объему. Гильза 8 охватывает пропитываемый круг и обеспечивает качественную рабочую периферийную поверхность круга, исключая образование наплывов импрегнатора. Установка позволяет избежать образование наплывов импрегнатора на поверхности изделий и проводить процесс на большой скорости вращения кругов. 2 з.п. ф-лы, 2 ил.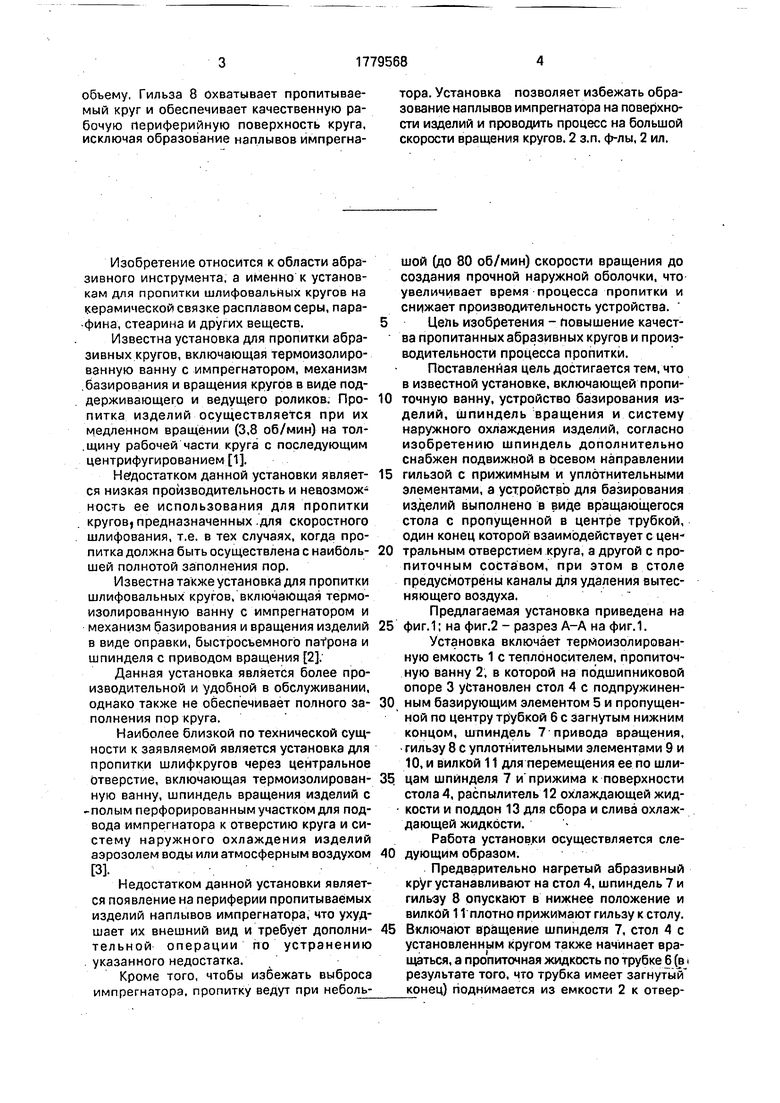
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2007 |
|
RU2352451C1 |
| Способ пропитки абразивного инструмента | 1983 |
|
SU1191273A1 |
| Способ пропитки абразивного инструмента | 1985 |
|
SU1293160A1 |
| СПОСОБ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2007 |
|
RU2354535C2 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА НА КЕРАМИЧЕСКОЙ СВЯЗКЕ, ПРЕДНАЗНАЧЕННОГО ДЛЯ ШЛИФОВАНИЯ ПЛАЗМЕННЫХ ПОКРЫТИЙ НА НИКЕЛЕВОЙ И ЖЕЛЕЗНОЙ ОСНОВЕ | 2013 |
|
RU2550681C1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1349983A1 |
| Способ изготовления абразивного инструмента на керамической связке | 1982 |
|
SU1038215A1 |
| Состав для пропитки абразивного инструмента | 1989 |
|
SU1703428A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2513175C1 |
