сх
1чЭ
СО
Р1зобретение относится к уплот- нительной технике, в частности, к изготовлению комбинированных уплотни- тельных колец с резиновым сердечни- ком и полимерной оболочкой, и может быть использовано для изготовления уплотнений, работающих в агрессивных средах, в химической и других отраслях промьппленности.
Цель изобретения - повышение надежности работы и долговечности комбинированного уплотнения.
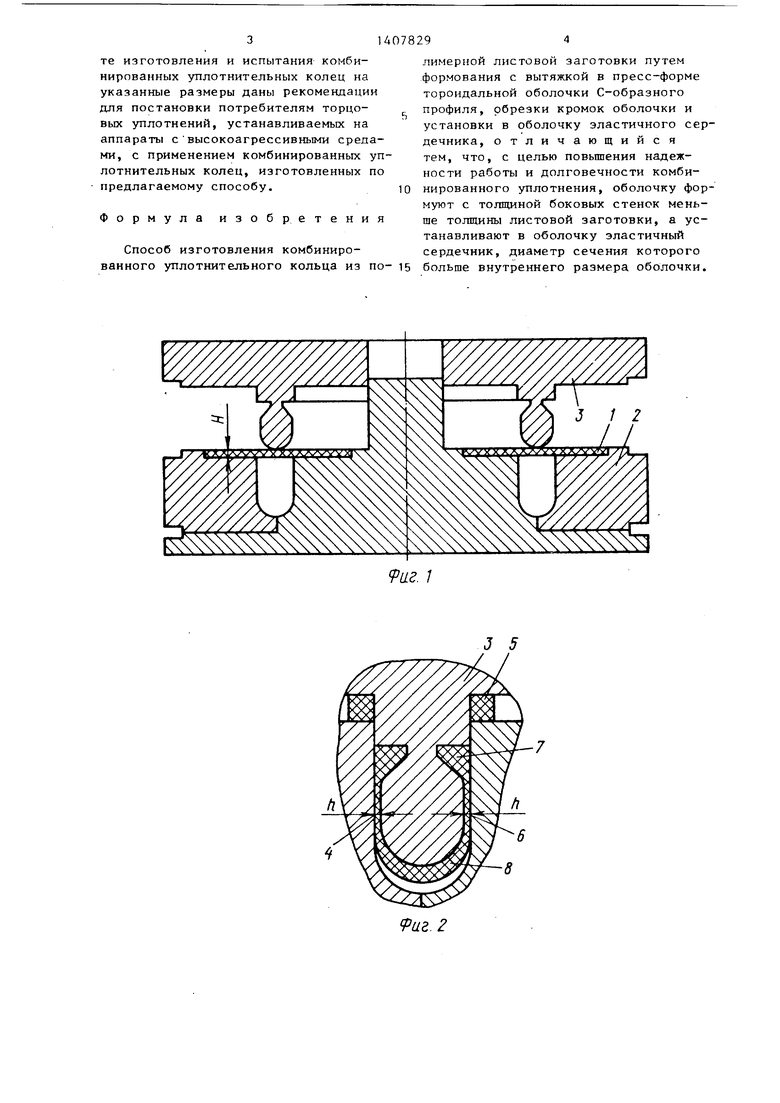
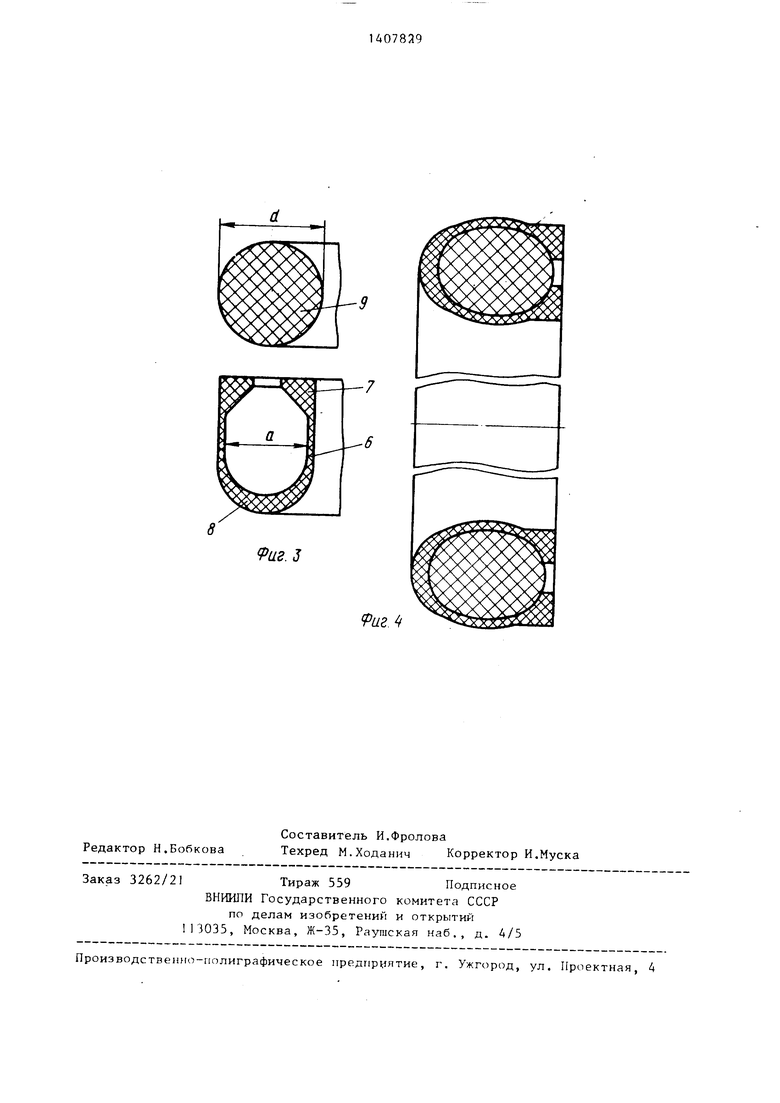
На фиг,1 показано положение пресс формы и полимерной листовой заготов- ки перед изготовлением оболочки; на фиг.2 - изготовленная оболочка в пресс-форме; на фиг.З - оболочка и эластичный сердечник перед установкой эластичного сердечника в оболоч- ку; на фиг.4 - получаемое комбинированное уплотнительное кольцо, сечение .
Способ осуществляют следующим об- разом.
Листовую заготовку 1 устанавливаю на матрицу 2 пресс-формы. Заготовку и пресс-форму предварительно подогревают. Пуансоном 3 выдавливают за- готовку в матрицу 2. При перемещении под нагрузкой пуансона 3 в матрицу производят вытягивание и формование из заготовки 1 оболочки. Размер h зазора 4 между пуансоном 3 и матри- цей 2 задают меньше, чем толщина Н заготовки. После формования оболочки при смыкании деталей пресс-формы производят обрезку кромок 5. Получают готовую оболочку, в которой раз- мер h боковых стенок 6 равен размеру h зазора 4, т.