Изобретение относится к изготовлению абразивного инструмента и может быть использовано в области машиностроения, в чаоности при полировании деталей.
Целью изобретения является повышение качества обработки полировальным инструментом.
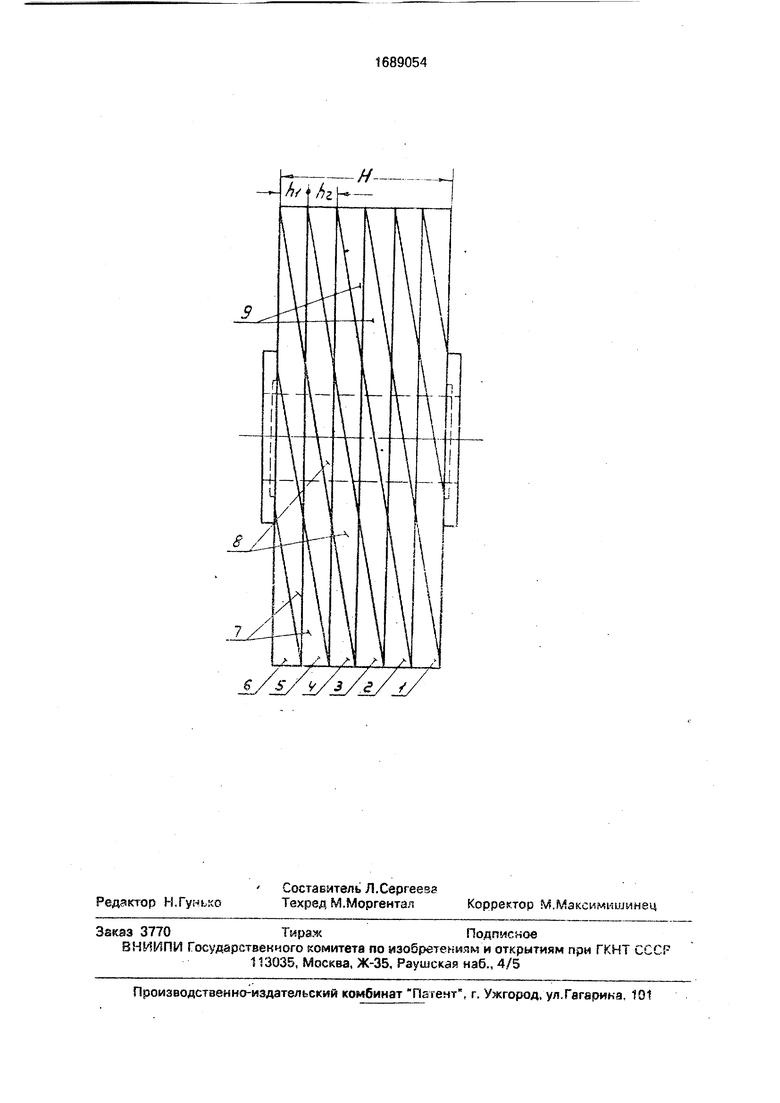
На чертеже изображен сборный полировальный инструмент, выполненный из тканевых дисков.
Способ заключается в том, что инструмент (круг), выполненный из нескольких дисков 1-6 хлопчатобумажной палаточной или ситцевой ткани ширимой hi, пропитывают 6-10%-ным водным раствором алюмокали- евых солей AIK(504)2 12 НаО илиалкилфос- фатами калия АФК-10. Порошок алюмо- калиевых солей (АКК ГОСТ 4329-68 или АФК-10) засыпают в воду, перемешивают и раствор нагревают до температуры 40- 50°С. В него помещают круг и выдерживают в растворе в течение 1,5-12 ч, а затем круг просушивают при 18-20°С. При пропитке раствором элюмокалиевой соли AIK(S04b 12 НаО ее молекулы проникают внутрь волокон и прочно связывяютсч с ними. Это повышает упругоэластичные свойства волокон и придает ткани огнезащитные свойства.
