со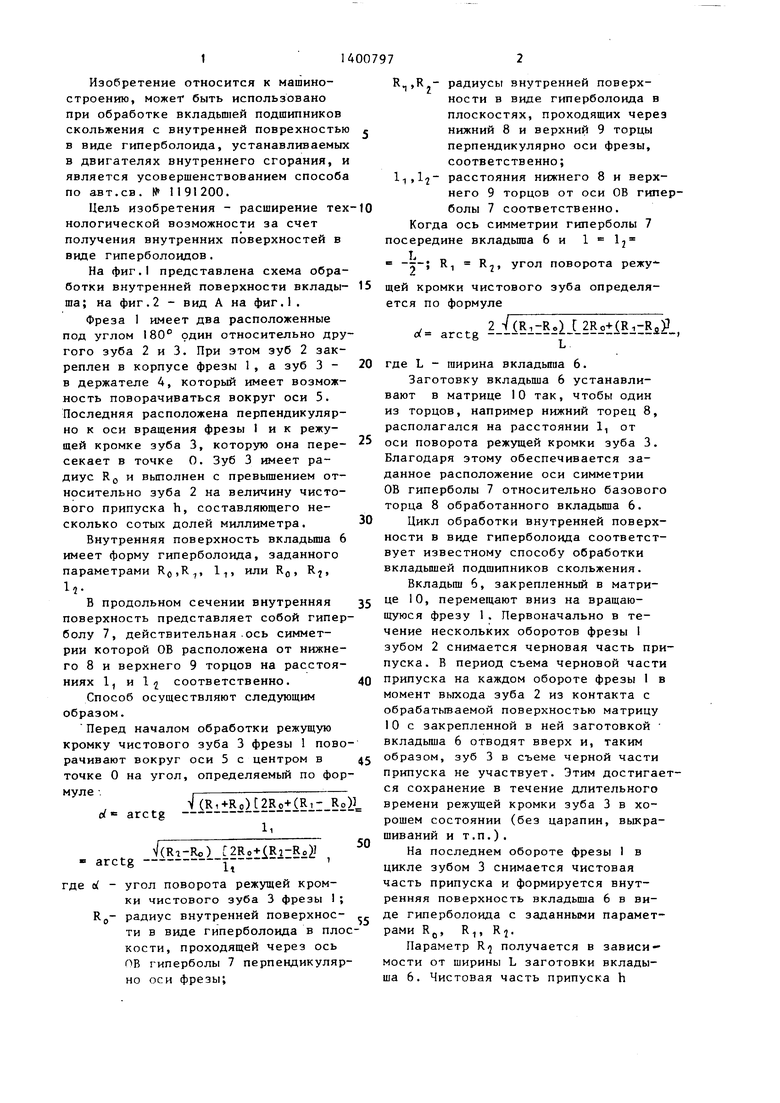
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для чистовой обработки зубчатых колес | 1981 |
|
SU971598A1 |
| Резьбонарезной инструмент | 1990 |
|
SU1815037A1 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОГО ФРЕЗЕРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ И ФРЕЗЫ ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ | 2005 |
|
RU2291928C2 |
| Станок для нарезания зубьев цилиндрических зубчатых колес | 1974 |
|
SU511161A1 |
| УГЛОВОЙ ПАТРУБОК, ВЫПОЛНЕННЫЙ ОБРАБОТКОЙ РЕЗАНИЕМ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО УГЛОВОГО ПАТРУБКА | 2010 |
|
RU2533569C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ ПРОФИЛЬНЫМИ ФРЕЗАМИ, ОСНАЩЕННЫМИ СМЕННЫМИ МНОГОГРАННЫМИ ПЛАСТИНАМИ, И ФРЕЗЫ ДЛЯ ПРОФИЛЬНОЙ ОБРАБОТКИ РЕЛЬСОВ | 2005 |
|
RU2291929C2 |
| Станок для обработки внутренних поверхностей вкладышей подшипников скольжения | 1988 |
|
SU1657282A1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2296035C2 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЗАГОТОВКИ ИЗ ДРЕВЕСИНЫ | 2004 |
|
RU2266813C1 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
Изобретение относится к области машиностроения и может быть использовано при обработке вкладЬшей подшипников скольжения с внутренней поверхностью в виде гиперболоида,-устанавливаемых в двигателях внутреннего сгорания. Цель изобретения - расширение технологических возможностей за счет получения внутренних поверхностей в виде гиперболоида. Обработку ведут фрезой, которая имеет расположенные под углом 180 два зуба - черновой и чистовой. Перед началом обработки режущую кромку чистового зуба разворачивают вокруг оси, перпендикулярной режущей кромке и оси вращения фрезы , на угол, который определяют по следующей зависимости: е/ arctgi/(R,-R )(R,-R )J :1, где of - угол разворота кромки чистового зуба; RO - радиус внутренней поверхности в виде гиперболоида в плоскости, проходящей через базовый торец вкладыша перпендикулярно оси фрезы; R - радиус внутренней поверхности в ивде гиперболоида в плоскости, проходящей через один из торцов вкладьщ1а, принятый за базовый; 1 - расстояние базового торца вкла- дьпиа от действительной оси гиперболы. Ось поворота режущей кромки пересекает ось симметрии гиперболы. 2 ил. (Л с
N:
Изобретение относится к машиностроению, может быть использовано при обработке вкладьшшй подшипников скольжения с внутренней поврехностью в виде гиперболоида, устанавливаемых в двигателях внутреннего сгорания, и является усовершенствованием способа по авт.ев. № 1191200.
