Изобретение относится к металло- обрйботке, а именно к сборным абразивным кругам.
Целью изобретения является повышение стойкости круга за счет обес- , печения подачи смазочно-охлаждаю- щей жидкости (СОЖ) по всей плоскости сегментов.
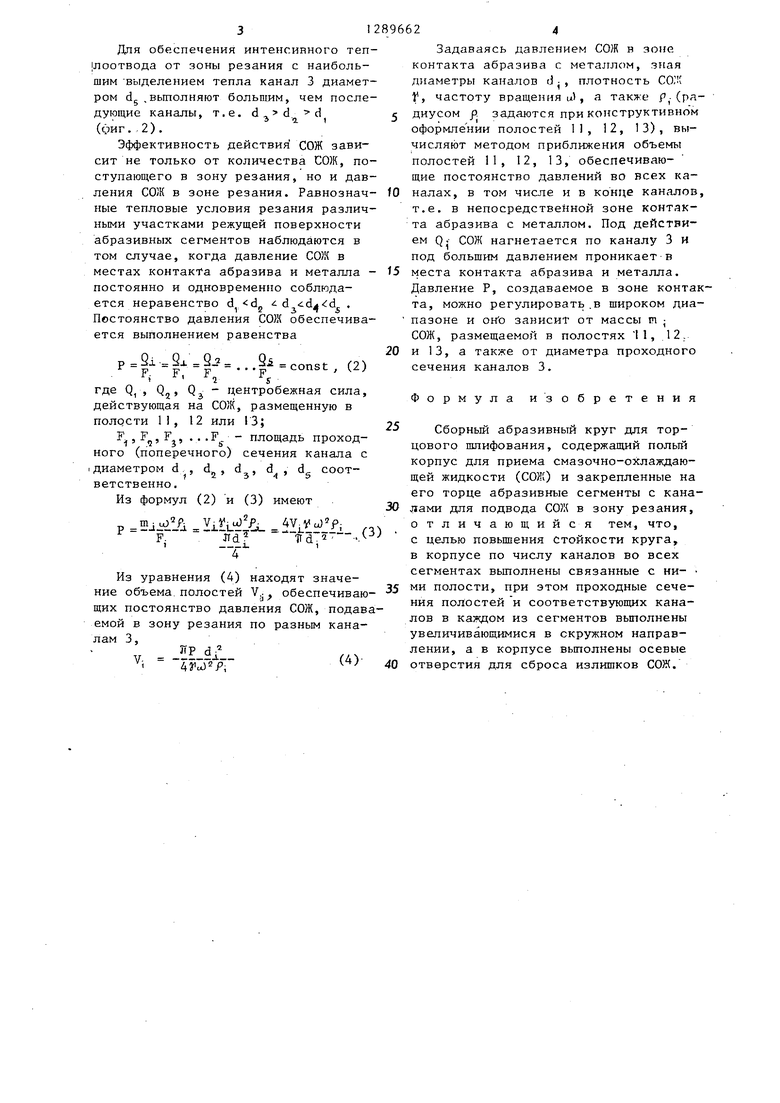
На фиг.1 представлен сборный абразивный круг для торцового шлифо- JO вания; на фиг.2 - вид А па фиг.1; на фиг.З - вид Б на фиг.I.
Сборный абразивный круг для торцового шлифования состоит из корпуса 1, вьшолненного в виде чаши, по пе- J5 риферии которого установлены и закреплены абразивные сегменты 2 с каналами 3 для .подвода СОЖ в зону резания. К корпусу сверху прикрепляется коническая чаша 4, имеющая кана- 20 лы 5 для подвода СОЛ( к сегментам. В верхней части чаши 4 выполнено отвер- стие, диаметр которого больше диаметра шпинделя 6, на котором закрепляется инструмент. Благодаря этому 25 после установки инструмента на шпинделе 6 образуется кольцевая щель 7 для возможности поступления СОЖ из тора 8 (кольцевого трубопровода) через окружную щель 9 внутрь чаши 4,. 30 Каналы 3 в абразивных сегментах 2 выполнены вблизи внутренней их поверхности, обращенной к центру вращения инструмента (т.О). Площадь проходного (поперечного) сечения каналов 3 35 возрастает в окружном направлении вращения инструмента, т.е. в направлении стрелки и), диаметры каналов увеличиваются d , d d ..
