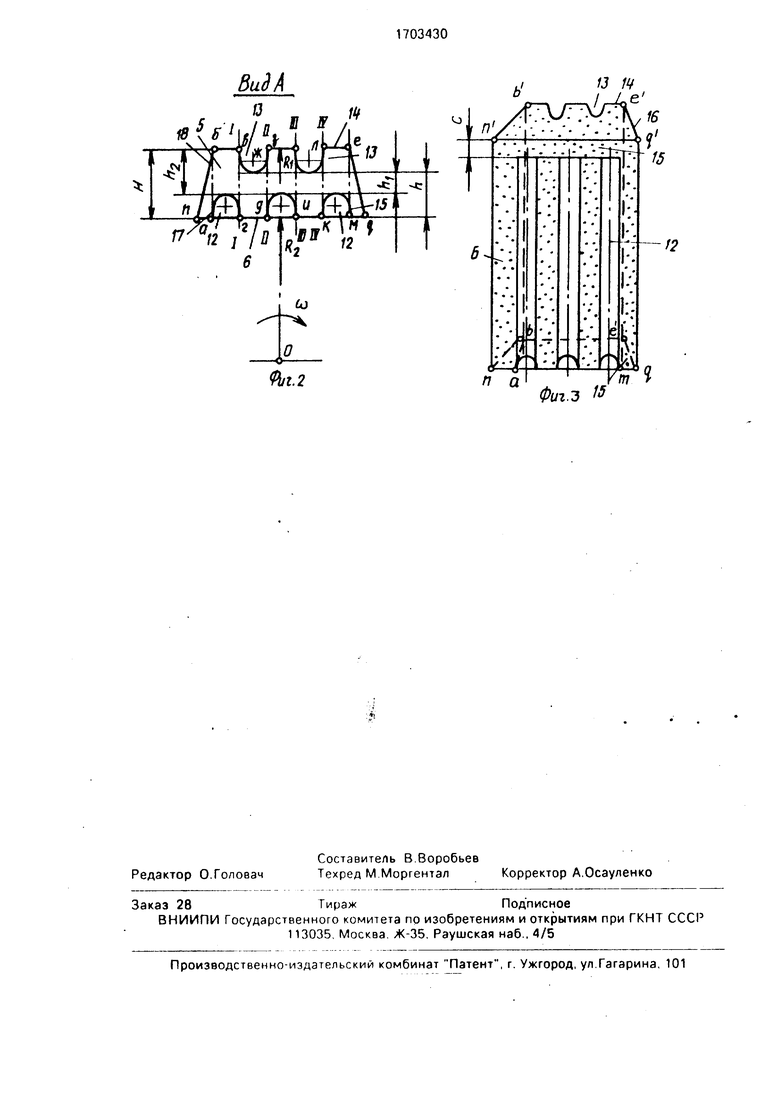
На фиг. 1 изображен сборный абразивный круг для торцового шлифования с чет- верт ным разрезом; на фиг.2 - вид А на фиг. 1: на фиг.З - сегмент, аксонометрия.
Сборный абразивный круг (САК) для торцового шлифования состоит из планшайбы (корпуса) 1, в которой выполнены лопатки 2, расположенные в кольцевой расточке 3, и отверстия 4 для выхода смаэочно-охлаж- дающей жидкости (СОЖ) из планшайбы. Абразивные сегменты 5 устанавливают на плоскость 6 по периферии планшайбы и закрепляют их к планшайбе 1 с помощью сухарей 7 и болтов 8. Собранный инструмент
устанавливают на шпиндель 9 шлифовального станка и закрепляют гайкой 10. Устройство для подвода СОЖ к инструменту выполнено в виде кольцевого трубопровода 11, направление течения СОЖ в зону резания изображено стрелками (фиг, 1). Абразивный сегмент 5 имеет ряд каналов 12, выполненных на поверхности, обращенной к центру 0 инструмента, и каналов 13, выполненных по периферийной поверхности 14, наиболее удаленной от центра 0(Ri R2).
Каналы 13 выполнены на поверхности 14 между каналами 12 так, что боковые грани каналов 13 лежат в одной плоскости I-I, ll-ll, Ill-Ill, IV-IV с боковыми гранями каналов 12 соответственно. Каналы 12 являются глухими, т.е. они имеют поясок шириной С для устранения утечек СОЖ из инструмента вверх.
