Фиг. 2
Изобретение относится к уплотнитель- ной технике, в частности к изготовлению комбинированных уплотнительных колец с резиновым сердечником и полимерной оболочкой, и является дополнительным к основному по авт.св.№ 1407829.
Цель изобретения - повышение надежности в работе и долговечности уплотни- тельного кольца.
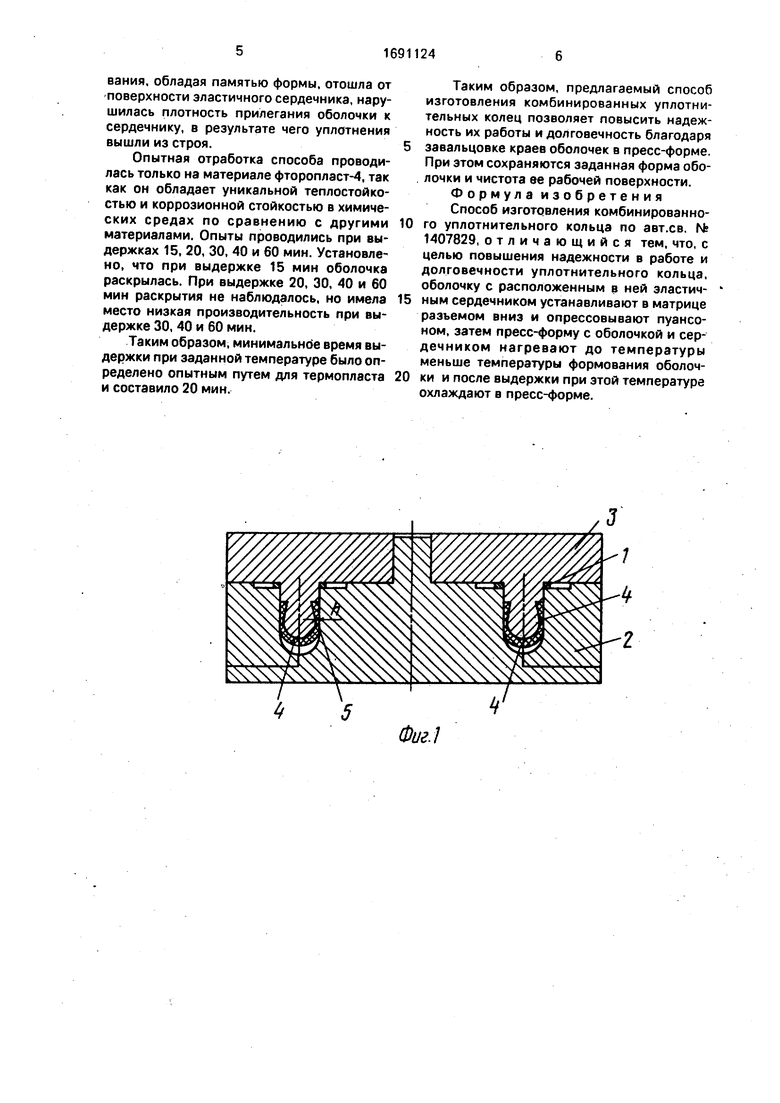
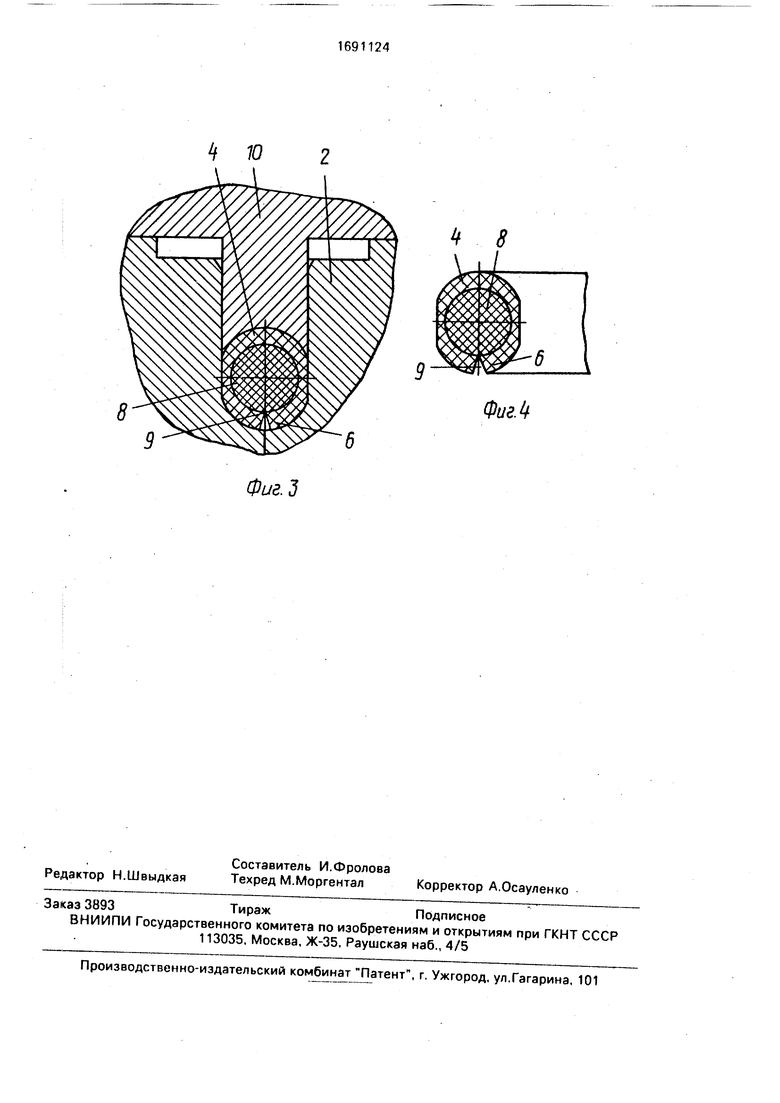
На фиг.1 показано положение пресс- формы при формовании оболочки; на фиг.2 - положение оболочки с эластичным сердечником при завальцовке краев оболочки в той же матрице; на фиг.З - то же, в конце операции опрессовки; на фиг,4 - готовое комбинированное кольцо.
Способ осуществляют следующим образом.
Листовую заготовку 1 устанавливают на матрицу 2 пресс-формы, Заготовку и пресс- форму предварительно подогревают. Пуансоном 3 вдавливают заготовку в матрицу 2, При перемещении под нагрузкой пуансона 3 в матрицу производят втягивание и формование из заготовки 1 оболочки 4. Размер h зазора 5 между пуансоном 3 и матрицей 2 задают меньше, чем толщина заготовки 1. После формования оболочки при смыкании деталей пресс-формы производят обрезку кромок. Получают готовую оболочку, в которой размер h боковых стенок равен размеру h зазора 5, т.е. меньше толщины заготовки 1. Толщина краев б и перемычки 7 больше размера h боковых стенок оболочки. Затем в оболочку устанавливают эластичный сердечник 8. Диаметр сердечника выполняют больше внутреннего диаметра оболочки. При установке эластичного сердечника 8 в оболочку утоненные стенки отгибаются за счет нагрузки с деформированного сердечника 8. Края 6 оболочки во время установки сердечника 8 за счет увеличенной радиальной жесткости упруго деформируются и принимают свое первоначальное положение.
Собранное таким образом комбинированное уплотнительное кольцо вновь устанавливают в матрицу 2 пресс-формы только разьемом 9 вниз и спрессовывают пуансоном 10. После этого помещают собранную пресс-форму, например, в муфельную печь, где нагревают до температуры, меньшей температуры формования оболочки 4. Под действием давления пуансона и температуры края 7 оболочки 4 деформируются и при- нимают форму матрицы 2, т.е. завальцовываются. После выдержки при этой температуре (для фторопласта-4 не менее 20 мин) пресс-форму вынимают из печи, охлаждают и вынимают из нее готовое комбинированное уплотнительное кольцо с за- вальцовэнными краями б оболочки 4.