| Способ пропитки шлифовального круга | 1984 |
|
SU1225777A1 |
Использование: при пропитке абразивных кругов расплавом серы, парафина и других веществ. Установка содержит пропиточную ванну 2, стол 4, установленный на подшипниковой опоре 3, шпиндель 7 привода вращения, гильзу 8 с уплотни- тельными элементами 9, 10 и вилкой 11, распылитель 12 охлаждающей жидкости и поддон 13 для сбора и отвода жидкости. По трубе 6 импрегнатор подается во внутреннюю полость круга и под действием центробежных сил распространяется по всему Ё V| VI ю ел о 00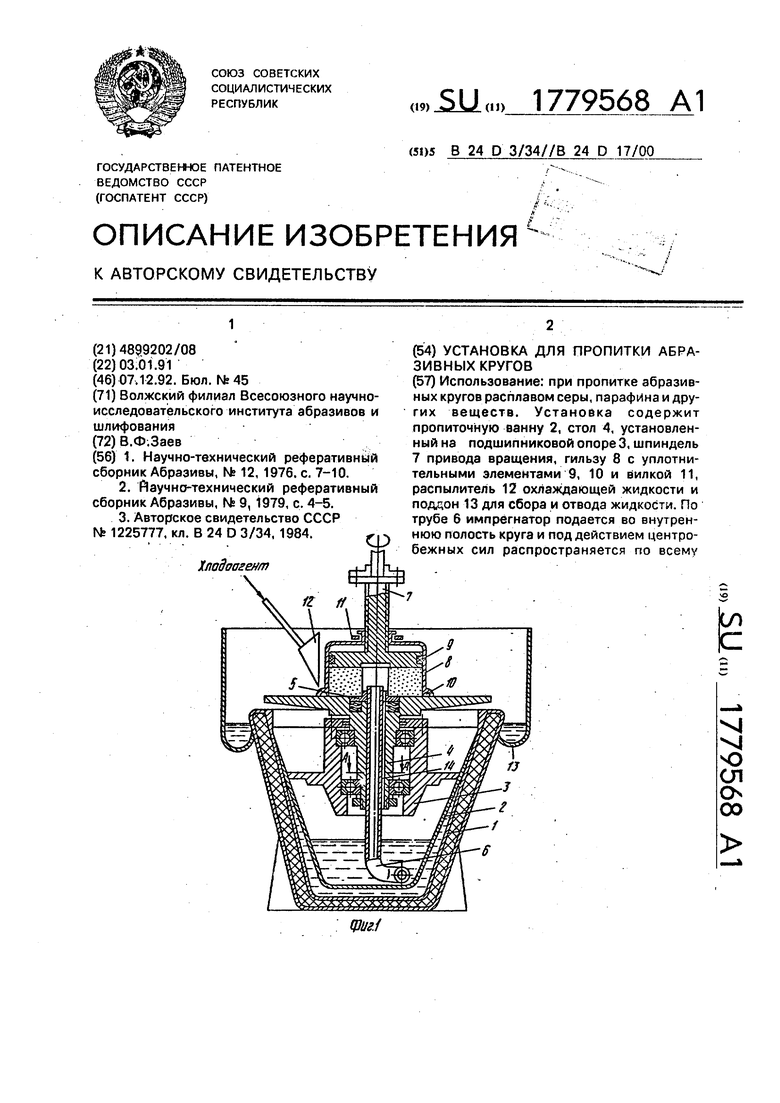
Изобретение относится к области абразивного инструмента, а именно к установкам для пропитки шлифовальных кругов на керамической связке расплавом серы, пара- -фина, стеарина и других веществ.
Известна установка для пропитки абразивных кругов, включающая термоизолиро- взнную ванну с импрегнатором, механизм базирования и вращения кругов в виде поддерживающего и ведущего роликов. Пропитка изделий осуществляется при их медленном вращении (3,8 об/мин) на толщину рабочей части круга с последующим центрифугированием 1.
