Фие.1
Изобретение относится к производству абразивных инструментов и может применяться при шлифовании различных материалов после закрепления сегментов в несущей основе (например, в металлическом корпусе, планшайбе) и сообщении рабочих движений.
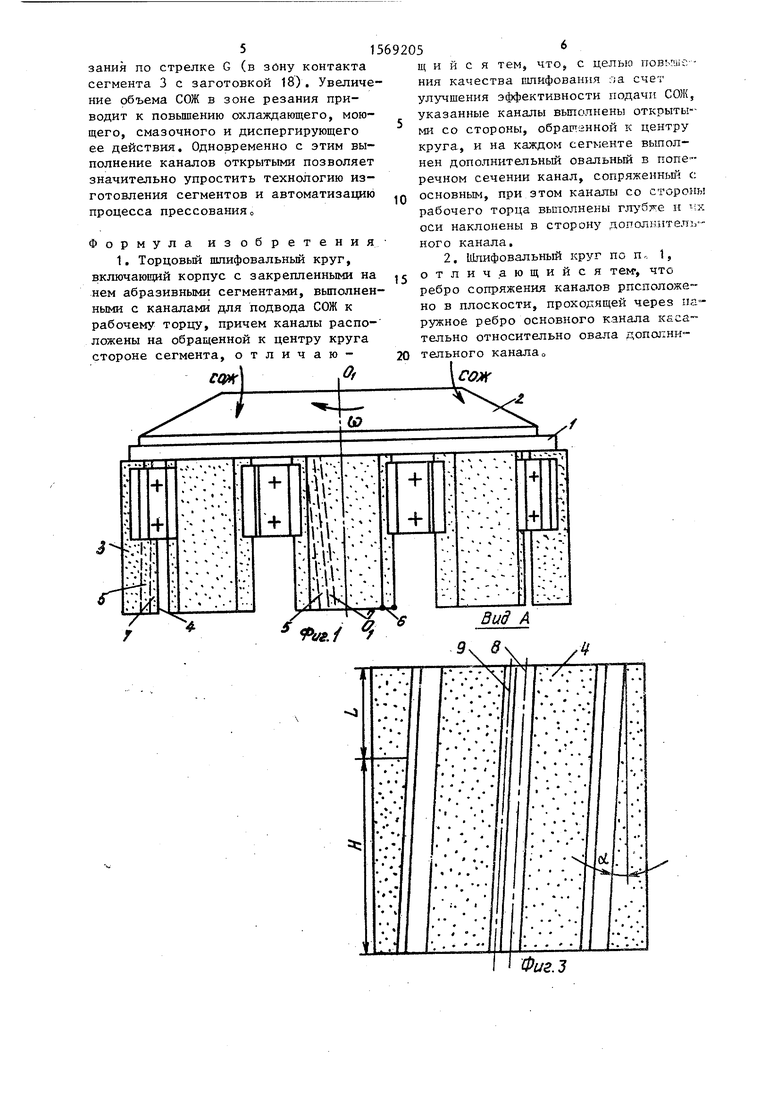
Целью изобретения является повышение качества шлифования за счет улучшения эффективности подачи сма- зочно-охлаждающей жидкости (СОЖ). На фиг. 1 представлен торцовый шлифовальный круг, общий вид; на фиг. 2 - абразивный сегмент, вид сверху на фиг. 3 - вид по стрелке А на фиг. 2} на фиг. 4 - узел I на фиг. 2„
Торцовый шлифовальный круг (фиг.1) состоит из корпуса 1, на котором закреплено устройство 2 для подачи СОЖ выполненное в виде конической чаши из легкого материала, например полистирола. Абразивные сегменты 3 закреплены на периферии корпуса 1 с помощью крепежных элементов и имеют установочную (базовую) плоскость 4, обращенную внутрь инструмента Со стороны установочной плоскости 4 выполнены основные каналы 5, предназначенные для направления СОЖ в зону резания. От основных каналов 5 в направлении к задней режущей кромке 6 выполнены дополнительные каналы 7, имеющие меньшее, чем основные каналы 5, поперечное сечение овальной формы. Дополнительные каналы 7 предназначены для создания встречного аэродинамического потока, препятствующего проникновению аэродинамического потока, обтекающего установочную плоскость 4,в каналы 5,по которым течет СОЖ в