Изобретен;;е относится к трубопрокатному производству, а именно к технологическому инструменту прошивных станов и касается прошивных оправок.
Известна оправка трубопрокатного стана с покрытием носика никелевой сталью. Покрытие позволяет повысить стойкость носика оправку подверженного наибольшему износу при прокатке труб. Недостатком этих оправок является их низкая стойкость при прошивке мзлоплзстичных материалов, а также материалов, склонных к налипанию на технологический инструмент.
Известна опрае:са трубопрокатного стана, рабочая и нерабочая части которой выполнены из разных материалов, причем рабочая часть олрзаки онполпена из оо.чьф- рзмомедмого псейдоспллвз с С040р;: зниЈм вольфрама . Применение такой оп- рэики позволяет обеспечить самосмазыоэе- мость онt актирующих поверхностей дефори фуо ;ого металла с оправкой. Недостатком является налипзниз меди на внутреннюю поверхность гильз (образование материалом-гильзы твердых растворов и ин- терметаллидов с медью).
Наиболее близким техническим решением является оправка прошивного стана, имеющая пористую основу и рабочую поверхность из чередующихся жаропрочного материала и графита. Такая оправка позволяет получать гильзы с высоким качеством внутренней поверхности. Однако недостатком такой оправки является недостаточно высокий срок ее службы. Вызвано это недостаточным количеством графита, размещенного в порах на рабочей поверхности. Это также не позволяет получать гильзы повы-, шенной д.мнны. Недостаточное количество графита связано с тем, что пористость рабочей поверхности (моею размещения графита) не превышает 39%. Дальнейшее повышение пористости приводит к разрушен; но опр.юки. так как жаростойкая кераГМЈ 1М
х О 4 О) ixj
:О
1
мика не обладает высоко;; проч.чосп ;о. ;чро- ме того.при нанесении графита на пористую основу невозможно обеспечить стопроцентное заполнение пор графитом (грзфит при обычном нднесении уплсинйегся до Б0%, т.е. количс-счпо графита ня рабочей пооорх- ности по сравнению с монолитным участком меньше примерно в 2 раза).
Цель изобретения - увеличение срока службы.
Согласно предлагаемому изобретению в оправке прошивного , имеющей; пористую осносу и рабочую поверхность из чередующегося жаропрочного материала и графита, поры образованы графитовой основой, составляющей 50-80% рабочей поверхности, и заполнены жаропрочным металлом.
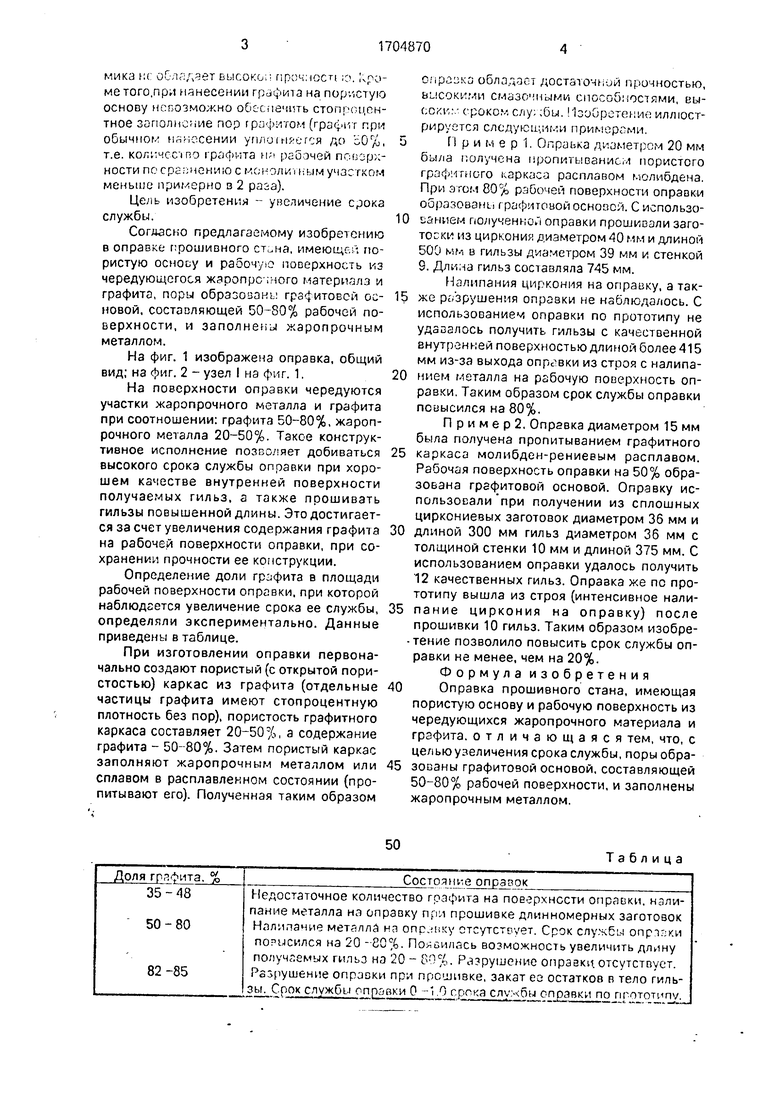
На фиг. 1 изображена оправка, общий вид; на фиг. 2 - узел I на фиг. 1.
На поверхности оправки чередуются участки жаропрочного металла и графита при соотношении: графита 50-80%, жаропрочного металла 20-50%. Такое конструктивное исполнение позволяет добиваться высокого срока службы оправки при хорошем качестве внутренней поверхности получаемых гильз, а также прошивать гильзы повышенной длины. Это достигается за счет увеличения содержания графита на рабочей поверхности оправки, при сохранении прочности ее конструкции.