В чаше ,4 выполнены перегородки 40 10, образующие полости 11-13, имеющие различную длину дуги окружности ЕЗ Е,- За счет различных длин дуг Е входных участков для СОЖ индивидуальные приемные полости 45 II - 13 имеют различные проходные сечения. Длина дуги f входного участка для СОЖ, направляемой в канал 3 минимального диаметра Е,, на- значается меньше по сравнению с ду- 50 гами fj и Е. В результате этого в индивидуальной полости 11, предназначенной для приема СОЛ(, направляемой в дальнейием по каналу 3 минимального диаметра, может сосре- 55 доточиться меньше СОЖ, чем в остальных индивидуальных полостях 12 или 13. Каналу 3 с наибольшим диаметром d соответствует дичина f,. входного
-
,
JO
J52025303589662.2
участка для ССЖ, которая больше чем Ей t , благодаря чему в емкости 13, предназначеннырг для приема СОЖ и направления ее в канал наибольшего диа- - метра d , сосредотачивается самое большее количество СОт по сравнению с другими полостями II или 12. Между секторов 2 в корпусе 1 выполнены осевые отверстия 14 для сброса излипжоа СОЖ на обрабатываемую деталь .
В работе абразивные сегменты 2 контактируют с металлом заготовки, осуществляя обработку. При этом СОЖ непрерывно поступает по тору 8 через щель 9, через кольцевой зазор 7 - внутрь конической чапи 4. Под действием быстрого вращения инструмента и благодаря перегородкам 10 СОЖ устремляется в полости 11, 12 и 13, при этом на СОЖ действует центробежная сила
Q
PI
где п.
и) ..
- масса СОЖ, размещенной в полости;
циклическая частота вращения инcтpyмeнтaJ расстояние, на котором отстоит центр массы СОЖ, находящейся в индивидуальной полости, от оси вращения инструмента.
Ввиду того, что длины дуг 1 , Ej и fg различны, то объемы полостей 11 12 и 13 также различны и следовательно, различны массы т- СОИ в емкостях 11, 12 и 13 и Q . 0д Q.
Вследствие того, что абразивный сегмент 2 вступает в работу передней поверхностью, при этом припуск в большей своей части снимается режу- П1ей поверхностью, прилегающей к передней поверхности, то в этой области происходит наиболее интенсивное тепловыделение.
По мере удаления участков режущей поверхности сегмента в направлении от передней поверхности к задней глубина резания постепенно уменьшается и, сг едовательно, уменьшается скорость поступления тепла в заготовку..
При гаком неодинаковом тепловыделении вдоль окружной линии контакта сегмента в область резания поверхностью сегмента, прилегающей к передней грани, следует подавать больше СОЖ, чем в область контакта, прилегающую к задней грани сегмента 2.
31289662
Для обеспечения интенсивного теп- отвода от зоны резания с наибольм -выделением тепла канал 3 диаметкоди д оф чи п щи н т та ем по
ром d. .вьтолняют большим, чем послет, е.
,
дующие каналы, (фиг. 2) .
Эффективность действия СОЖ зависит не только от количества СОЖ, поступающего в зону резания, но и давления СОЖ в зоне резания. Равнозначные тепловые условия резания различными участками режущей поверхности абразивных сегментов наблюдаются в том случае, когда давление СОЖ в
местах контакта абразива и металла - t5 места контакта абразива и металла,
постоянно и одновременно соблюдается неравенство d dj d , Постоянство давления СОЖ обеспечивается выполнением равенства
р 2i 2а. 9- 2-5 const (2) F F F F i-uiibL , .j
где Q, , Q, Qj центробежная сила, действующая на СОЖ, размещенную в полости 11, 12 или 13;
F, F, FJ , . . . F. - площадь проходного (поперечного) сечения канала с .диаметром d ,, d., d, d,, d ветственно.
Из формул (2) и (3) имеют
..
i
4
COOT Yi.. п
а.. уравнения (4) находят значение объема, полостей V, обеспечиваю- щих постоянство давления СОЖ, подаваемой в зону резания по разным каналам 3,
- V. (4)
4Уи)2Я,
Задаваясь давлением СОЖ в зоне контакта абразива с металлом, зная диаметры каналов d , плотность СО, t, частоту вращения ul, а также Я,-(радиусом р. задаются при конструктивном оформле нии полостей 11, 12, 13), вычисляют методом приближения объемы полостей 11, 12, 13, обеспечивающие постоянство давлений во всех каналах, в том числе и в конце каналов, т.е. в непосредственной зоне контакта абразива с металлом. Под действием Q. СОЖ нагнетается по каналу 3 и под большим давлением проникает-в
Давление Р, создаваемое в зоне контакта, можно регулировать.в широком диапазоне и OHto зависит от массы m j СОЖ, размещаемой в полостях 11, 12. и 13, а также от диаметра проходного сечения каналов 3.