зону резания (фиг. 2)0 Для увеличения скорости течения СОЖ по каналам 5 в зону резания оси каналов 5 наклонены под углом (фиг. 3) в сторону задней режущей кромки 6 и под углом А в сторону от центра вращения Ot (фиг. 4). На тако же угол о наклонены оси 9 дополнительных каналов 7, в результате оси основных 5 и дополнительных 7 каналов скрещиваются„ Образующая CD, ко- торая является общей для обоих каналов 5 и 7, лежит в плоскости 10, касательной к дополнительному каналу 7 (по линии CD) и проходящей через прямую EF - наружное ребро основного канала 5. Горизонтальные оси 11 и 12
с
„ 5 5 0 5
0
5
-обоих каналов 5 и 7 наклонены к установочной поверхности сегмента 3 под , 90В„ Этот наклон необходим /jj я создания условий, при которых . С Ж, попавшая в канал 5, не выплескивалась из него под действием инерци- онлых сил, возникающих при транспортировке ее в канале 5 в процессе быстрого вращения сегмента относительно оси 0,0,0
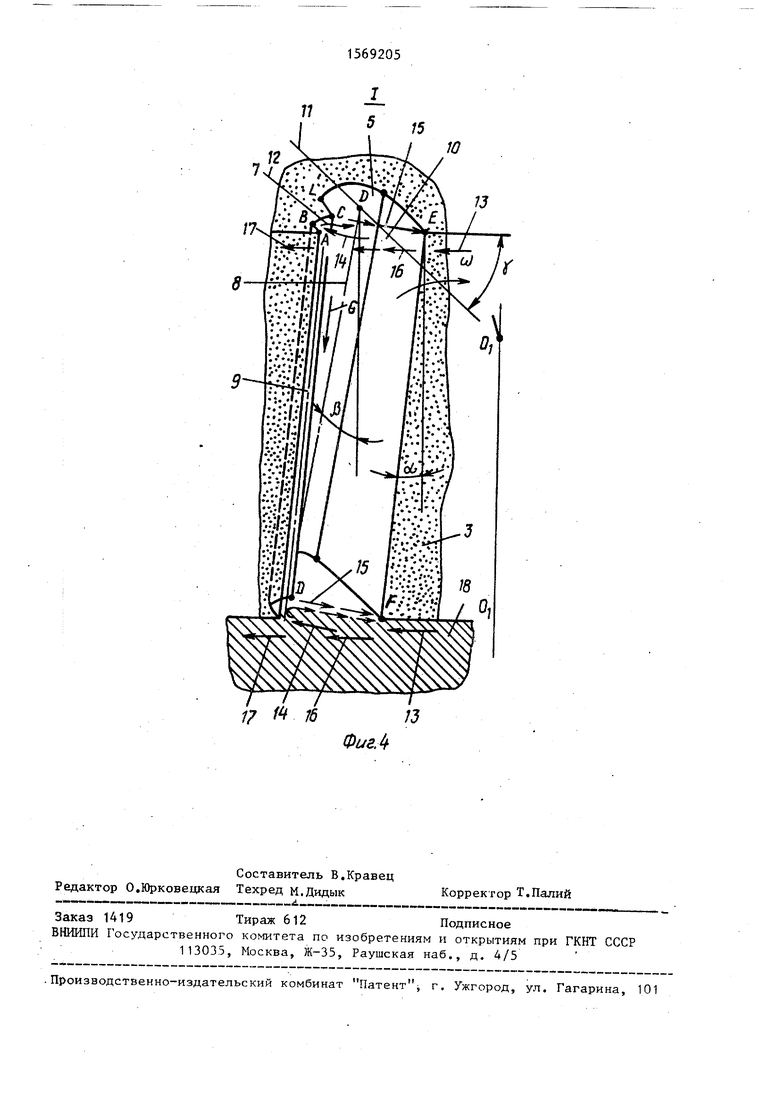
На элементарную массу СОЖ, попав- ш - в канал 5, действуют центростремительное ач и касательное ар ускорения, которые, суммируясь векторно, создают результирующее ускорение а (фиг. 2), При этом под действием тангенциального ускорения а СОЖ, прижимаясь к левой стороне канала 5, при его полном заполнении может выплескиваться из канала. Чтобы этого не происходило, угол у, наклона горизонтальной оси 11 к установочной плоскости 4 должен определяться по формуле
у 90° arctg(aVa4).
