Изобретение относится к изготовлению абразивного инструмента, в частности касается пропиточных составов абразивного инструмента.
Целью изобретения является повышение стойкости абразивного инструмента, уде;|ь- ной производительности шлифования и качества обрабатываемой поверхности.
Для этого в состав имнрегнатора, со- держандего самоотверждающийся полимер, дополнительно введена твердая смазка - диселенид молибдена, а в качестве самоот- верждаюш.его полимера импрегнатор содержит «А11атерм-1у, при этом ингредиенты взяты в следующем соотноп1ении, мас.%:
Диселенид молибдена25--35
«Анатерм-1у Остальное
Анаэробный материал «Анатерм-1у представляет собой однокомнонептнук) композицию жидкой консистенции на основе олиго- эфиракрилатов со строго определенным со- oTHoujenneM пероксидного инициатора, уско- ригеля и ингибитора и обладает высокой смачиваемосгьк) и капиллярными свойствами, а также способностью самоотверждать- ся в отсутствии кислорода. В процессе пропитки импре нируюци1Й состав, вытесняя воздух из пор круга, по. зано.чняет их и в отсутствии кислорода и в дцапазопе температур 15 - 35°С отверждается, обеспечивая моно.штность абразивного инструмента. При этом повышается ирочность и, следовательно, cToiiKOCTb круга при eio эксплуатации. Повышенные капиллярные свойства анаэробного материала нозволяюг производить полное и равномерное заполнение пор круга предлагаемым составом. Кроме того, проппгочньп состав, обладая более высокой, чем у воздуха, геплонроводпостью обеспечивает высокую скорость охлаждения режушего зерна круга, способствует уве;п1- чению доли гепла, уходящей в круг при шлифовании и, таким образом, уменьшает теп- лопапряжепность процесса шлифования. При температуре в зоне шлифования 450- 550°С в процессе обработки происходит деструкция полимера (термоокислите,льпая деструкция) с Г1ог,чош,ением эпергии, что дополнительно снижает температуру в зоне шлифования. При деструкции полимерного импрегнатора образуются также различные продукты окисления (|-идропероксиды, радикалы и др.), KcjTopbie, оказ1 1вая слабое травящее действие на обрабатываемую поверхность металла, снижают силы резания и в комплексе с диселенидом молибдена служат твердой смазкой при шлифовании, снижая коэффициент трения системы круг - обрабатываемый материал.
Диселенид молибдена, находясь в виде точечных включений в матрице отвержден- ного полимера, при шлифовании снижает коэффициент трения.
Компоненты импрегнатора взаимосяза- ны друг с другом. Применение в составе импрегнатора «Анатерм-1у, обладающего
0
5
0
5
0
5
0
5
0
5
высокими капиллярными свойствами, позволяет равномерно и полно распределить частицы диселенида молибдена в порах круга. Сам материал «Анатерм-1у недостаточно снижает коэффициент трения в зоне обработки, что потребовало введения компонента, обладающего сильными антифрикционными свойствами - диселенида молибдена.
Установленное количественное содержание твердой смазки (диселенида молибдена) является оптимальпым, так как при умень- П1ении ее содержания увеличивается коэффициент трения, а при увеличении - уменьшается прочность отвержденного полимер- пого материала и происходит его быстр1,|й износ при работе инструмента. Оптимальные условия работы абразивного инструмента обеспечиваются совокупностью взаимосвязанных свойств по,1имерпого материала и твердой смазки в предлагаемо.м количестве.
Для приготовления импрегнатора в нагретый до материал «Анатерм-1у (но не раствор), представляющий собой однородную жидкость, добавляется ме, 1кодисперспый порошок диселенида молибдена в количестве 30%. Смесь тщательно перемешивается. Диселенид молибдена находится в составе в виде суспензии.
Введение импрегнатора в абразивп1 1Й ппструмент производится медленным (со скоростью 1-2 мм/сек) погружением нагретых до 40 С абразивных кругов в раствор имнрегнатора за счет свободного капиллярного поднятия пропитывающего состава в порах круга. Время пропитки 5--10 мии в зависимости от формы и размера круга. После пропитки круга иодвергают суп1ке при 70 - 80°С в течение 4-5 ч д,;1я ускорения процесса полимеризации.