Цель изобретения - расширение тех нологической возможности за счет получения внутренних поверхностей в виде гиперболоидов.
На фиг.I представлена схема обрается по формуле
arctg
(RalR lJ 2Rjo+(R:,;R,iJ L
20
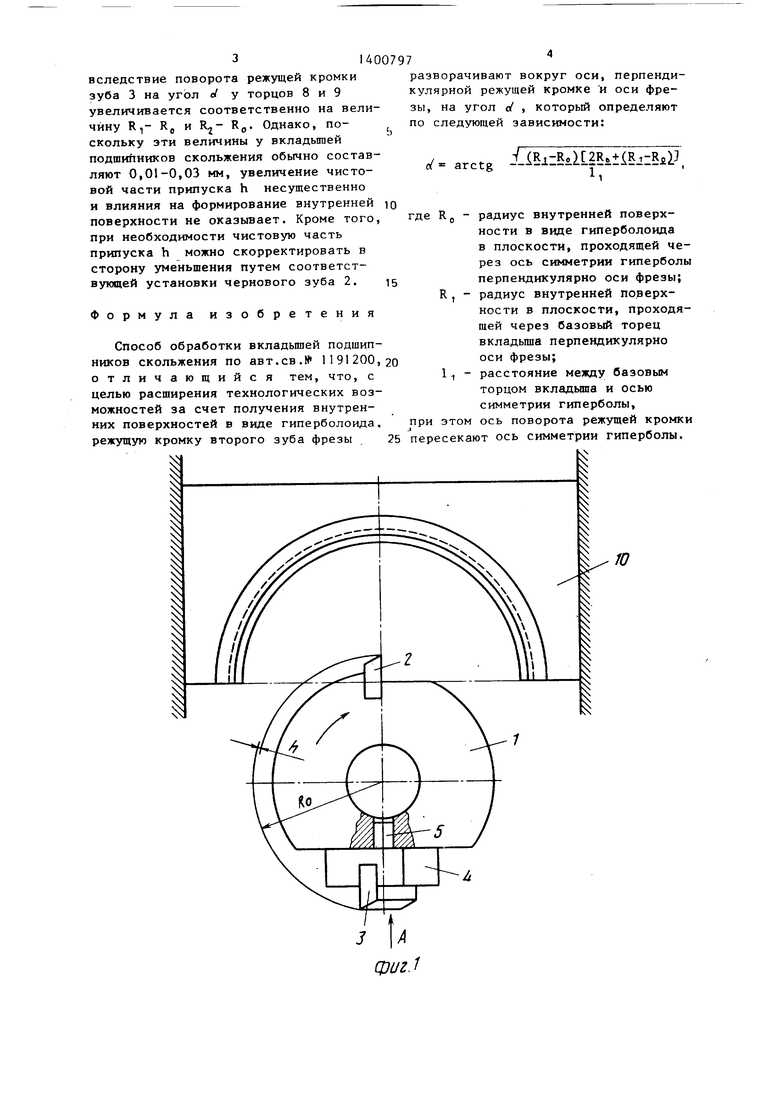
ботки внутренней поверхности вклады- 15 щей кромки чистового зуба определяша; на фиг.2 - вид А на фиг.1.
Фреза 1 имеет два расположенные под углом 180° один относительно другого зуба 2 и 3. При этом зуб 2 закреплен в корпусе фрезы 1, а зуб 3 - в держателе 4, который имеет возможность поворачиваться вокруг оси 5. Последняя расположена перпендикулярно к оси вращения фрезы 1 и к режущей кромке зуба 3, которую она пере- секает в точке О. Зуб 3 имеет рагде L - ширина вкладьпиа 6.
Заготовку вкладьш1а 6 устанавливают в матрице 10 так, чтобы один из торцов, например нижний торец 8, располагался на расстоянии 1, от оси поворота режущей кромки зуба 3. Благодаря этому обеспечивается заданное расположение оси симметрии ОВ гиперболы 7 относительно базового торца В обработанного вкладьщ1а 6.
диус RO и выполнен с превьш1ением относительно зуба 2 на величину чистового припуска h, составляющего несколько сотых долей миллиметра.
