Изобретение относите ; к машиностроению и может быть использовано при сборке уплотнительных соединений.
Целью изобретения является Повышение нзде.шюсти за счет исключения остаточных деформаций наружной оболочки кольца поело монтажа.
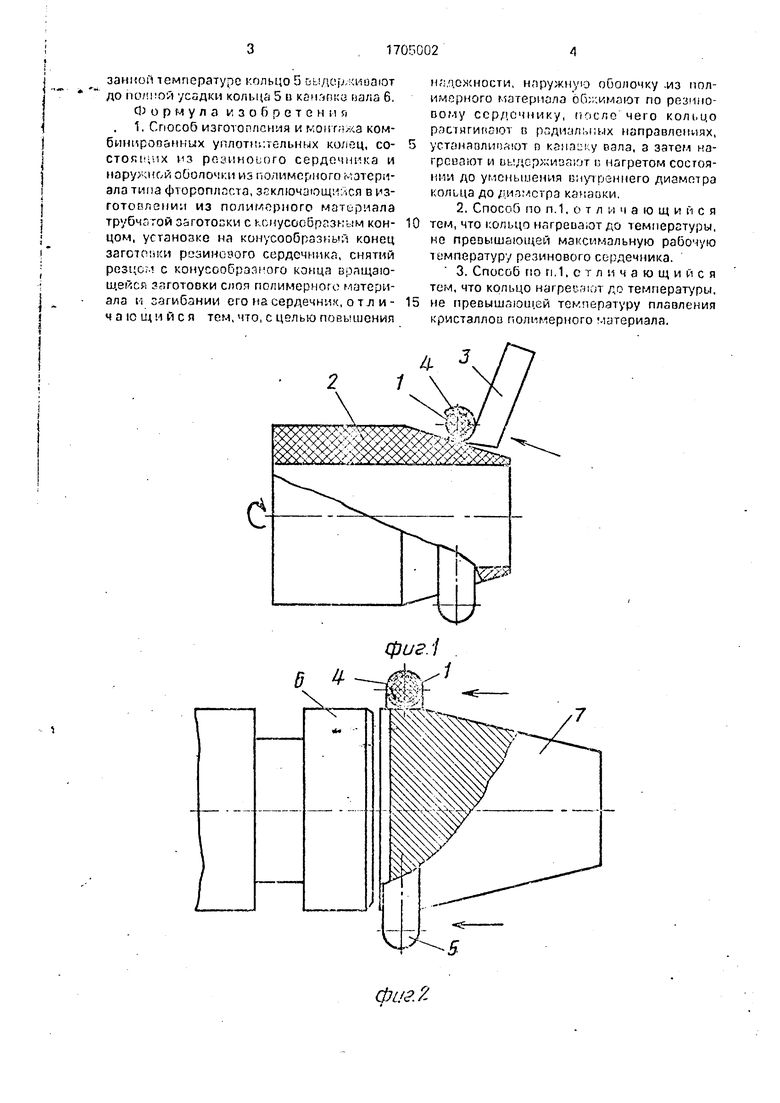
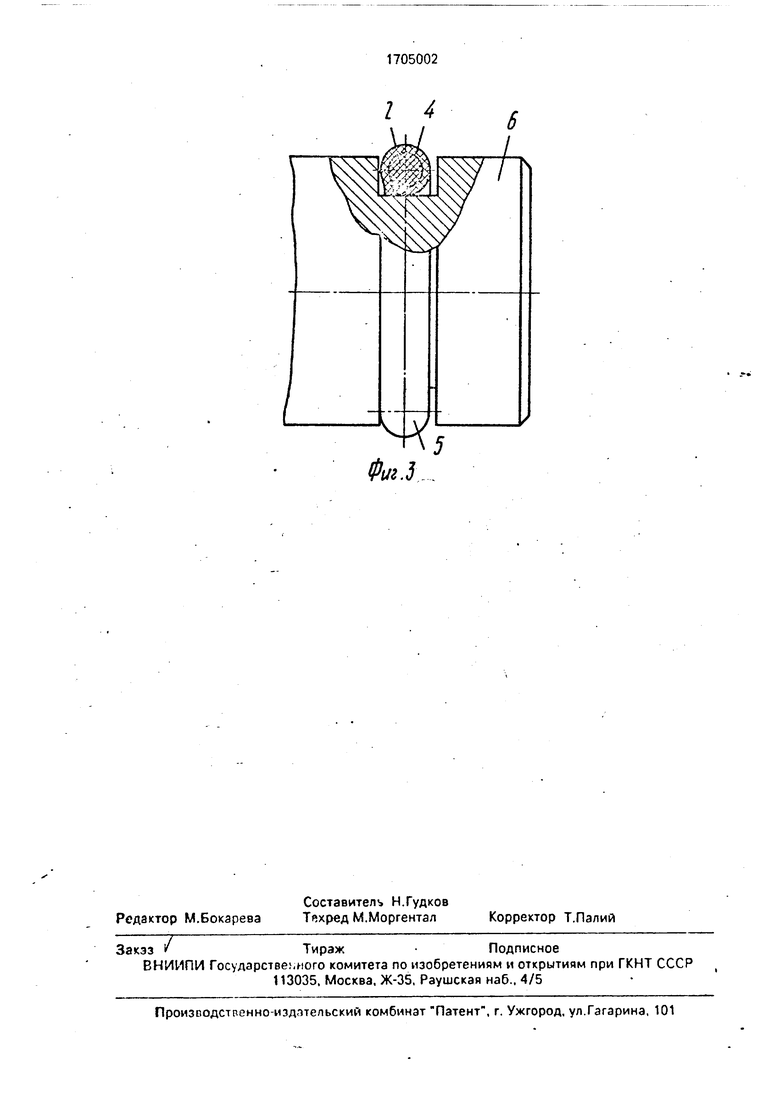
Нл фиг. 1 - фиг. 3 изображены основные этапы изготовления и монтажа уплотмитепь- ного кольца.