е. меньше толщины заготовки 1. Толщина краев 7 и перемычки 8 больше размера h стенок 6. Затем устанавливают эластичный сердеч- ник 9 в оболочку. Диаметр сечения эластичного сердечника выполняют болше внутреннего размера а оболочки. При установке эластичного сердечника 9 в оболочку утонченные стенки отги- баются за счет нагрузки с деформированного сердечника 9. Концы 7 оболочки во время установки эластичного сердечника 9 за счет увеличенной радиальной жесткости упруго деформи- руются и принимают свое первоначальное положение.
Полученное таким способом комбинированное уплотнительное кольцо повышает ресурс и надежность работы уп- лотнительиого узла.
Пример 1. Для торцового уплотнения, которое работает в высокоагрессивной среде, где стойкость резины составляет несколько дней, изготовлено шесть комбиниров анньсх колец предлагаемым способом. Размер канавки под кольцо составляет 75 на 85мм Изготовлена пресс-форма с боковыми зазорами между матрицей и пуансоном состоящими 0,3 мм. Толщину шайбы выполняют 1,5 мм. Материал заготовки фторопласт 4. Заготовки разогревают в муфельной печи до 150°С. Пресс- форму подогревают до на столе пресса. Производят вытяжку и формование оболочки в пресс-форме. Получают оболочку толщиной радиальных стенок 0,3 мм. Толщина краев составляет 1,5 мм. Внутренний размер оболочки между радиальными стенками равен 4,8 мм. Устанавливают в оболочку резиновое кольцо диаметром сечения 5,4 мм. Изготовляют таким способом шесть комбинированных уплотнитель- ных колец. Устанавливают в торцовое уплотнение комбинированное уплотнительное кольцо. Торцовое уплотнение обкатъгаают на стенде. Уплотнение работает устойчиво в течение 40 ч. Проводят разборку уплотнения. Сравнивают комбинированное уплотнительное кольцо, которое находится в работе, с кольцами, которые не устанавливаются в уплотнение. Изменений не наблюдается.