Формула изобретения
25
Сборный абразивный круг для торцового пшифования, содержащий польп корпус для приема смазочно-охлаждаю- щей жидкости (СОЖ) и закрепленные на его торце абразивные сегменты с кана- 30 лами для подвода СОЖ в зону резания, отличающийся тем, что, с целью повьшения стойкости круга, в корпусе по числу каналов во всех сегментах выполнены связанные с ни- ми полости, при этом проходные сечения полостей и соответствующих каналов в каждом из сегментов выполнены увеличивающимися в окружном направлении, а в корпусе выполнены осевые отверстия для сброса излишков СОЖ.
0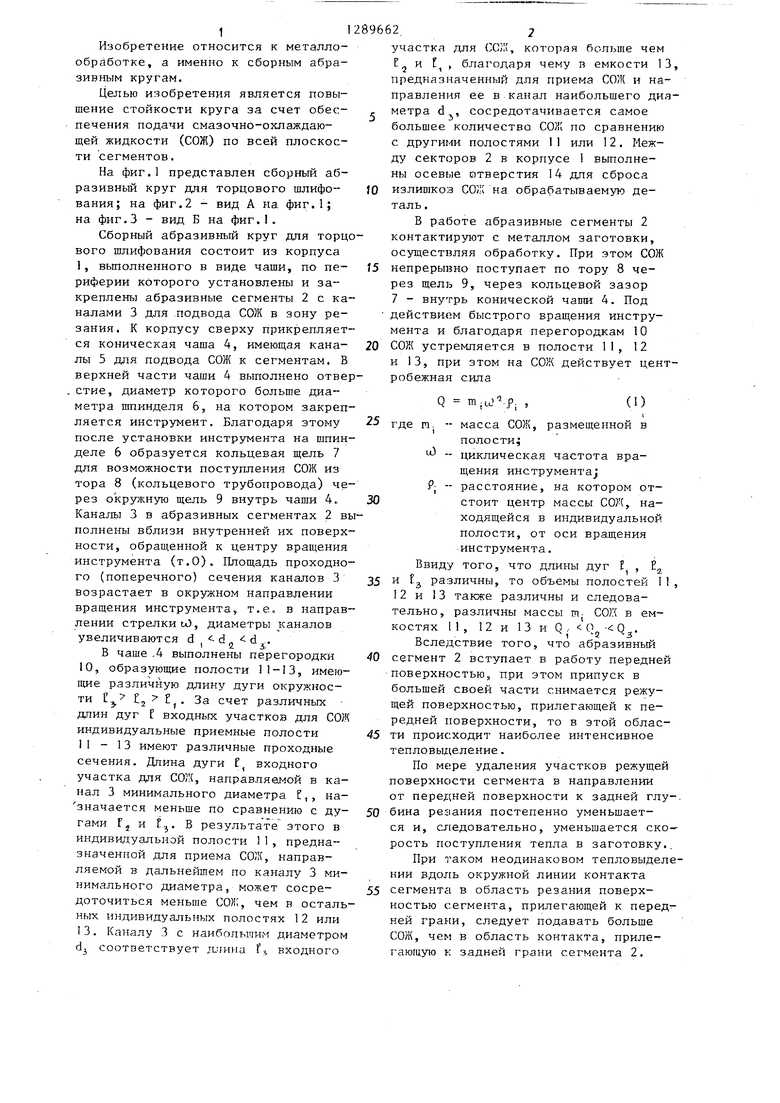
| название | год | авторы | номер документа |
|---|---|---|---|
| Торцовый шлифовальный круг | 1987 |
|
SU1569205A1 |
| Способ управления упругими перемещениями при шлифовании | 1983 |
|
SU1098772A1 |
| СПОСОБ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2000 |
|
RU2182531C2 |
| ДИСКРЕТНЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2008 |
|
RU2385216C2 |
| СБОРНЫЙ АБРАЗИВНЫЙ КРУГ | 1996 |
|
RU2153970C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2008 |
|