При таком значении СОЖ не может выплеснуться из канала при его заполнении до уровня точки С (фиг. 4). Значения ускорений а, а1- вычисляются на основании известных режимов резания при торцовом шлифовании.
В процессе шлифования инструмент, а следовательно, и абразивные сегменты 3 вращаются относительно оси Q.,0., с угловой скоростью 6U (фиг. 1 и 4). При TIDM воздушный поток 13 обтекает установочную плоскость сегмента „ При встрече потока 13 со стенкой АВ дополнительного канала 7 оп- ( ределенная часть 14 потока 13 начинает обтекать канал 7 по дуге ABC. Пройдя профиль ABC, воздушный поток 14 получает направленное движение в виде потока 15 в сторону к прямой EF, т0е„ навстречу начальному потоку 13. Встречный воздушный поток 15, достигнув прямой EF, взаимодействует с начальным потоком 13, отклоняя его в направлении от канала 5 (поток 16), т.е. препятствуя проникновению потока 13 в канал 5, по которому течет СОЖ в зону резания В результате этого поток 13 не может вытеснить СОЖ из канала 5 и минует его в виде потока 17. Следовательно, вся СОЖ, попавшая в канал 5 из устройства 2 для подачи СОЖ, направляется в зону резания по стрелке G (в зону контакта сегмента 3 с заготовкой 18). Увеличение объема СОЖ в зоне резания приводит к повышению охлаждающего, моющего, смазочного и диспергирующего ее действия. Одновременно с этим выполнение каналов открытыми позволяет значительно упростить технологию изготовления сегментов и автоматизацию процесса прессования„
Формула изобретения1. Торцовый шлифовальный круг, включающий корпус с закрепленными на нем абразивными сегментами, выполненными с каналами для подвода СОЖ к рабочему торцу, причем каналы расположены на обращенной к центру круга стороне сегмента, отличаюл
1
НА
&
1569205
щ и и с я тем, что, с целью певуче - ния качества шлифования ;а счет улучшения эффективности подачи СОЖ, указанные каналы выполнены открытыми со стороны, обрагзнной к центру круга, и на каждом сегменте выполнен дополнительный овальный в поперечном сечении канал, сопряженный с
основным, при этом каналы со стороны рабочего торца выполнены глубже и i у. оси наклонены в сторону дополнительного канала.
2. Шлифовальный круг по гь 1,
отличающийся тем-, что ребро сопряжения каналов рпсположе- но в плоскости, проходящей через наружное ребро основного канала касательно относительно овала дополнительного канала0
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный абразивный инструмент для торцового шлифования | 1989 |
|
SU1703430A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2008 |
|
RU2385215C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2200653C2 |
| СПОСОБ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2000 |
|
RU2182531C2 |
| Устройство для подачи смазочно-охлаждающей жидкости | 1979 |
|
SU856776A1 |
| ЭЛЕКТРОМАГНИТНОЕ УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ ЭКСПЛУАТАЦИОННЫХ ДИСБАЛАНСОВ ТОРЦОВЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2009 |
|
RU2417149C1 |
| Сборный абразивный круг для торцового шлифования | 1985 |
|
SU1289662A1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187423C1 |
| Способ подачи смазочно-охлаждающей жидкости в зону при внутреннем шлифовании | 1989 |
|
SU1646821A1 |
Изобретение может быть использовано при производстве абразивных инструментов. Цель изобретения - повышение качества шлифования за счет улучшения эффективности подачи СОЖ. АБРАЗИВНЫЕ СЕГМЕНТЫ 3, ЗАКРЕПЛЕННЫЕ НА КОРПУСЕ 1, ВЫПОЛНЕНЫ С ОТКРЫТЫМИ ОСНОВНЫМ 5 И ДОПОЛНИТЕЛЬНЫМ 7 КАНАЛАМИ ДЛЯ ПОДАЧИ СОЖ в зону резания. Дополнительные каналы имеют овальную форму в поперечном сечении и ребро их сопряжения с основными каналами лежит в плоскости, проходящей через наружное ребро основного канала касательно к дополнительному каналу. Каналы 5, 7 выполнены более глубокими со стороны рабочего торца сегмента, а их оси наклонены в сторону дополнительного канала. 1 з.п.ф-лы, 4 ил.
Фиг.З
8
ю
13
/3
Фиг А
| Сборный абразивный круг для торцового шлифования | 1985 |
|
SU1289662A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