Недостатком данной установки является низкая производительность и невозмож ность ее использования для пропитки кругов) предназначенных .для скоростного шлифования, т.е. в тех случаях, когда пропитка должна быть осуществлена с наибольшей полнотой заполнения пор.
Известна также установка для пропитки шлифовальных кругов, включающая термоизолированную ванну с импрегнатором и механизм базирования и вращения изделий в виде оправки, быстросъемного nafpoHa и шпинделя с приводом вращения 2.
Данная установка является более производительной и удобной в обслуживании, однако также не обеспечивает полного заполнения пор круга.
Наиболее близкой по технической сущности к заявляемой является установка для пропитки шлифкругов через центральное отверстие, включающая термоизолированную ванну, шпиндель вращения изделий с -полым перфорированным участком для подвода импрегнатора к отверстию круга и систему наружного охлаждения изделий аэрозолем воды или атмосферным воздухом
Недостатком данной установки является появление на периферии пропитываемых изделий наплывов импрегнатора, что ухудшает их внешний вид и требует дополнительной операции по устранению указанного недостатка.
Кроме того, чтобы избежать выброса импрегнатора. пропитку ведут при небольшой (до 80 об/мин) скорости вращения до создания прочной наружной оболочки, что увеличивает время процесса пропитки и снижает производительность устройства.
Цель изобретения - повышение качества пропитанных абразивных кругов и производительности процесса пропитки.
Поставленная цель достигается тем, что в известной установке, включающей пропиточную ванну, устройство базирования изделий, шпиндель вращения и систему наружного охлаждения изделий, согласно изобретению шпиндель дополнительно снабжен подвижной в осевом направлении
гильзой с прижимным и уплотнительными элементами, а устройство для базирования изделий выполнено в виде вращающегося стола с пропущенной в центре трубкой, один конец которой взаимодействует с центральным отверстием круга, а другой с пропиточным составом, при этом в столе предусмотрены каналы для удаления вытесняющего воздуха.
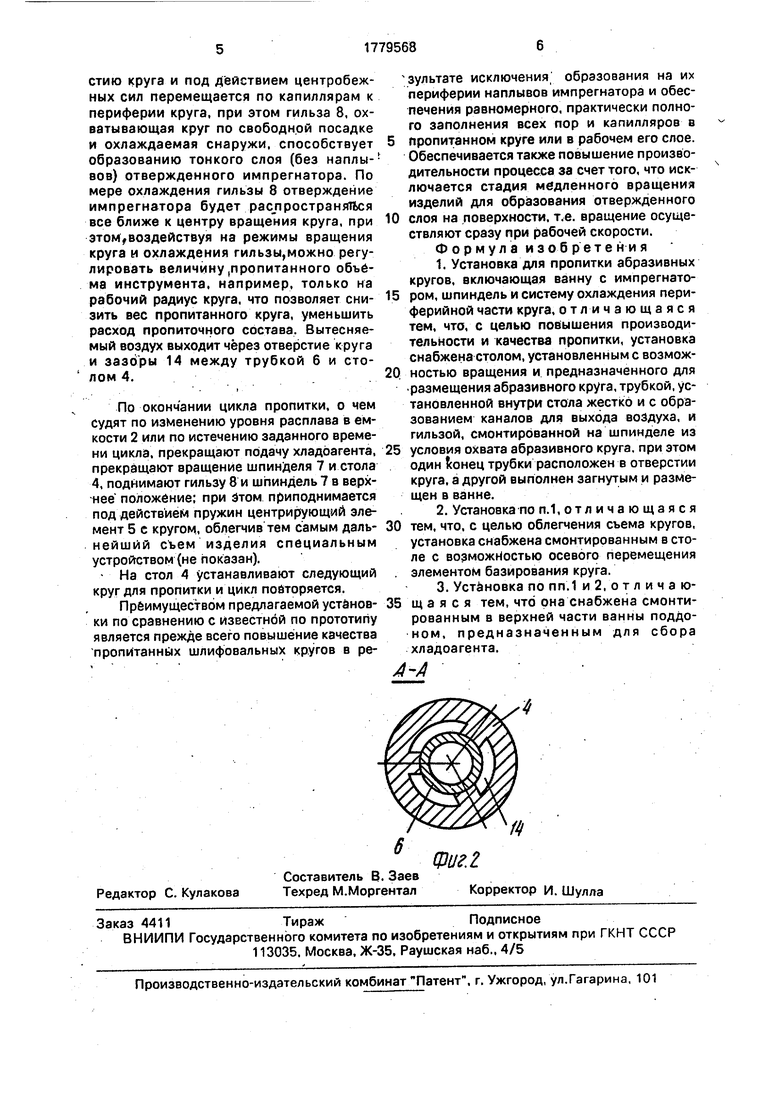
Предлагаемая установка приведена на
фиг.1; на фиг.2 - разрез А-А на фиг.1.