Полученное таким образом комбинированное уплотнительное кольцо обеспечивает надежную герметичность, надежное удержание резиновых колец с оболочкой, долговечность.
Пример 1. Для получения комбинированных уплотнительных колец была изго0 товлена пресс-форма. Боковой зазор между матрицей и пуансоном равен 0,3 мм. Материал заготовок оболочек - фторопласт-4, толщина заготовок 0,8 мм. Заготовки разогревали в муфельной печи до 200°С, пресс5 форму подогревали до 100°С. Производили вытяжку и формование оболочки в пресс- форме. Получили оболочку с толщиной радиальных стенок 0,3 мм. Толщина краев составляла 1,5 мм. Внутренний размер обо0 лочки между радиальными стенками был равен 5,0 мм. Устанавливали в оболочку резиновое кольцо (эластичный сердечник) диаметром сечения 5,8 мм. Изготовили таким способом 20 комбинированных уплот5 нительных колец. Установили в торцовое уплотнение комбинированное уплотнительное кольцо. При установке на вал в двух случаях резиновые кольца выпали из оболочек. Торцовое уплотнение обкатали на стен0 де. В процессе работы еще 4 резиновых кольца были выдавлены из оболочек.
П р и м е р 2. Комбинированное уплотнительное кольцо, полученное по условиям примера 1, установили в матрицу пресс5 формы разъемом в сторону матрицы и воздействовали на него пуансоном, вдавливая оболочку в матрицу. Собранную таким образом пресс-форму с размещенным в ней комбинированным уплотнительным кольцом
0 поместили в муфельную печь и нагрели до 140°С. Выдерживали при этой температуре 30 мин, после чего охладили пресс-форму в воде. Изготовили таким способом 30 комбинированных уплотнительных колец, кото5 рые имели завальцованные края оболочки. Установили в торцовое уплотнение комбинированное уплотнительное кольцо и обкатали его на стенде. В процессе работы все кольца сохранили свою форму, уплотнение
0 работало устойчиво.
П р и м е р 3. Способ изготовления комбинированного уплотнительного кольца осуществляли по примеру 2, но нагревали пресс-форму в муфельной печи до 200°С.
5 Установили в торцовое уплотнение комбинированное уплотнительное кольцо и обкатали его на стенде. В процессе работы часть колец вышла из строя. Это объясняется тем, что фторопластовая оболочка при нагреве до температуры выше температуры формования, обладая памятью формы, отошла от поверхности эластичного сердечника, нарушилась плотность прилегания оболочки к сердечнику, в результате чего уплотнения вышли из строя.
Опытная отработка способа проводилась только на материале фторопласт-4, так как он обладает уникальной теплостойкостью и коррозионной стойкостью в химических средах по сравнению с другими материалами. Опыты проводились при выдержках 15, 20, 30, 40 и 60 мин. Установлено, что при выдержке 15 мин оболочка раскрылась. При выдержке 20, 30, 40 и 60 мин раскрытия не наблюдалось, но имела место низкая производительность при выдержке 30, 40 и 60 мин.
Таким образом, минимальное время выдержки при заданной температуре было определено опытным путем для термопласта и составило 20 мин.