Внутренняя поверхность вкладьш а 6 имеет форму гиперболоида, заданного параметрами RO,R, 1,, или R, R,
В продольном сечении внутренняя поверхность представляет собой гиперболу 7, действительная .ось симметрии которой ОВ расположена от нижнего 8 и верхнего 9 торцов на расстояниях 1, и 1 соответственно.
Способ осуществляют следующим образом.
Перед началом обработки режущую кромку чистового зуба 3 фрезы 1 поворачивают вокруг оси 5 с центром в точке О на угол, определяемый по формуле .
arctg
ii5ii5 1I2Roi:() ii
(Ri-Ro) r2Ro+(Ri-Ro} arctgr 1
На последнем обороте фрезы 1 в цикле зубом 3 снимается чистовая часть припуска и формируется внутренняя поверхность вкладьш1а 6 в вигде о( - угол поворота режущей кромки чистового зуба 3 фрезы I; Rp- радиус внутренней поверхнос- де гиперболоида с заданными парамет- ти в виде гиперболоида в плос- рами R, R, Rj. кости, проходящей через ось ОВ гиперболы 7 перпендикулярно оси фрезы;
Параметр R получается в зависимости от ширины L заготовки вкладыша 6. Чистовая часть припуска h
R.,,R.- радиусы внутренней поверхности в виде гиперболоида в плоскостях, проходящих через нижний 8 и верхний 9 торцы перпендикулярно оси фрезы, соответственно;
li расстояния нижнего 8 и верхнего 9 торцов от оси ОВ гипеболы 7 соответственно. Когда ось симметрии гиперболы 7 посередине вкладыша 6 и 1 lj
; RI 7 поворота режуется по формуле
arctg
(RalR lJ 2Rjo+(R:,;R,iJ L
20
30
5
где L - ширина вкладьпиа 6.
Заготовку вкладьш1а 6 устанавливают в матрице 10 так, чтобы один из торцов, например нижний торец 8, располагался на расстоянии 1, от оси поворота режущей кромки зуба 3. Благодаря этому обеспечивается заданное расположение оси симметрии ОВ гиперболы 7 относительно базового торца В обработанного вкладьщ1а 6.
Цикл обработки внутренней поверхности в виде гиперболоида соответствует известному способу обработки вкладьшей подшипников скольжения.
Вкладьш 6, закрепленный в матри- 35 ЦЕ 10, перемещают вниз на вращающуюся фрезу 1. Первоначально в течение нескольких оборотов фрезы 1 зубом 2 снимается черновая часть припуска. В период съема черновой части припуска на каждом обороте фрезы 1 в момент выхода зуба 2 из контакта с обрабатьгоаемой поверхностью матрицу 10 с закрепленной в ней заготовкой вкладьщ|а 6 отводят вверх и, таким образом, зуб 3 в съеме черной части припуска не участвует. Этим достигается сохранение в течение длительного времени режущей кромки зуба 3 в хорошем состоянии (без царапин, выкрашиваний и т.п.).
На последнем обороте фрезы 1 в цикле зубом 3 снимается чистовая часть припуска и формируется внутренняя поверхность вкладьш1а 6 в ви40
0
де гиперболоида с заданными парамет- рами R, R, Rj.
де гиперболоида с заданными парамет- рами R, R, Rj.
Параметр R получается в зависимости от ширины L заготовки вкладыша 6. Чистовая часть припуска h
вследствие поворота режущей кромки зуба 3 на угол d у торцов 8 и 9 увеличивается соответственно на вели чину R,- R, и Rj- Rg. Однако, поскольку эти величины у вкладыгаей подшипников скольжения обычно составляют 0,01-0,03 мм, увеличение чистовой части припуска h несущественно и влияния на формирование внутренней поверхности не оказывает. Кроме того при необходимости чистовую часть припуска h можно скорректировать в сторону уменьшения путем соответствующей установки чернового зуба 2.
Формула изобретения
Способ обработки вкладьш1ей подшипников скольжения по авт.св.№ 1191200,20 отличающийся тем, что, с целью расширения технологических возможностей за счет получения внутренних поверхностей в виде гиперболоида.
режущую кромку второго зуба фрезы
разворачивают вокруг оси, перпендикулярной режущей Кромке и оси фрезы, на угол с1 , который определяют по следующей зависимости:
d arctg
V iRi-RoirZR. ТГ
где RO радиус внутренней поверхности в виде гиперболоида в плоскости, проходящей через ось симметрии гиперболы перпендикулярно оси фрезы; R , - радиус внутренней поверхности в плоскости, проходящей через базовый торец вкладьщ1а перпендикулярно оси фрезы;
1 - расстояние между базовым торцом вкладыша и осью симметрии гиперболы,
при этом ось поворота режущей кромки
25 пересекают ось симметрии гиперболы.
фиг. г
| Авторское свидетельство СССР № 1191200, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