Установка включает термоизолированную емкость 1 с теплоносителем, пропиточную ванну 2, в которой на подшипниковой опоре 3 установлен стол 4 с подпружиненным базирующим элементом 5 и пропущенной по центру трубкой б с загнутым нижним концом, шпиндель 7 привода вращения, гильзу 8 с уплотнительными элементами 9 и 10, и вилкой 11 для перемещения ее по шлицам шпинделя 7 и прижима к поверхности стола 4, распылитель 12 охлаждающей жид- кости и поддон 13 для сбора и слива охлаждающей жидкости.
Работа установки осуществляется следующим образом.
Предварительно нагретый абразивный круг устанавливают на стол 4, шпиндель 7 и гильзу 8 опускают в нижнее положение и вилкой 11 плотно прижимают гильзу к столу.
Включают вращение шпинделя 7, стол 4 с установленным кругом также начинает вращаться, а пропиточная жидкость по трубке 6 (в i результате того, что трубка имеет загнутыРГ
конец) поднимается из емкости 2 к отверстию круга и под действием центробежных сил перемещается по капиллярам к периферии круга, при этом гильза 8, охватывающая круг по свободной посадке и охлаждаемая снаружи, способствует образованию тонкого слоя (без наплывов) отвержденного импрегнатора. По мере охлаждения гильзы 8 отверждение импрегнатора будет распространяться все ближе к центру вращения круга, при этом,воздействуя на режимы вращения круга и охлаждения гильзы,можно регулировать величину,пропитанного объёма инструмента, например, только на рабочий радиус круга, что позволяет сни- зить вес пропитанного круга, уменьшить расход пропиточного состава. Вытесняемый воздух выходит через отверстие круга и зазоры 14 между трубкой 6 и столом 4.
По окончании цикла пропитки, о чем судят по изменению уровня расплава в емкости 2 или по истечению заданного времени цикла, прекращают подачу хладоагента, прекращают вращение шпинделя 7 и стола 4, поднимают гильзу 8 и шпиндель 7 в верхнее положение; при Этом приподнимается под действием пружин центрирующий элемент 5 с кругом, облегчив тем самым даль- нейшйй съем изделия специальным устройством (не показан). На стол 4 устанавливают следующий круг для пропитки и цикл повторяется.
Преимуществом предлагаемой установ- ки по сравнению с известной по прототипу является прежде всего повышение качества пропитанных шлифовальных кругов в ре
Редактор С. Кулакова
Составитель В. Заев Техред М.Моргентал
зультате исключения образования на их периферии наплывов импрегнатора и обеспечения равномерного, практически полного заполнения всех пор и капилляров а пропитанном круге или в рабочем его слое. Обеспечивается также повышение производительности процесса за счет того, что исключается стадия медленного вращения изделий для образования отвержденного слоя на поверхности, т.е. вращение осуществляют сразу при рабочей скорости. Формул а изобретени я
-А
Фиг. г
Корректор и. Шулла
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Научно-технический реферативный сборник Абразивы, № 12, 1976 | |||
| с | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Хпадаагент | |||