Таким образом, предлагаемый способ изготовления комбинированных уплотни- тельных колец позволяет повысить надежность их работы и долговечность благодаря завальцовке краев оболочек в пресс-форме. При этом сохраняются заданная форма оболочки и чистота ее рабочей поверхности. Формула изобретения Способ изготовления комбинированного уплотнительного кольца по авт.св. № 1407829, отличающийся тем, что, с целью повышения надежности в работе и долговечности уплотнительного кольца, оболочку с расположенным в ней эластичным сердечником устанавливают в матрице разъемом вниз и спрессовывают пуансоном, затем пресс-форму с оболочкой и сердечником нагревают до температуры меньше температуры формования оболочки и после выдержки при этой температуре охлаждают в пресс-форме.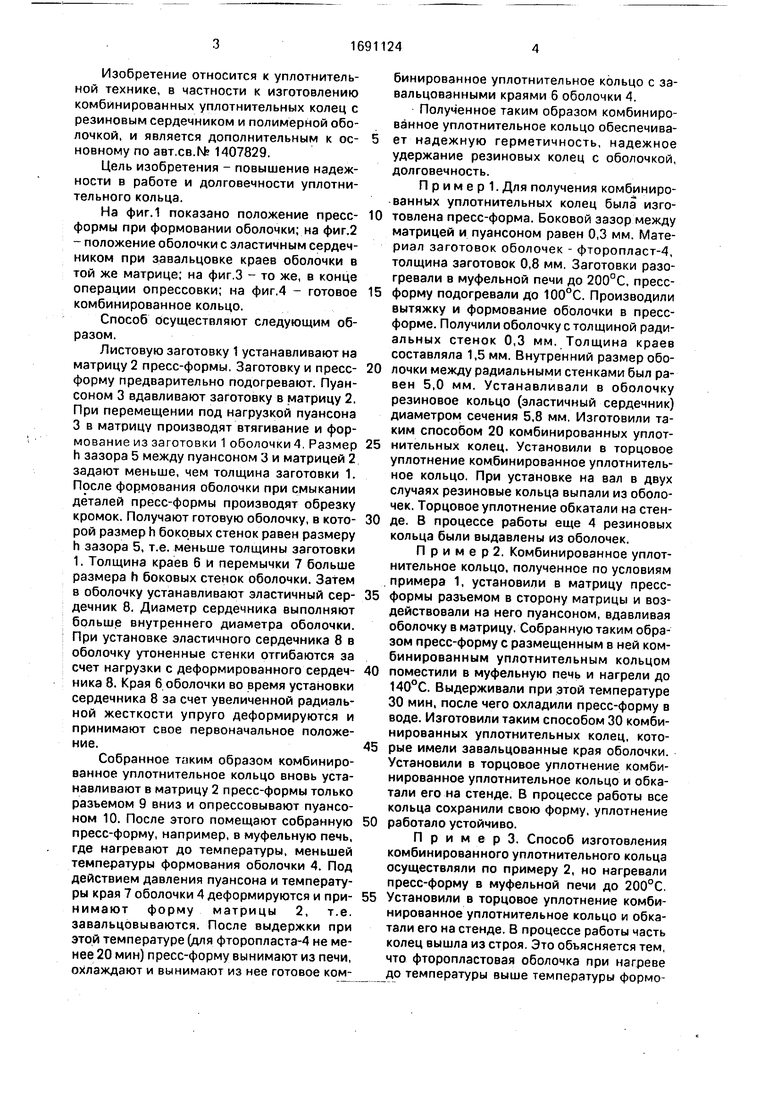
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления комбинированного уплотнительного кольца | 1987 |
|
SU1407829A1 |
| Способ изготовления комбинированного уплотнительного кольца | 1989 |
|
SU1703481A2 |
| Способ изготовления комбинированного уплотнительного кольца | 1989 |
|
SU1669760A1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗИНОВО-ФТОРОПЛАСТОВОГО КОМБИНИРОВАННОГО УПЛОТНЕНИЯ | 2005 |
|
RU2308372C2 |
| ПДШТНО-ТЕХНННЕСН':бИБЛИиТ&И.А | 1972 |