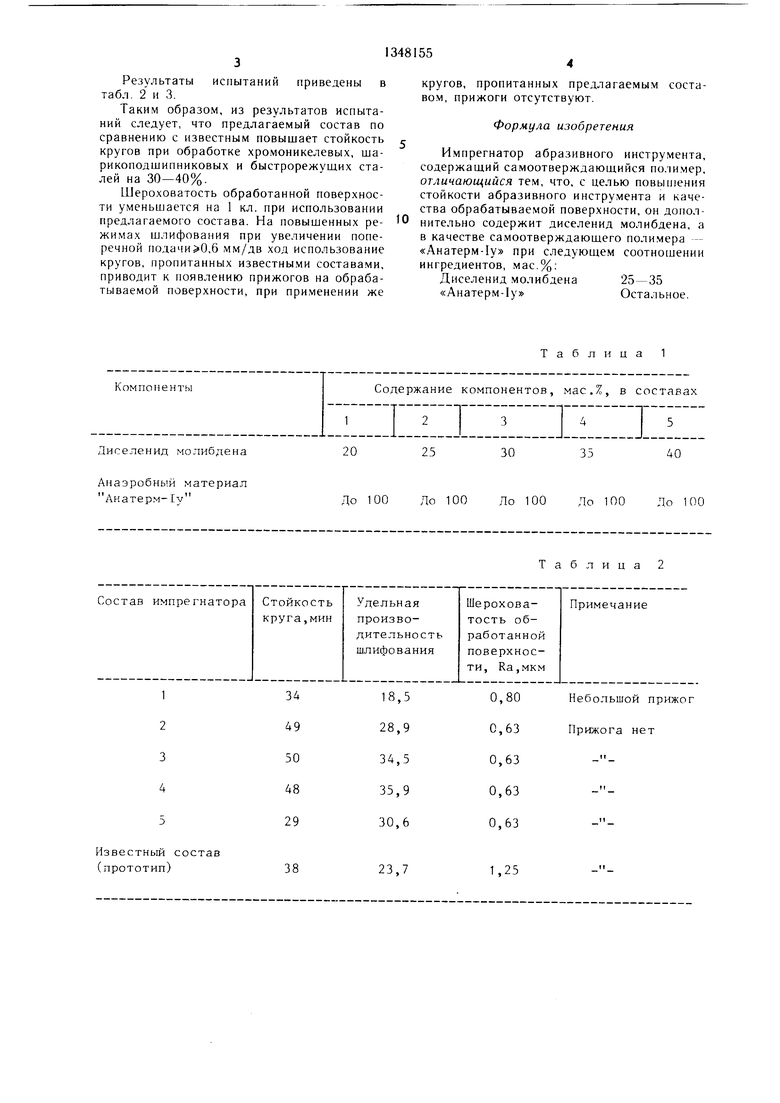
Д;|Я определения оптимального содержания компонентов было изготовлено несколько составов импрегнатора (табл. 1).
Для дапных составов О11ределен1 1 стойкость абразивного круга, удельная производительность и лифования и шероховатость обработанной поверхности.
Стойкость абразивного круга онределя- лась по времени работы круга .между правками (мин). Удельная производительность ц лифования - по соотношению за период стойкости круга, где Р« и Рчр - вес снятого металла и израсходованного абразива.
Качество обработки онределя.юсь но шероховатости поверхности и наличию прижо- гов на затачиваемой новерхности.
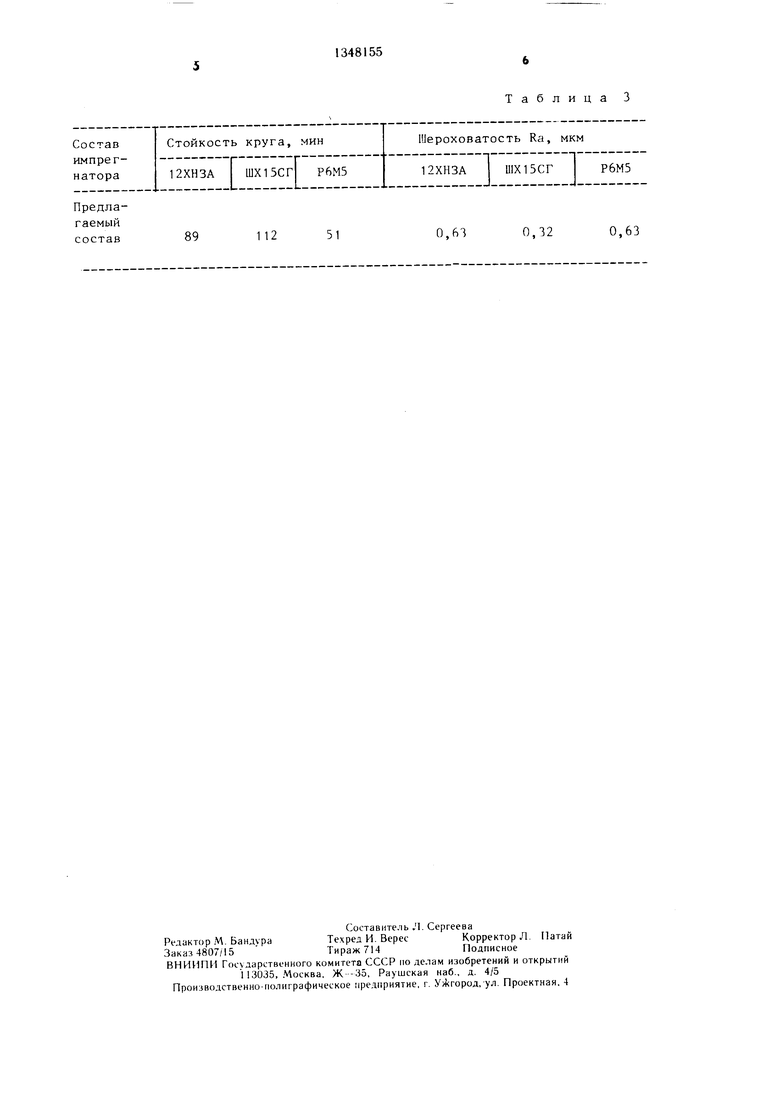
Предлагаемый имнрегнатор испытывался при обработке инструментальной быстрорежущей стали Р6М5 (HRC 64-65). Быстрорежущая сталь Р6М5 (табл. 2) относится к классу трудношлифуемых материалов из-за повышенного содержания ванадия в связи с дефицитностью вольфрама. Кроме того, проведены дополнительные испытания предлагаемого состава импрегнатора при обработке сталей 12 X НЗА и ШХ15СГ.
испытаний приведены в
Результаты табл. 2 и 3.
Таким образом, из результатов испытаний следует, что предлагаемый состав по сравнению с известным повышает стойкость кругов при обработке хромоникелевых, шарикоподшипниковых и быстрорежущих сталей на 30-40%.
Шероховатость обработанной поверхности уменьшается на 1 кл. при использовании предлагаемого состава. На повышенных режимах шлифования при увеличении поперечной подачи 0,6 мм/дв ход использование кругов, пропитанных известными составами, приводит к появлению прижогов на обрабатываемой поверхности, при применении же
Диселенид молибдена
Анаэробный материал Анатерм-Гу
20
25
30
35
40
До 100 До 100 До 100 До 100 До 100
1 2 3
4
Известный состав (прототиц)
кругов, пропитанных предлагаемым составом, прижоги отсутствуют.
Формула изобретения
