СО
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки абразивного инструмента | 1986 |
|
SU1367646A1 |
| СПОСОБ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2007 |
|
RU2354535C2 |
| Установка для пропитки абразивных кругов | 1991 |
|
SU1779568A1 |
| СПОСОБ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2007 |
|
RU2352451C1 |
| Способ пропитки абразивного инструмента | 1978 |
|
SU753626A1 |
| Импрегнатор абразивного инструмента | 1986 |
|
SU1348155A1 |
| Состав для пропитки абразивного инструмента | 1989 |
|
SU1703428A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2010 |
|
RU2440886C1 |
| Способ импрегнирования абразивного инструмента | 1981 |
|
SU1028494A1 |
| Способ изготовления абразивного инструмента | 1986 |
|
SU1373551A1 |
Изобретение относится к обработке металлов резанием, в частности к абразивной обработке. Цель - повышение производительности пропитки. Устройство содержит вакуумную камеру 1 с окном 2 для загрузки и выгрузки абразивного инструмента. Окно 2 расположено в нижней части камеры 1. Колено 3 установлено ниже уровня камеры 1 и связано с этой камерой через окно 2. Колено 3 предназначено для заполнения импрегнатором 4. 1 ил.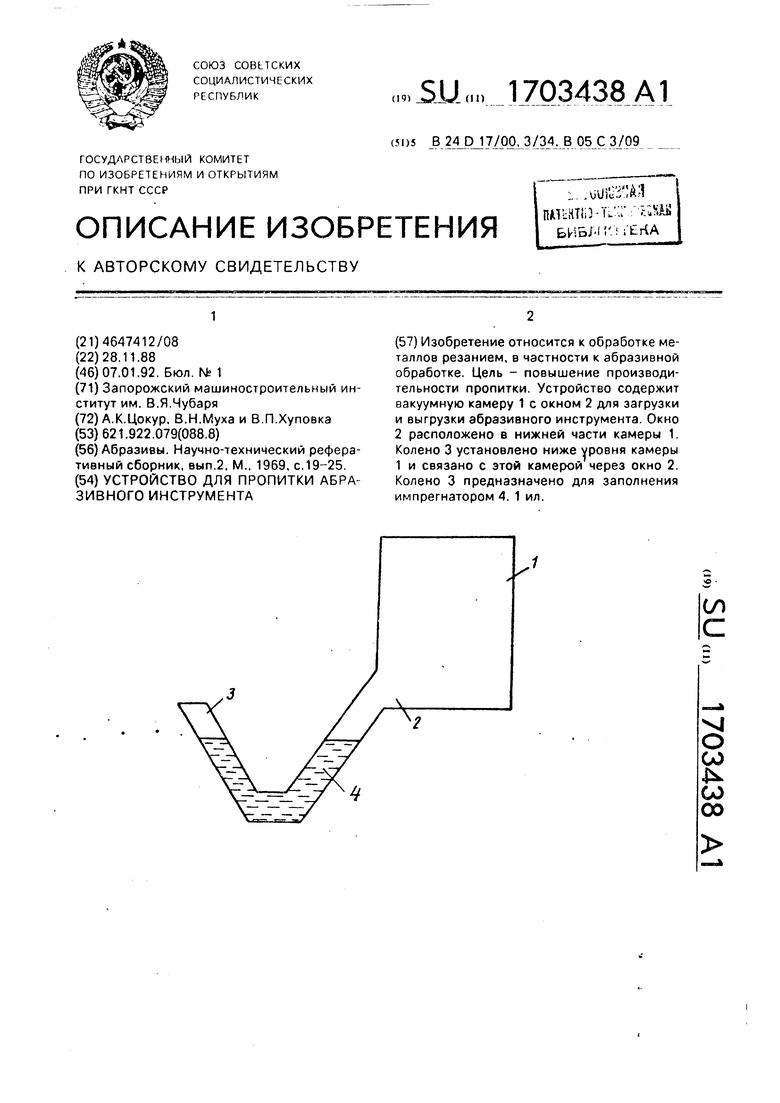
V
vj О
со
N СО CD
Изобретение относится к обработке металлов резанием, в частности к абразивной обработке.
Целью изобретения является повышение производительности пропитки.
На чертеже дана принципиальная схема предлагаемого устройства.
Устройство содержит вакуумную камеру 1 с окном 2 для загрузки и выгрузки абразивного инструмента, расположенным в нижней части камеры 1. Колено 3 предназначено для заполнения импрегнатором 4. Колено установлено ниже уровня камеры 1 и связано с этой камерой 1 через окно 2 для загрузки и выгрузки абразивного инс- трумента.
Устройство работает следующим образом.
Абразивный круг ПП 100x10x20 24 А 25 СМ 27 Кб (не указан на чертеже) подают в V-образное колено 3, заполненное импрегнатором 4 на водной основе, нагретым до 60°С (температуры жидкотекучести импрег- натора). Далее круг перемещают вдоль колена в течение 3 мин и загружают через окно 2 в вакуумную камеру 1. в которой он находится в течение 1 мин при давлении 45 кПа (350 мм рт.ст.), а затем из вакуумной камеры 1 через окно 2 выгружают абразивный круг обратно в колено 3 и перемещают по нему в течение 3 мин в атмосферу.
Попадая сначала в колено 3 с мипрегна- тором 4, абразивный круг подвергается одновременно прогреву и давлению столба жидкости, уменьшающегося от атмосфер- ного до вакуума, что приводит к разрушению тонких стенок замкнутых пор абразивного круга и тем самым способствует повышению степени пропитки. В вакуумной камере 1 абразивный круг подвергается действию вакуума, что приводит к интенсивному вытеснению воздуха из пор.
При перемещении пропитываемого инструмента из вакуумной камеры 1 BV-образ- ное колено 3 с импрегнатором 4 давление в
импрегнаторе 4 постепенно возрастает до атмосферного, происходит еще более полная пропитка. За весь процесс пропитки длительностью 7 мин достигнуто почти полное заполнение пор импрегнатором (90%).
Связь вакуумной камеры 1 с коленом 3, заполненным импрегнатором 4, обеспечивает непрерывность процесса загрузки и выгрузки абразивного инструмента. Процесс пропитки построен по принципу конвейера, исключающего необходимость разгерметизации при загрузке, выгрузке, последующей откачки и выхода на необходимый режим вакуумной камеры, что повышает производительность устройства по сравнению с прототипом, а также обеспечивает повышение степени пропитки за счет одновременного воздействия на абразивный инструмент температуры нагретого им- прегнатора и давления столба жидко сти, а также за счет последовательного изменения давления от атмосферного до вакуумного и наоборот.
Установка колена 3 ниже уровня камеры 1 обеспечивает возможность заполнения его импрегнатором для разделения зон с атмосферным давлением и вакуумом.
Предлагаемое устройство для пропитки абразивного инструмента по сравнению с прототипом обеспечивает повышение производительности в 2-3 раза и степени пропитки на 15%.
Формула изобретения Устройство для пропитки абразивного инструмента, выполненное в виде вакуумной камеры с окном для загрузки и выгрузки абразивного инструмента, отличающееся тем, что, с целью повышения производительности пропитки, оно дополнительно снабжено коленом, предназначенным для размещения импрегнатора и соединенным с окном загрузки, размещенным в нижней части камеры,- при этом колено расположено ниже уровня камеры.
| Абразивы | |||
| Научно-технический реферативный сборник, вып.2 | |||
| М., 1969, с.19-25 |
