Изобретение относится к уплотнитель- ной технике, в частности к изготовлению комбинированных уплотнительных колец с резиновым сердечником и полимерной оболочкой, и является усовершенствованием изобретения по основному авт, св. № 1407829.
Цель изобретения - повышение надежности и долговечности работы кольца.
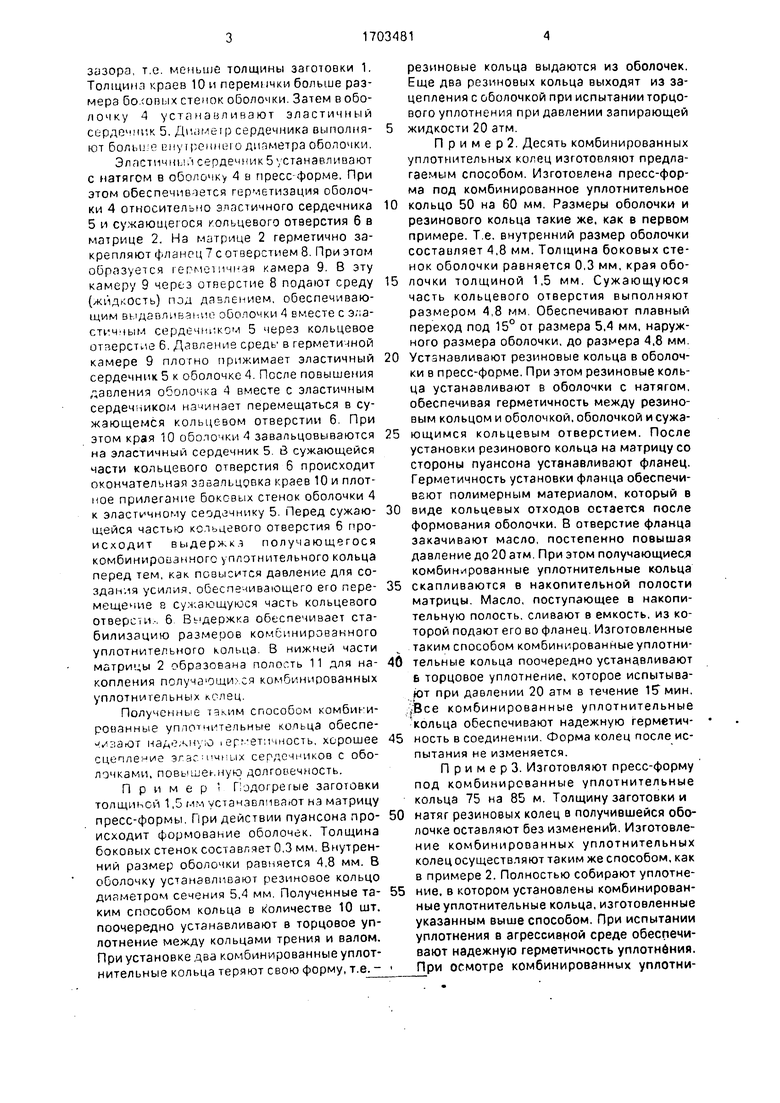
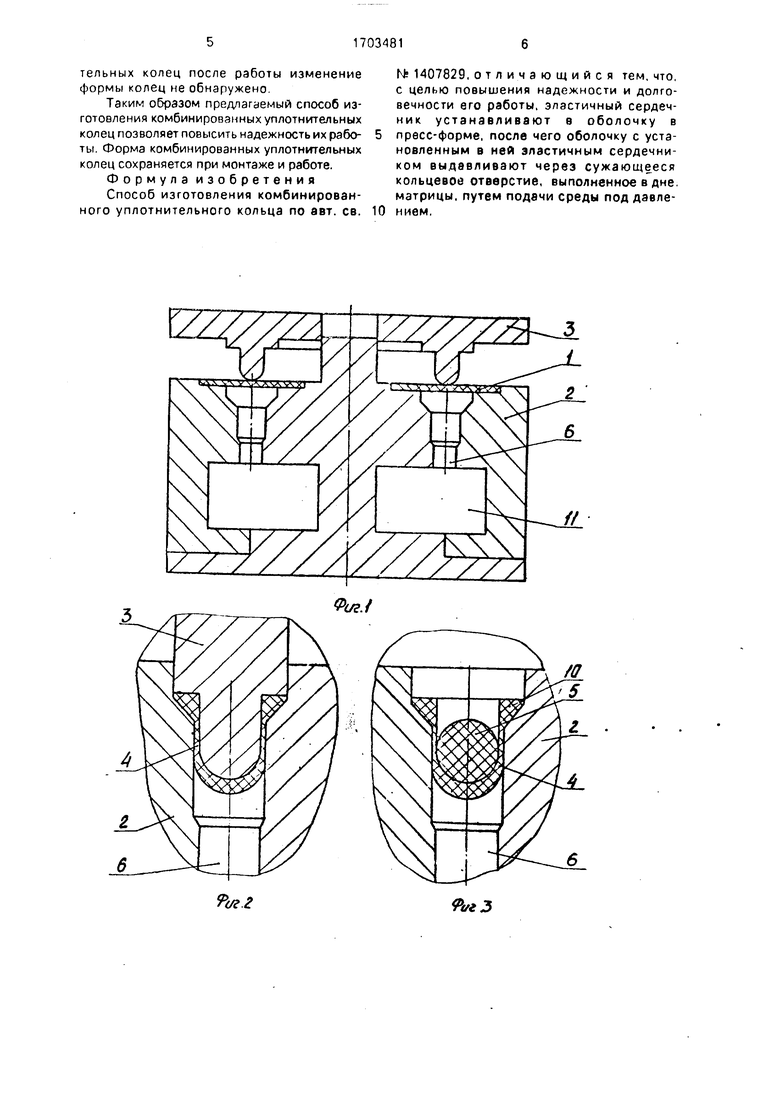
На фиг. 1 показано положение пресс- формы перед формованием оболочки; на фиг.2 - то же, после формования оболочки; на фиг. З - установка эластичного сердечника; на фиг.4 и 5 последовательно показано положение комбинированного уплотнительного кольца в процессе его выдавливания через сужающееся кольцевое
отверстие; на фиг.6 комбинированное уп- лотнительное кольцо.
Способ осуществляют следующим образом.
Листовую заготовку 1 устанавливают на матрицу 2 пресс-формы. Заготовку и пресс- форму предварительно подогревают. Пуансоном 3 выдавливают заготовку 1 в матрицу 2. При перемещении под нагрузкой пуансона 3 в матрицу 2 производят вытягивание и формование из заготовки 1 оболочки 4. Размер зазора между пуансоном 3 и матрицей 2 задают меньше, чем толщина заготовки 1. После формования оболочки при смыкании деталей пресс-формы производят обрезку кромок. Получают готовую оболочку, в которой размер боковых стенок равен размеру
VJ
О CJ
I
00
fc
зазора, т.е. меньше толщины заготовки 1. Толщина краев 10 и перемочки больше размера бо.совых стенок оболочки. Затем в обо- лочку 4 устанавливают эластичный сердечник 5. Диаметр сердечника выполня- ют больше внутреннего диаметра оболочки.