Боковая грань 15 крайнего правого канала 12 при своем продолжении проходит через прямую ее пересечения боковой поvi
о
со
4 OJ
о
верхности 16 сегмента 5 и наружной поверхности 14. Боковая грань 17 крайнего левого канала 12 при продолжении проходит через прямую (ребро) бб пересечения боковой поверхности 18 сегмента и поверхности 14.
Сборный абразивный круг работает следующим образом.
Включают вращения шпинделя 9 с установленным на нем САК. Подают СОЖ по трубопроводу от насоса в конструкцию инс- трумента. СОЖ поступает в кольцевую расточку 3, отверстия 4 планшайбы 1, каналы 12 сегментов 5 и непосредственно в плоскость резания.
Под действием центробежной силы СОЖ выбрасывается из инструмента в направлении от центра 0, омывая режущую поверхность сегмента по площадкам абвг, джзи, клем. Крайние треугольники абп не омываются СОЖ, Не омываются СОЖ также площадки гвжд и излк.
Наибольшие тепловыделения в поверхностном слое детали 19 в тех местах контакта ее с сегментом, где выше скорость резания. Такие участки с максимальным тепловыделением создаются полосой сегмента, ширина которого равна H-h. Скорость резания со RI больше о) R2. поэтому и тепла выделяется больше по полосе сегмента шириной H-h, чем H-h2. В этой связи для уменьшения теплонапряженности в названной области сегмента необходимо устранить участки сухого резания или свести их площадь к минимуму. Этот минимум можно приблизить почти к нулю, если на поверхно- сти 14 выполнить каналы 13, причем чтобы боковые грани каналов 13 и каналов 12 лежали в плоскости l-l, ll-ll, Ill-Ill, IV-IV. Уменьшение площадей участков сухого резания достигается не только расположени- ем боковых граней каналов 12 и 13 в одной плоскости, но размещением граней 15 и 17 каналов 12 1&к. что при их продолжении они попадйют в точки е и б соответственно.
Смещение грани 15 вправо, а грани 17 влево за пределы соответственно точек е и б нецелесообразно из-за чрезмерного утон шения стенки mq и an абразивного сегмента, что приводит к недостаточности ее прочности и возможности разрушения. Кро-
ме этого, смещение грани 15 вправо, а грани 17 влево за пределы точек е и б нецелесообразно еще и потому, что часть СОЖ используется неэффективно, не попадая в контакт между абразивом и заготовкой по всей высоте Н сегмента, что приводит к недоиспользованию функциональных свойств СОЖ.
Предлагаемый САК изготовлен в материале и проведены испытания известного и предлагаемого кругов на операции торцового шлифования дисков трения. Испытания показывают, что при одинаковой характеристике абразивного материала сегментов 93А 40 НСа5Б обоих кругов, расходе СОЖ 50 л/мин, режимах резания Vpes 30 м/с, SB - 0,5 мм/мин, Пстола 21 об/мин в поверхностном слое обработанных дисков остаточные напряжения растяжения в 1,2-1,3 раза меньше по сравнению с результатами обработки дисков известным инструментом. Кроме этого, в результате уменьшения площади сухого трения улучшается режущая способность сегментов и период их стойкости на 12-15%.
Формула изобретения Сборный абразивный инструмент для торцового шлифования, выполненный и виде корпуса с закрепленными на нем абразивными сегментами с наклонными боковыми гранями и с продольными каналами на обращенной к центру инструмента стороне и связанными с полостью для СОЖ. отличающийся тем, что, с целью повышения стойкости инструмента, на наружной стороне каждого из сегментов выполнены продольные каналы, оси которых параллельны имеющимся и смещены относительно них так, что одна из боковых сторон каждого канала, расположенного на одной стороне сегмента, лежит в одной плоскости с одной из боковых сторон канала, расположенного с другой стороны сегмента, при этом боковые стороны каждого из крайних каналов на обращенной к центру инструмента стороне лежат в одной плоскости с ребром, образованным пересечением наклонной боковой грани сегмента и его наружной стороны.
о го «г
го о гBuJA
и s
kjyjrtvMV :
r/ T2/°| Iff 1
17Ч7П
6
Фиг.2
b1
13 Щ /r-be
12
Фиг.Ъ М
| Авторское свидетельство СССР № 1484655, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