Способ реализуется следующим образом.
Резиновый сердечти: 1 устанавливается с итогом нл конусообразный конец трубчзто- зчготопки 2 из полимерного материала типа фторопласта. Затем заготовке 2 . сообш.зют 1),хицение и одновременно резцом 3 с конусообразного кок-ца заготовки 2. начиная от торца, снимают слой LI полимерного материала, который обвивает сердечник 1. образуя наружную оболочку (см.фиг. 1).
Далее оболочку А обжимают по сердечнику 1, после чего полученное комбинированное кольцо 5 растягивают до размера уплотняемой поверхности вала б и устанавливают о канаску, при этом операции обжима оболочки 4 пс сердечнику 1 и растяжения кольца 5 можно совместить, например, перемещая кольцо 5 идоль конусной оправки 7, Злтем кольцо 5 натреплют.до температуры, не превышающей или рабочую температуру сердечник,- 1, или температуру плавления кристаллов оболочки 4. При укаVJ
О
си о о ю
-.-.. . -.
занной температуре кольцо 5 ьыдер/киоают до полной усадки кольца 5 и канзпко нала 6. Формула изобретения 1, Способ изготоплсния и монтажа комбинированных уплотнчтельных колец, состоящих из резинового сердечника и наружной оболочки из полимерного материала типа фторопласта, заключающийся в изготовления из полимерного материала трубчатой заготовки с конусообразным концом, установке на конусообразный, конец заготовки резинового сердечника, снятий резцом с конусообразного конца вращающейся заготовки слоя полимерного материала и загибании его на сердечник, от л и - ч а ю щ и и с я тем, что, с целью повышения
надежности, наружную оболочку -из полимерного материала обнимают по резиновому сердечнику, после чего кольцо растягивают с радиолы;их направлениях, устанавливают п канадку сала, а затем нагревают и издерживают к нагретом состоянии до уменьшения внутреннего диаметра кольца до диаметра каиаоки.
2. СпосоО по п.1, о т л и ч а ю щ и и с я тем, что кольцо нагревают до температуры, но превышающей максимальную рабочую температуру резинового сердечника.
3. Способ по п.1, с т л и ч а ю щ и и с я тем, что кольцо нагреи.чют до температуры, не превышающей температуру плавления кристаллов полимерного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления комбинированного уплотнительного кольца | 1989 |
|
SU1691124A2 |
| Длинномерный формованный профиль и способ его изготовления, термоусаживаемая лента и способ ее изготовления, способ изготовления термовосстанавливаемых ленточных изделий из полимера и способ изготовления термовосстанавливаемой ленты | 1989 |
|
SU1745109A3 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗИНОВО-ФТОРОПЛАСТОВОГО КОМБИНИРОВАННОГО УПЛОТНЕНИЯ | 2005 |
|
RU2308372C2 |
| Устройство для изостатического формования фторопласта-4 | 1991 |
|
SU1836219A3 |
| СПОСОБ ОБЛИЦОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ТРУБЫ ПОЛИМЕРНОЙ ОБОЛОЧКОЙ | 2006 |
|
RU2326287C1 |
| Способ изготовления комбинированного уплотнительного кольца | 1989 |
|
SU1669760A1 |
| Способ изготовления комбинированного уплотнительного кольца | 1987 |
|
SU1407829A1 |
| Устройство для изостатического формования порошка фторопласта-4 | 1991 |
|
SU1836221A3 |
| Способ получения полимерных покрытий | 1979 |
|
SU876199A1 |
| Способ изготовления комбинированного уплотнительного кольца | 1989 |
|
SU1703481A2 |
Изобретение относится к машиностроению и поссоляет повысить надежность за счет исключения остаточных деформаций наружной оболочки кольца после монтажа. Резиновый сердечник помещают на конусообразный конец трубчатой заготовки из полимерного материала, которой затем сообщают вращение. Одновременно с конусообразного конца зяготоьки резцом снимают слой материала, который оплетает сердечник, образуя наружную оболочку. Полученную оболочку затем обжимают по сердечнику, а полученное о результате этого комбинированное кольцо растягиозют и устанавливают в канавку валл. Далее кольцо нагревают до температуры, не превышающей или рабочую температуру резинового сердечника, или температуру плавления зерен кристаллитов наружной оболочки, Указанную температуру поддерживают до полной усадки кольца в канавке вала. 2 з.п.ф-лы, 3 ил. С/) с
д
4
фиг.1
Фм.З
| Способ изготовления комбинированных уплотнительных колец из полимерного материала | 1982 |
|
SU1030183A1 |
| Солесос | 1922 |
|
SU29A1 |