Эластичный сердечник 5 устанавливают с натягом в оболочку 4 в пресс-форме. При этом обеспечивается герметизация оболочки 4 относительно эластичного сердечника 5 и сужающегося кольцевого отверстия б в матрице 2. На матрице 2 герметично закрепляют фланец 7 с отверстием 8. При этом образуется герметичная камера 9. В эту камеру 9 через отверстие 8 подают среду (жидкость) под давлением, обеспечивающим выдавливание оболочки 4 вместе с эластичным сердечником 5 через кольцевое отверстие 6. Давление средь1 в герметичной камере 9 плотно прижимает эластичный сердечник 5 к оболочке 4. После повышения давления оболочка 4 вместе с эластичным сердечником начинает перемещаться в сужающемся кольцевом отверстии 6. При этом края 10 оболочки 4 завальцовываются на эластичный сердечник 5. В сужающейся части кольцевого отверстия 6 происходит окончательная ззвальцовка краев 10 и плотное прилегание боковых стенок оболочки 4 к эластичному сердечнику 5. Перед сужаю- щейся частью кольцевого отверстия 6 происходит выдержка получающегося комбинированного уплотнительного кольца перед тем, как повысится давление для создания усилия, обеспечивающего его пере- мещение в сужающуюся часть кольцевого отверсти.-. 6, Выдержка обеспечивает стабилизацию размеров комбинированного уплотнительного кольца. В нижней части матрицы 2 образована полость 11 для на- копления получающихся комбинированных уплотнительных колец.