|
SU356150A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОФТОРОПЛАСТОВОГО КОМБИНИРОВАННОГО УПЛОТНЕНИЯ | 2010 |
|
RU2443553C1 |
| Способ изготовления поршневых колец из полимерных композиционных материалов | 1989 |
|
SU1713820A1 |
| Устройство для изостатического формования фторопласта-4 | 1991 |
|
SU1836217A3 |
| Способ получения комбинированного уплотнения | 1979 |
|
SU891704A1 |
Изобретение относится к уплотнитель- ной технике, в частности к изготовлению комбинированных уплотнительных колец с эластичным сердечником и полимерной оболочкой. Цель изобретения - повышение надежности работы и долговечности комбинированного уплотнительного кольца. После установки в оболочку эластичного сердечника 8 (резинового кольца) уплотни- тельное кольцо помещают в матрицу 2 пресс-формы разъемом 9 вниз и спрессовывают пуансоном 10. Пресс-форму с оболочкой и сердечником 8 нагревают до температуры, меньшей температуры формования, выдерживают при этой температуре, а затем охлаждают в пресс-форме. В результате получают кольцо с эавальцованными краями 6 оболочки. 4 ил.;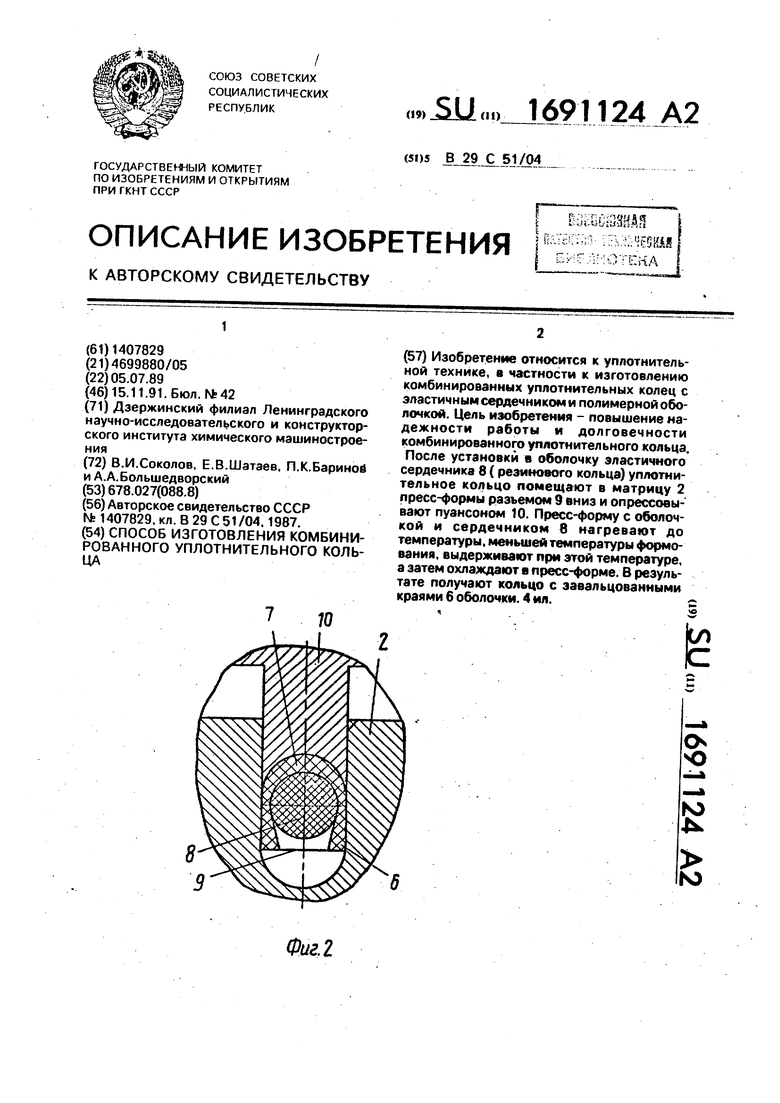
Фиг.1
1} Ю
8
Фиг.З
Фиг. I
| Способ изготовления комбинированного уплотнительного кольца | 1987 |
|
SU1407829A1 |
| Солесос | 1922 |
|
SU29A1 |