В процессе полирования на вращающийся круг наносят абразивную пасту, например твердую белую или розовую, и рабочую поверхность круга вводя - в контакт с обрабатываемой деталью В момент контакта с увеличением давления повышается температура в рабочей зоне и расплавляется пропиточный раствор алюмокалиевой соли и связка пасты. При этом абразивная паста размывается и покрывает тонким слоем рабочую поверхность круга. При повышении давления и температуры в рабочей зоне импрегнатор раствора AIK(S04b 12H20 выделяет молекулы воды Н20. которые при дальнейшем нагреве превращаются о пар и вспенивают слой пасты. При этом уменьшается температура в рабочей зоне и исключается возможность самовозгорания отходов
Г
СК СО
ю о ел ь
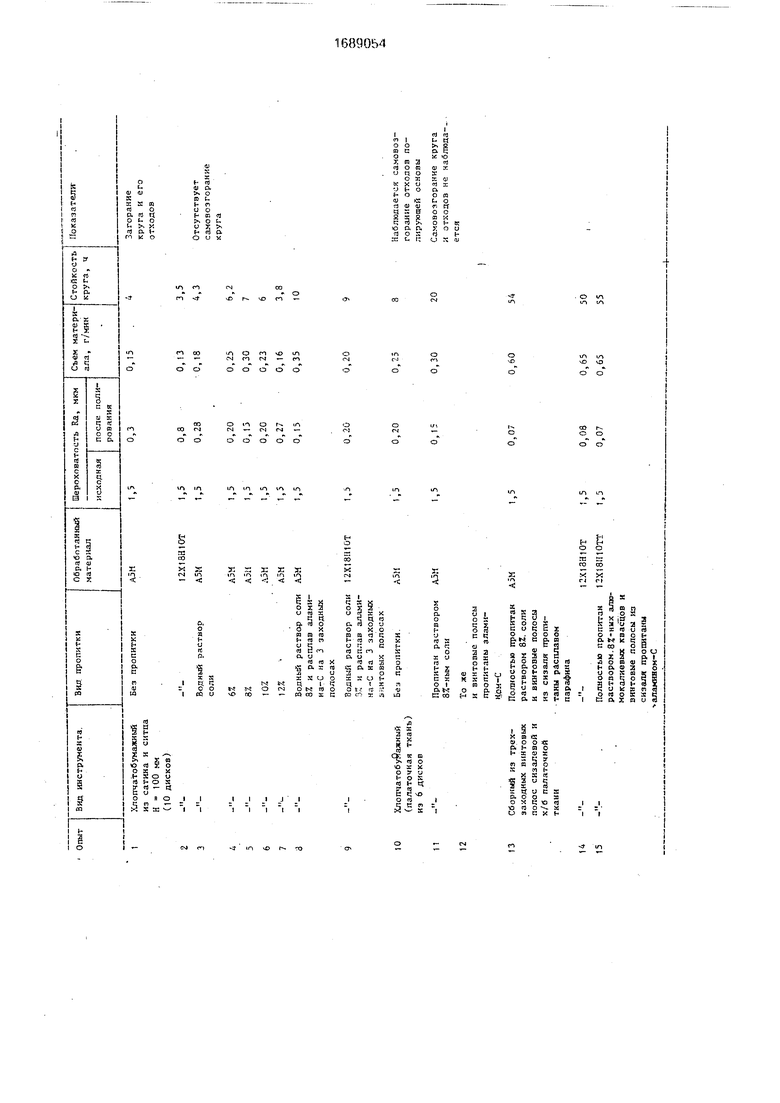
молирозания и полирующей тканевой основы круга и уменьшаема потенциальная по- жароопасность. Кроме тоге, вспенивание и расплапление пасты формирует тонкий ус тойчивый c.i ;D J . пасты между инструментом- деталью размягчает полирующую основу ткани в рабочей зоне, уменьшает силу трения, H-tpMtiWiMttupyeT адсорбционные про- цес,сы ЦЈцалениЈ( материала г, поверхности детали, а облегчав удаление отходов полирования из. рабочей зоны, за счет чего уменьшаете оысога шероховатости обработанной поверхности повышается производительность о пагюгкм. Причем с увеличением даплм S4 кругл на деталь и произво- дительнс ти обработки не ухудш сг- я кэче- с тво обгчябопнГ Ой поверхности и HP самовозгораемся, гюлирующая основа круга. При введении в р.эотоор менее 6% алю- мокалиевой соли снижаются упругоэластич- ные свойства ткани и уменьшается стабилизирующее действие импрегнатора на температуру в рабочей зоне. При этом уменьшается производительность обработки и более медленно снижается высота шероховатости при обработке поверхности. При введении в раствор более 10% алюмокали- еаой соли повышается хрупкость волокон хлопчатоЬумажно, о полотна и увеличивается ЛЬ/о расхо.. Kj Vi h и снижается в 1,2 раза произ... л.оггь илпирования. Наилучшие pe3yj i-:-Ts по эксплуатационным свойствем 11олиро- лльмг о круга из хлопчатобумажных ткчмеи с внесением на круг тпердой белой пасты получают при содержании н иппрсгнаторе 8% алюмокалиевой соли.
