Фиг.1
Изобретение относится к способам изготовления изделий для уплотнения, в част- ности к способам изготовления комбинированных уплотнительных колец, представляющих собой эластичный сердеч- ник, защищенный пластмассовой оболочкой, и может применяться в качестве уплотнений при герметизации агрессивных и гидроабразивных сред в различных отраслях промышленности,
Цель изобретения - повышение качества уплотнительного кольца и снижение стоимости его изготовления.
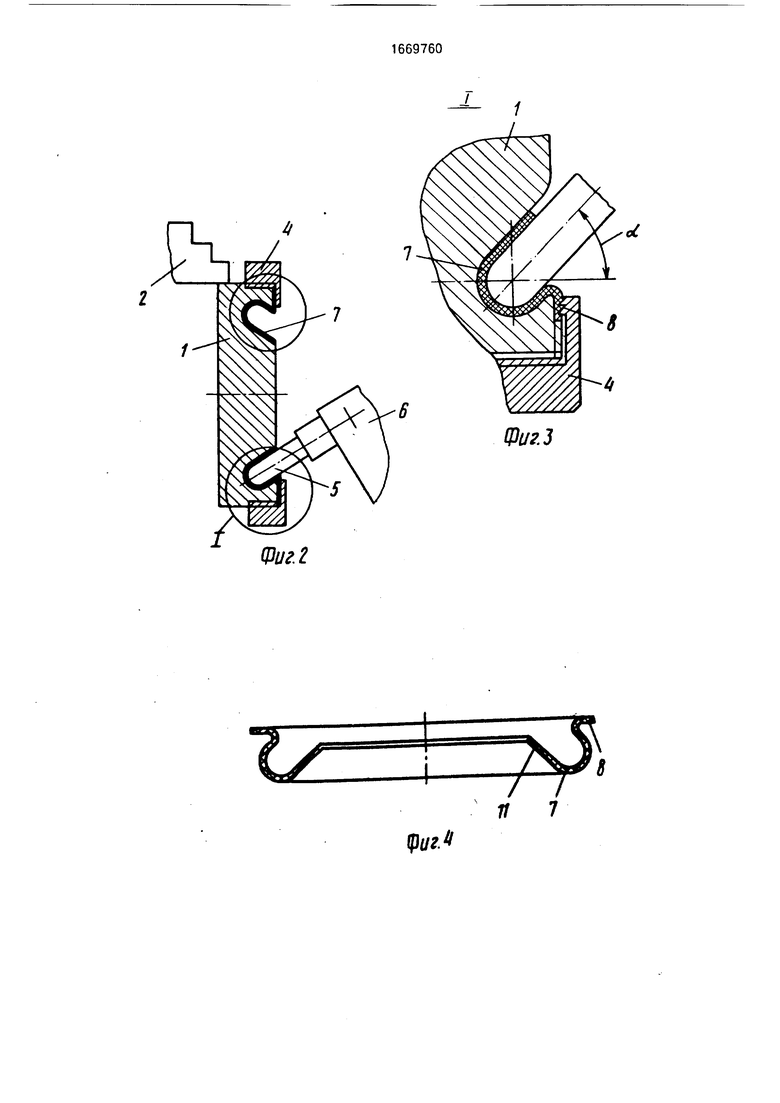
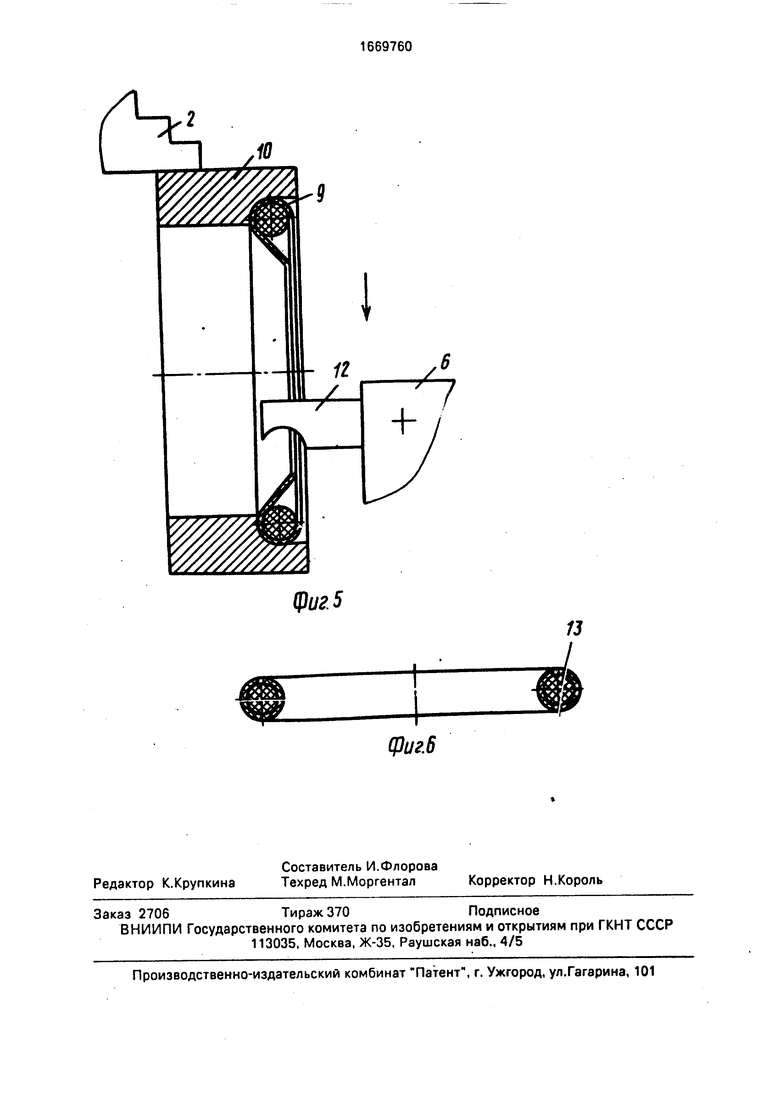
На фиг.1 представлено положение деталей перед формованием оболочки; на фиг.2 - то же, после формования оболочки; на фиг.З - узел I на фиг.2; на фиг.4 - оболочка после формообразующей операции; на фиг.5 - процесс завальцовки внутреннего края оболочки; на фиг.6 - готовое комбини- рованное уплотнительное кольцо.