Импрегнатор абразивного инструмента, содержащий самоотверждающийся полимер, отличающийся тем, что, с целью повып ения стойкости абразивного инструмента и качества обрабатываемой поверхности, он дополнительно содержит диселенид молибдена, а в качестве самоотверждающего полимера - «Анатерм-1у при следующем соотношении ингредиентов, мас.%:
Диселенид молибдена25-35
«Анатерм-1у Остальное.
Таблица 1
25
30
35
40
Таблица 2
0,80 0,63 0,63 0,63 0,63
1,25
Небольшой прижог Прижога нет
89
112
51
Таблица 3
0.63
0,32
0.63
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для пропитки абразивного инструмента | 1987 |
|
SU1468730A1 |
| Способ обработки абразивного инструмента | 1987 |
|
SU1481047A1 |
| Состав для пропитки абразивного инструмента | 1988 |
|
SU1634465A1 |
| Состав для пропитки абразивного инструмента | 1989 |
|
SU1660947A2 |
| Смазка для абразивной обработки металлов | 1989 |
|
SU1685980A1 |
| АНТИФРИКЦИОННАЯ СМАЗКА ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1991 |
|
RU2030449C1 |
| Смазка для абразивной обработки металлов | 1984 |
|
SU1188195A1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1366378A1 |
| Абразивная масса | 1977 |
|
SU767165A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2513175C1 |
Изобретение относится к изготовлению абразивного инструмента, в частности касается пропиточных составов абразивного инструмента. Целью изобретения является повышение стойкости абразивного инструмента, удельной производительности шлифования и качества обрабатываемой поверхности. Для этого состав импрегнатора содержит твердую смазку - диселенид молибдена и самоотверждающийся полимер - с Ана- терм-1у при следующем соотношении ингредиентов, мас.%: диселенид молибдена - 25-35; «Анатерм-1у - остальное. «Ана- терм-1у, обладаюш,ий высокими капиллярными свойствами, позволяет равномерно и полно распределить частицы диселенида молибдена в порах круга. Указанный состав снижает силы резания, коэффициент трения системы круг - обрабатываемый материал. 3 табл. СА:) 00 ел СП
| Способ изготовления абразивного инструмента | 1981 |
|
SU1000262A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