На втором этапе изготовления полировальною кругя ткчиесун: основу дисков, отдельные участки круга в виде многоза- ходных винтовых полос 7-9 дополнительно пропитывают отвердевающим расплавов органического поверхностно-активного вещества (ПАВ), например аламином-С содержащим 25% парафина и 75% меламина, модифицированною жирными кислотами, или раствором парафина. Осуществляют пропитывание винтовых полос 7- 9 рабочей поверхности pyia одинаковой ширины hi, которые чередуют в окружном направлении относительно непропитанных расплавом ПАВ участков 2. 4 6 шириной ha. Ширину hi пропитываемых участков пьктолняют в пределах 0,5-1.0 ширины г непропитанных расплавом ПАВ участков, например пропитывают расплавом алзмина-С, или парафина, три участка винтовых полос 7-9 шириной мм в виде трехзаходного винта на полной высоте Н инсфумонта. При
ТрОПИТЬ ЛЛНИИ MHOI О, 1 1ХСДг1ЫХ ОИНТОВЫХ ПОЛОС одинаковой ширины с чередованием относительно непротманных расплавом ПАВ участков не образуется статическая неуравновешенность круга.
В другом варианте способ изготовления
круга с двухэтзпной ппопиткой заключается в гом, что диски из материалов разной жес- т кости, например диски 1,3,5 из сиэалевой ткани укладкой по ПТУ-2-036-77 и диски , 4.
0 6 из хлопчатобумажной палаточной ткани с укладкой по ПТУ-2-036-016-77 разрезают от цент ра к периферийной поверхности. Затем их укладывают с чередованием в окружном наплавлении в виде мнггозаходных L.HHTO5 вых полос, например, тр хзаходмых (полосы 7, 8 9 и 2. 4, 6 или попоем 1,3 5 и 2. 4, 6). Причем дополнительную пропитку расплавом отвердевающего c piэпического ПАВ, аламином-С, осущссгилякп Ьо/iee естких в
0 радиальном направлении вин i осы полос 1, 3. 5 из сизалевой ткани.
Повторная дополнительнач пропитка отдельных винтовых участков 7, Я, 9 круга (фиг. 1) расплавом отвердевающего органи5 ческого состава ПАВ, содержащего парафин и меламин, модифицированный жирными кислотами, придает полирующей основе антистатические свойства и увеличивает плотность И повышает до 2,5 раз оздиэльную
0 жесткость многозаходных BI.HTOBUIX участков периферийной поверхности инструмента. Кроме того дополнительное покрытие составом ПАВ, содержащим парафин, образуют пленки, которые препятствуют испаре5 нию молекул воды из раствора члюмо- калиевой соли с поверхности (инструмента). При этом стабилизируется устойчивое покрытие алюмокалиевыми квасцами волокон полотна и повышается прочность
0 полирующей основы круга за счет снижения фупчивания полотна.
В процессе полирования кругом, изго- топленным по предлагаемому способу и обладающему переменной пэдиальной жест
5 ьостью в окружном и осеком направлении, в момент контакта активизируется механическое воздействие полирующей осноьм и абразивного порошка т:асты с нероглючЛй ми шероховатости на поверхности детали,
0 возрастает химическое и адсорбционное воздействие связки пасты и ПАВ с мг ячлом и исключается накопление зарядог стс ТИ е- ского электричества на круге за образования на волосах ткани пленки ПАВ,
5 которая снижает трение волоксч между собой и деталью Причем пропитка составом ПАВ /часткоа круг обладающих высокой радиальной жесткостью, уменысяс коэффициент трения между дета/ыо и :- тим1- участками При TC V Р момент г/.млч ения
нормального давления в контакте участков круга, обладающих повышенной радиальной жег, гкостью, не возрастает сила трения.
В момент вращения круга периферийная поверхность винтовой полосы, пропи- тайная отвердевающим ПАВ, перемещается в плоскости полирования под углом 30-60° относительно плоскости вращения круга. При этом в связи с различной радиальной жесткостью полос шириной hi и h2 и одинаковой их радиальной деформацией периодически изменяется давление полирующей осноиы участков винтовых полос с усилием, равным разности восстанавливающих сил в контакте круга и детали. В кон- такте периферии винтовых более жестких участков повышается давление на свободный абразив и деталь, возрастает пластическая деформация и интенсивно удаляется металл и неровности шероховатости на де- тали. Последующим движением по этим участкам детали менее жесткой полирующей основы с одноразовой пропиткой изменяется траектория движения волокон ткани и свободного абразива, снижается удельное давление участков круга на деталь и сглаживаются микронеровности на обрабатываемой детали. Вследствие периодической смены участке полирующей основы с раз- пропиткой в плоскости полирования под углом 30...60° (1 оси вращения круга интенсифицируется процесс съема металла 1 быстро скругляются и удаляются микронеровности шероховатости. Причем съем металла и снижение высоты шероховатости интенсифицируются также за счет адсорбционного воздействия покрытия органического ПАВ с метэллом и вспенивания слоя пасты при выделении молекул воды из раствора алюмокалиевой соли при повышении -, емпературы в рабочей зоне.