RU2385215C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
| Сборный абразивный инструмент для торцового шлифования | 1989 |
|
SU1703430A1 |
| Отрезной абразивный круг | 1990 |
|
SU1738627A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284893C1 |
Изобретение относится к металлообработке, а именно К сборным абразивным кругам. Целью является повышение стойкости круга. Круг имеет корпус 1 в виде чаши с полостями 11 -.13 разного нроходного сечения, связанными с каналами 3 абразивных сегментов 2, закрепленных на торце корпуса 1. Проходные сечения каналов 3, а также соответствующих каналам полостей 11 - 13 увеличиваются в окружном направлении вращения круга. 3 ил. fJS.3 (Л tarni. ГО о© со О)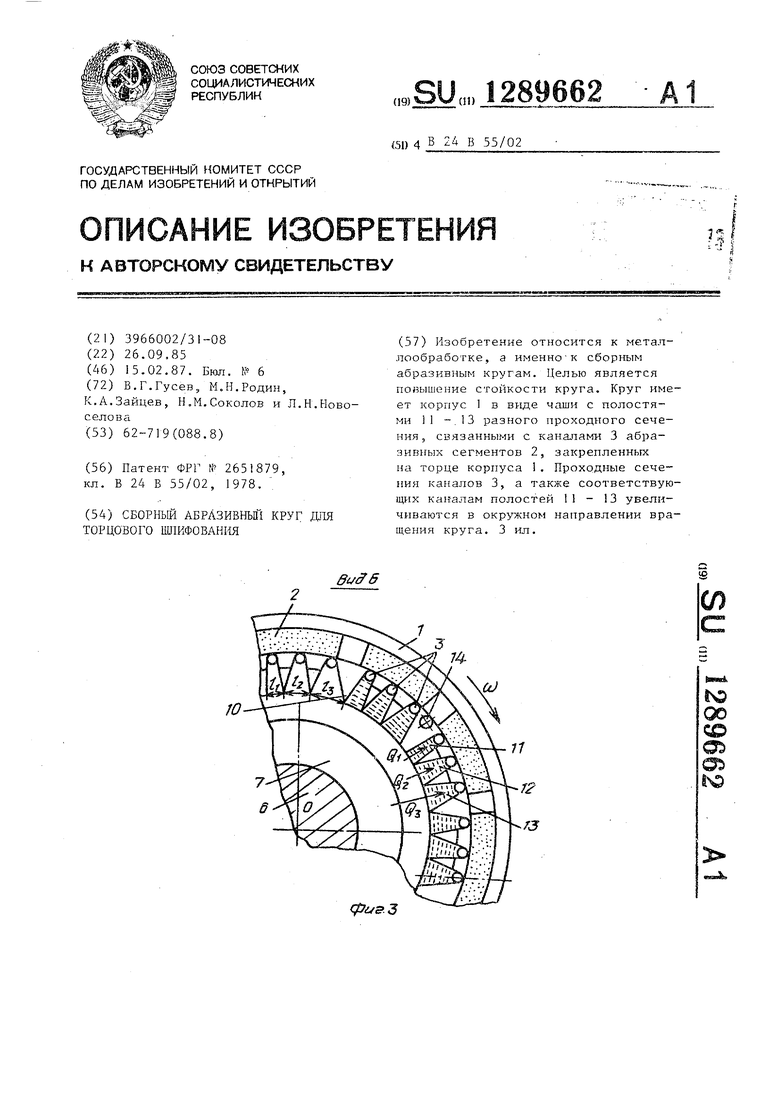
,:7/f
cm
о
Ъ
Pe,r:SKTop Л.Повха
Заказ 7852/14 Тираж 738Иодгип-их
ВНИЖ1И Государственного комитета СССР
по делам изобретений и открыгиг 11303:5, Москва, ), Раушская 5чаб,, д. 4/3
| ЭЛЕКТРИЧЕСКАЯ ЗУБНАЯ ЩЕТКА СО МНОЖЕСТВОМ ДВИЖЕНИЙ ЩЕТИНОК, СОЗДАЮЩИХ ЭФФЕКТИВНОЕ ОЧИЩЕНИЕ СО СЛЫШИМЫМ ЗВУКОМ, ДЛЯ ВОЗДЕЙСТВИЯ НА СОЗНАНИЕ | 2014 |
|
RU2651879C2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