П р и м е р 2. Для того, чтобы полностью исключить контакт резиновых колец с агрессивной средой в уп- лотнительные кольца для герметизации уплотнения по валу. Размер канавки под комбинированное уплотнительное кольцо составляет 50 на 60 мм. Изготовлена пресс-форма. Режим, технологию и размеры принимают TaKtp-iH же как в первом случае. Для сравнения уменьшают только толщину заготовки до 1,2 мм. Изготовлено 10 комбинированных уплотнительных колец. Два из них испытаны совместно с комбинированными кольцами, изготовленными для примера 1 на больший диаметр установкой их в уплотнение и обкаткой уплотнения на стенде при давлении до 3,2 МПа (до 38 кгс/см ) .в течение 40 ч. Изменений их размеров после испытания не обнаружено. В результате изготовления и испытания комбинированных уплотнительных колец на указанные размеры даны рекомендации для постановки потребителям торцовых уплотнений, устанавливаемых на аппараты с высокоагрессивными средами, с применением комбинированных уплотнительных колец, изготовленных по предлагаемому способу.
Формула изобретения Способ изготовления комбинированного уплотнительного кольца из по- 15 больше внутреннего размера оболочки.
лимериой листовой заготовки путем формования с вытяжкой в пресс-форме тороидальной оболочки С-образного профиля, обрезки кромок оболочки и установки в оболочку эластичного сердечника, отличающийся тем, что, с целью повьппения надежности работы и долговечности комбинированного уплотнения, оболочку формуют с толщиной боковых стенок меньше толщины листовой заготовки, а устанавливают в оболочку эластичный сердечник, диаметр сечения которого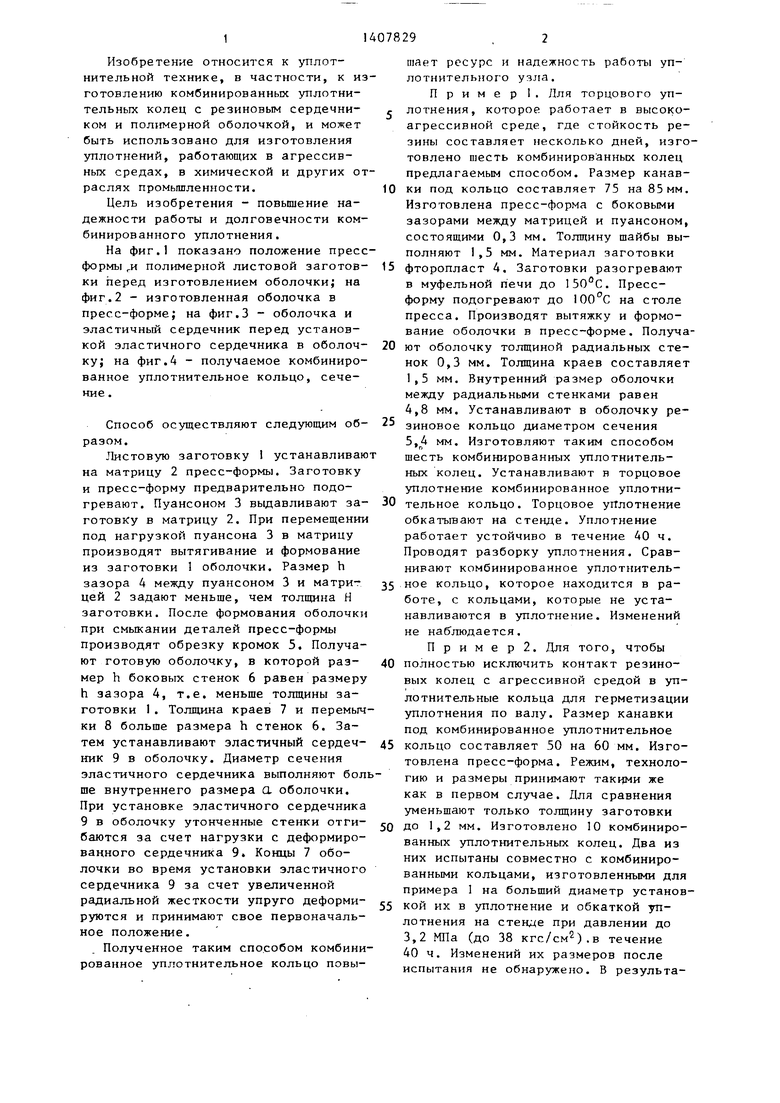