Способ осуществляют следующим образом.
На оправку 1, закрепленную в кулачках 2 токарного станка, устанавливают листо- вую заготовку 3 и закрепляют ее гайкой 4. Включаюттокарный станок и при вращении оправки 1 с закрепленной на ней листовой заготовкой 3 действуют на нее давильником 5, установленным в резцедержателе 6. Да- вильник 5 вдавливают под углом а к оси вращения оправки 1 и получают оболочку 7. Обрезают наружный край 8 оболочки 7 и устанавливают в нее эластичный сердечник 9, выполненный из резинового кольца. Обо- лочку 7 с расположенным в ней эластичным сердечником 9 устанавливают в оправку 10. При вращении оправки 10 действуют на внутренний край 11 оболочки 7 давильником 12,производя завальцовку внутреннего края 11 оболочки 7. Полученное этим способом комбинированное уплотнительное кольцо 13 снимают с оправки 10.
Таким образом, изготовленное предлагаемым способом комбинированное уплот- нительное кольцо имеет ровные, большой чистоты обработки рабочие уплотнитель- ные поверхности. Так как материал оболочки все время при изготовлении работает на растяжение, исключается образование гофр на поверхности кольца. Благодаря тому, что при изготовлении колец применяется минимальное количество разъемов, размеры колец между собой имеют минимальный допуск. Все это улучшает качество получаемых комбинированных уплотнительных колец.
Применение универсального оборудования при небольшом количестве операций значительно снижает стоимость изготовления этих колец.
Пример. Изготовили три типоразмера комбинированных уплотнительных колец по 10 шт, диаметры 146,5; 221 и 295 мм, диаметром сечения 7,1 и 7,8 мм. Были изготовлены оправки-матрицы и резиновые кольца уменьшенного сечения. Предварительно изготовили заготовки - фторопласто- вые шайбы, превышающие на 15 км средний диаметр колец в обе стороны толщиной 0,4 мм. Закрепили заготовки - наружным краем шайбы в оправках и давильником под углом 45° к оси вращающейся оправки отформовали один за другим 10 оболочек одного типоразмера. Отрезали наружный край оболочек. Разместили в оболочки резиновые кольца. Установили в токарный станок оправку для завальцовки внутреннего края оболочек. Последовательно давильником завальцевали внутренний край оболочек. При этом отсутствовали гофры и наплывы. Допуск размеров между кольцами не превышал 0,1 мм. Время для изготовления одного комбинированного уплотнительного кольца не превышало 1,5-2 мин. Себестоимость этих колец в зависимости от диаметра 1,5-2,5 руб.
Формула изобретения Способ изготовления комбинированного уплотнительного кольца, включающий формование С-образной оболочки путем вдавливания листовой заготовки в формообразующую оправку, установку эластичного сердечника в оболочку и завальцовку краев оболочки, отличающийся тем, что, с целью повышения качества уплотнительного кольца и снижения стоимости изготовления, заготовку закрепляют наружным краем на формообразующей оправке, вдавливание осуществляют при вращении формообразующей оправки давильником под углом к оси вращения оправки, обрезают наружный край, а внутренний край эавальцЪвывают.
Щи г. 2
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления комбинированного уплотнительного кольца | 1989 |
|
SU1691124A2 |
| Способ изготовления комбинированного уплотнительного кольца | 1989 |
|
SU1703481A2 |
| Способ изготовления комбинированного уплотнительного кольца | 1987 |
|
SU1407829A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ДЛЯ КОЛЬЦЕВЫХ ДЕТАЛЕЙ ИЗ ПЛАСТМАСС | 1984 |
|
SU1280819A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2007 |
|
RU2358861C1 |
| Способ изготовления сильфона | 2020 |
|
RU2732845C1 |
| Способ изготовления и монтажа комбинированных уплотнительных колец | 1989 |
|
SU1705002A1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗИНОВО-ФТОРОПЛАСТОВОГО КОМБИНИРОВАННОГО УПЛОТНЕНИЯ | 2005 |
|
RU2308372C2 |
| ПРОСТРАНСТВЕННО-ИЗОГНУТЫЙ ГАЗОВОД ФЛАНЦЕВОГО ПРИСОЕДИНЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2576085C1 |
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2445207C1 |
Изобретение относится к способам изготовления из полимеров изделий для уплотнения. Цель изобретения - повышение качества уплотнительного кольца и снижение стоимости его изготовления. Для этого листовую заготовку 3 закрепляют на оправке 1 токарного станка. Вращающуюся с оправкой 1 заготовку 3 вдавливают под углом к оси вращения оправки давильником 5 и получают оболочку С-образного профиля. Обрезают наружный край оболочки и после установки в нее эластичного сердечника оболочку с кольцом размещают в другой оправке, при вращении оправки завальцовывают внутренний край оболочки. 6 ил.
1 7
фиг
,10
9
фиг.6
| Патент США 3586566, кл | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