Определение доли графита в площади рабочей поверхности оправки, при которой наблюдается увеличение срока ее службы, определяли экспериментально. Данные приведены в таблице.
При изготовлении оправки первоначально создают пористый (с открытой пористостью) каркас из графита (отдельные частицы графита имеют стопроцентную плотность без пор), пористость графитного каркаса составляет 20-50%, а содержание графита - 50-80%. Затем пористый каркас заполняют жаропрочным металлом или сплавом в расплавленном состоянии (пропитывают его). Полученная таким образом
олразкз обладает достаточной прочностью, высокими смазочными способностями, еы- (;OKi ,.v сроком службы. Изобретение иллюстрируется следующими примерами.
П р и м е р 1. Опраька диаметром 20 мм была получена пропитыванием пористого графитного каркаса расплавом молибдена. При этом 80% рабочей поверхности оправки образованы графитовой основой. Сиспользованием полученной оправки прошивали заго- тосш из циркония диаметром АО мм и длиной 500 мм в гильзы диаметром 39 мм и стенкой 9. Длина гильз составляла 745 мм.
Налипания циркония на оправку, а также разрушения оправки не наблюдалось. С использованием оправки по прототипу не удавалось получить гильзы с качественной внутренней поверхностью длиной более 415 мм из-за выхода оправки из строя с налипанием металла на рабочую ПОЕКФХНОСТЬ оправки. Таким образом срок службы оправки повысился на 80%.
П р и м е р 2, Оправка диаметром 15 мм была получена пропитыванием графитного
каркаса молибден-рениееым расплавом. Рабочая поверхность оправки на 50% образована графитовой основой. Оправку использовали при получении из сплошных циркониевых заготовок диаметром 36 мм и
длиной 300 мм гильз диаметром 36 мм с толщиной стенки 10 мм и длиной 375 мм. С использованием оправки удалось получить 12 качественных гильз. Оправка же по прототипу вышла из строя (интенсивное налипание циркония на оправку) после прошивки 10 гильз. Таким образом изобре- тение позволило повысить срок службы оправки не менее, чем на 20%.
Формула изобретения
Оправка прошивного стана, имеющая пористую основу и рабочую поверхность из чередующихся жаропрочного материала и графита, отличающаяся тем, что, с целью увеличения срока службы, порыобразованы графитовой основой, составляющей 50-80% рабочей поверхности, и заполнены жаропрочным металлом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка прошивного стана | 1977 |
|
SU596306A1 |
| ОПРАВКА ПРОШИВНОГО СТАНА ДЛЯ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2005 |
|
RU2297894C2 |
| Способ винтовой прошивки и устройство для его осуществления | 2022 |
|
RU2814881C2 |
| Оправка для винтовой прошивки | 1977 |
|
SU631225A1 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК ИЗ СПЛАВОВ НА ОСНОВЕ ТИТАНА В ГИЛЬЗЫ В СТАНАХ КОСОЙ ПРОКАТКИ | 2005 |
|
RU2296019C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ КОТЕЛЬНЫХ И ПАРОПРОВОДНЫХ ТРУБ РАЗМЕРОМ 426×21-70, 465×25-75 И 530×30-75 мм ИЗ ЖАРОПРОЧНОЙ СТАЛИ МАРКИ 10Х9К3В2МФБР-Ш ДЛЯ ЭНЕРГЕТИЧЕСКОГО ОБОРУДОВАНИЯ С СУПЕРСВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2012 |
|
RU2522509C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ КОТЕЛЬНЫХ И ПАРОПРОВОДНЫХ ТРУБ РАЗМЕРОМ 530×30-75 мм ИЗ ЖАРОПРОЧНОЙ СТАЛИ МАРКИ 10Х9К3В2МФБР-Ш ДЛЯ ЭНЕРГЕТИЧЕСКОГО ОБОРУДОВАНИЯ С СУПЕРСВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2014 |
|
RU2558319C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭШП И НЛЗ | 2005 |
|
RU2297891C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ КОТЕЛЬНЫХ И ПАРОПРОВОДНЫХ ТРУБ РАЗМЕРОМ 465×25-75 мм ИЗ ЖАРОПРОЧНОЙ СТАЛИ МАРКИ 10Х9К3В2МФБР-Ш ДЛЯ ЭНЕРГЕТИЧЕСКОГО ОБОРУДОВАНИЯ С СУПЕРСВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2014 |
|
RU2564497C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2012 |
|
RU2489220C1 |
Изобретение относится к трубопрокатному производству, а именно к технологическому инструменту прошивных станов. Целью изобретения является увеличение срока службы. Оправка прошивного стана изготовлена из псевдосллава на основе пористого углеграфитиого материала, пропитанного жаропрочным материалом. При прошивке за счет углеграфитной матрицы происходит самосмазывание контактной поверхности оправки и деформируемого металла. Это позволяет исключить налипание деформируемого металла на оправки, расширить сортамент прошиваемых материалов за счет склонных к налипанию на инструмент и улучшить качество гильз. 2 ип., 1 табл.
Доля графита. %
35-48
50-80
82-85
Недостаточное количество графита на поверхности оправки, нзлипание металла на оправку при прошивке длинномерных заготовок
Написание металла на опр.нку отсутствует. Срок службы опрлзки
ПОРЫСИЛСЯ на 20 -80%. Появилась возможность увеличить длину
получаемых гильз на 20 - 80%. Разрушение оправки, отсутствует.
Разрушение опраоки при прошивке, закат ее остатков в тело гильзы. Срок службы оправки 0 -1.0 срока слу.хбы оправки по прототипу
50
Таблица
Состояние оправок
Гросрит
Жаропрочный металл
| Способ изготовления оправок | 1979 |
|
SU818684A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