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления комбинированного уплотнительного кольца | 1989 |
|
SU1703481A2 |
| Способ изготовления комбинированного уплотнительного кольца | 1989 |
|
SU1691124A2 |
| Способ изготовления комбинированного уплотнительного кольца | 1989 |
|
SU1669760A1 |
| Способ изготовления варочной камеры | 1978 |
|
SU870178A1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗИНОВО-ФТОРОПЛАСТОВОГО КОМБИНИРОВАННОГО УПЛОТНЕНИЯ | 2005 |
|
RU2308372C2 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ С ТОРЦЕВЫМ ПОДПОРОМ ФЛАНЦА ЗАГОТОВКИ | 1994 |
|
RU2111817C1 |
| СПОСОБ И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ ЗАРЯДОВ ВЗРЫВЧАТЫХ ВЕЩЕСТВ | 2006 |
|
RU2301787C1 |
| Способ изготовления порошковой проволоки и устройство для его осуществления | 1990 |
|
SU1780925A1 |
| КОЛЬЦО УПЛОТНИТЕЛЬНОЕ ИЗ ЭЛАСТИЧНОГО МАТЕРИАЛА И ПРЕСС-ФОРМА ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2249136C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОФТОРОПЛАСТОВОГО КОМБИНИРОВАННОГО УПЛОТНЕНИЯ | 2010 |
|
RU2443553C1 |
Изобретение относится к уплот- нительной технике, в частности к изготовлению комбинированных уплотни- тельных колец с резиновым сердечником и полимерной оболочкой. Цель изобретения - повьппение надежности работы и долговечности комбинированного уплотнения. Для этого тороидальную оболочку С-образного профиля формуют с толщиной боковых стенок, меньшей толщины заготовки, а в оболочку устанавливают эластичный сердечник, диаметр сечения которого больше внутреннего размера оболочки. 4 ил.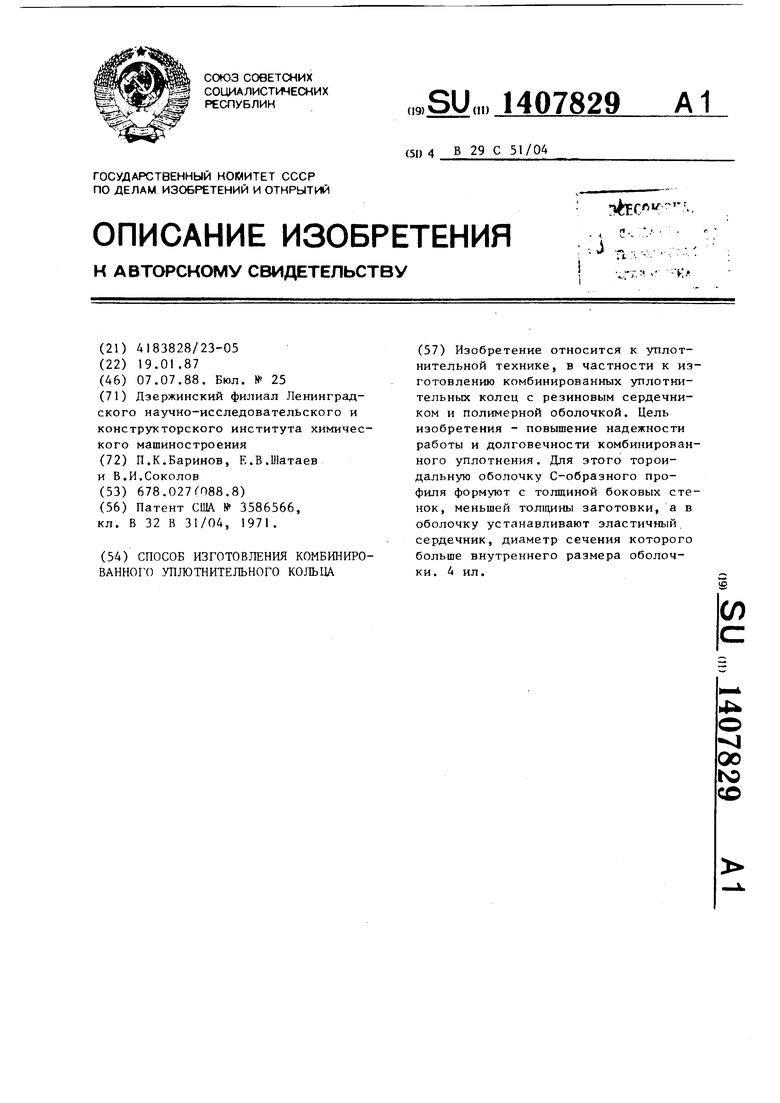
аг. 7
8
11г.2
аг.З
Раг.
| Патент США № 3586566, кл | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