Для повышения точности посадочного внутреннего отверстия круга и надежности скрепления и прочного удержания хлопчатобумажного материала полирующей осно- вы в окресность внутреннего отверстия круга вовнутрь винтовой полосы тканевой основы круга вводят на полную ее длину
изогнутую по спирали провопоку. Концы проволоки выводят на горцы круга, а затем один из свободных концов проволоки про пускают через полирующую основу на поп ную высоту Н круга от торца к торцу. Послг1 этого концы проволоки скрепляют на одном торце круга путем их скругки. При этом соединяют свободные концы винтовыл попсс полирующей основы круга. Эти приемы повторяют для скрепления всех винтовых полос полирующей основы на торцах круга Повышение эксплуатационных свойств полировального круга,изготовленного предложенным способом, по сравнению с известным подтверждается также эксплуатационными испытаниями.
При использовании полировальных кругов в процессе обработки деталей из алюминиевого сплава А5М и нержавеющей стали 12Х18Н10Тс нанесением на рабочую поверхность круга твердой абразивной белой и розовой пасты уменьшается на 20-25% расход пасты и в 5-8 раз полировальных кругов из хлопчатобумажной палаточной, а также из ситцевой и сатиновой тканей, не наблюдается самовозгорания отходов полирующей основы круга, снижается в 1,8-2,2 раза высота неровностей шероховатости.
При увеличении до 3 раз нормального давления повышается в 1,7 раз производительность полирования и не ухудшается к« чество обработанной поверхности.
Данные сравнительных испытании представлены в таблице 1.
Формула изобретения
1.Способ изготовления полировального инструмента на тканевой основе, при котором последнюю пропитывают импрег- натором, отличающийсл тем что, с целью повышения качества обработки, ос- нойу пропитывают водным раствором 6- 10%-ной алюмокалиевой со/ ч.
2.Способ по п. 1, отличающийся тем, что отдельные участки основы в виде многозаходных винтовых полос одинаковой ширины дополнительно импрегнируют расплавом отвердевающего органического по- верхностнс-активного вещества Аламин-С.
8Z и расплав алами- иа-С на 3 заходных полосах
Водный раствор соли 12X18H1GT и расплав алями- ча-С на 3 ззходных ь- нтовых полосах
1,3
0,20
0,20
О)
оз
О
р
Ј,
| название | год | авторы | номер документа |
|---|---|---|---|
| Полировальный инструмент | 1989 |
|
SU1706850A1 |
| Полировальный инструмент | 1985 |
|
SU1274917A1 |
| Способ полирования | 1982 |
|
SU1215954A1 |
| Способ изготовления полировального круга | 1989 |
|
SU1703432A1 |
| КОМПОЗИЦИЯ ДЛЯ ПРОИЗВОДСТВА ПОЛИРОВАЛЬНОГО КРУГА | 2004 |
|
RU2263125C1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО КРУГА | 2003 |
|
RU2256677C1 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИРОВАЛЬНОГО ИНСТРУМЕНТА | 2008 |
|
RU2394050C2 |
| КОМПОЗИЦИЯ ДЛЯ ПРОПИТКИ ПОЛИРОВАЛЬНОГО КРУГА | 2004 |
|
RU2275399C1 |
| Состав для пропитки полировального инструмента | 1990 |
|
SU1787755A1 |
| КОМПОЗИЦИЯ ДЛЯ ПРОПИТКИ ПОЛИРОВАЛЬНОГО КРУГА | 2008 |
|
RU2357986C1 |
Изобретение относится к изготовлению абразивного инструмента и может быть использовано в области машиностроения Цель изобретения - повышение качества обработки полировальным инструментом. Инструмент, выполненный из нескольких дисков хлопчатобумажной палатоиной или ситцевой ткани шириной гц, пропитывают б...10%-ным водным раствором алюмокали- евых солей, молекулы которых проникают внутрь волокон и прочно связываются с ними, что повышает упругоэластичные свойства волокон и придает такни огнезащитные свойства 1 з п. ф-лы, 1 ил 1 тзбл
ХлопчатобуРалсный (палаточная ткань) из Ь дисков
СОоркый из трех- заходных винтовых полос снзалевой и х/в палаточной ткани
U (5
Без пропитки
Пропитан раствором 8%-нын соли
То же
и винтовые полосы
пропитаны зламиКом-С
Полностью пропитан раствором 8Z соли и винтовые полосы из сизаля пропитаны расплавом парафина
jV3M
1,5
0,30
0,07
0.50
20
Наблюдается самовоэ- г-;раяие отхолов по- лнрутощеП основы
Самовозгорание круга .1 отходов не наблюдается
54
- и
12Х13Н10Т 12X18II10TT
,5 1.5
0,08 0.07
0,Ь5 0,65
50 55
| Способ изготовления абразивного инструмента | 1985 |
|
SU1328180A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