Полученные таким способом комбинированные уплотнительные кольца обеспе- чизают надежную ерг. етмчность, хорошее сцепление эластичных сердечников с оболочками, повышенную долговечность.
Пример Подогретые заготовки толщиной 1,5 мм устанавливают на матрицу пресс-формы. При действии пуансона про- исходит формование оболочек. Толщина боковых стенок составляет 0,3 мм. Внутренний размер оболочки равняется 4,8 мм. В оболочку устанавливают резиновое кольцо диаметром сечения 5,4 мм. Полученные та- ким способом кольца в количестве 10 шт. поочередно устанавливают в торцовое уплотнение между кольцами трения и валом. При установке два комбинированные уплотнительные кольца теряют свою форму, т.е.-
резиновые кольца выдаются из оболочек. Еще два резиновых кольца выходят из зацепления с оболочкой при испытании торцового уплотнения при давлении запирающей жидкости 20 атм.
П р и м е р 2. Десять комбинированных уплотнительных колец изготовляют предлагаемым способом. Изготовлена пресс-форма под комбинированное уплотнительное кольцо 50 на 60 мм. Размеры оболочки и резинового кольца такие же. как в первом примере. Т.е. внутренний размер оболочки составляет 4,8 мм. Толщина боковых стенок оболочки равняется 0,3 мм, края оболочки толщиной 1,5 мм. Сужающуюся часть кольцевого отверстия выполняют размером 4,8 мм, Обеспечивают плавный переход под 15° от размера 5,4 мм, наружного размера оболочки, до размера 4,8 мм. Устанавливают резиновые кольца в оболочки в пресс-форме. При этом резиновые кольца устанавливают в оболочки с натягом, обеспечивая герметичность между резиновым кольцом и оболочкой, оболочкой и сужающимся кольцевым отверстием. После установки резинового кольца на матрицу со стороны пуансона устанавливают фланец. Герметичность установки фланца обеспечивают полимерным материалом, который в виде кольцевых отходов остается после формования оболочки. В отверстие фланца закачивают масло, постепенно повышая давление до 20 атм. При этом получающиеся комбинированные уплотнительные кольца скапливаются в накопительной полости матрицы. Масло, поступающее в накопительную полость, сливают в емкость, из которой подают его во фланец. Изготовленные таким способом комбинированные уплотнительные кольца поочередно устанавливают Б торцовое уплотнение, которое испытывают при давлении 20 атм в течение . /Все комбинированные уплотнительные кольца обеспечивают надежную герметичность в соединении. Форма колец после испытания не изменяется.
П р и м е р 3. Изготовляют пресс-форму под комбинированные уплотнительные кольца 75 на 85 м. Толщину заготовки и натяг резиновых колец в получившейся оболочке оставляют без изменении. Изготовление комбинированных уплотнительных колец осуществляют таким же способом, как в примере 2. Полностью собирают уплотнение, в котором установлены комбинированные уплотнительные кольца,изготовленные указанным выше способом. При испытании уплотнения в агрессивной среде обеспечивают надежную герметичность уплотнения. При осмотре комбинированных уплотнительных колец после работы изменение формы колец не обнаружено.
Таким образом предлагаемый способ изготовления комбинированных уплотнительных колец позволяет повысить надежность их работы. Форма комбинированных уплотнительных колец сохраняется при монтаже и работе. Формула изобретения Способ изготовления комбинированного уплотнительного кольца по авт. св.
№ 1407829, отличающийся тем, что, с целью повышения надежности и долговечности его работы, эластичный сердечник устанавливают в оболочку в пресс-форме, после чего оболочку с установленным в ней эластичным сердечником выдавливают через сужающееся кольцевое отверстие, выполненное в дне. матрицы, путем подачи среды под давлением.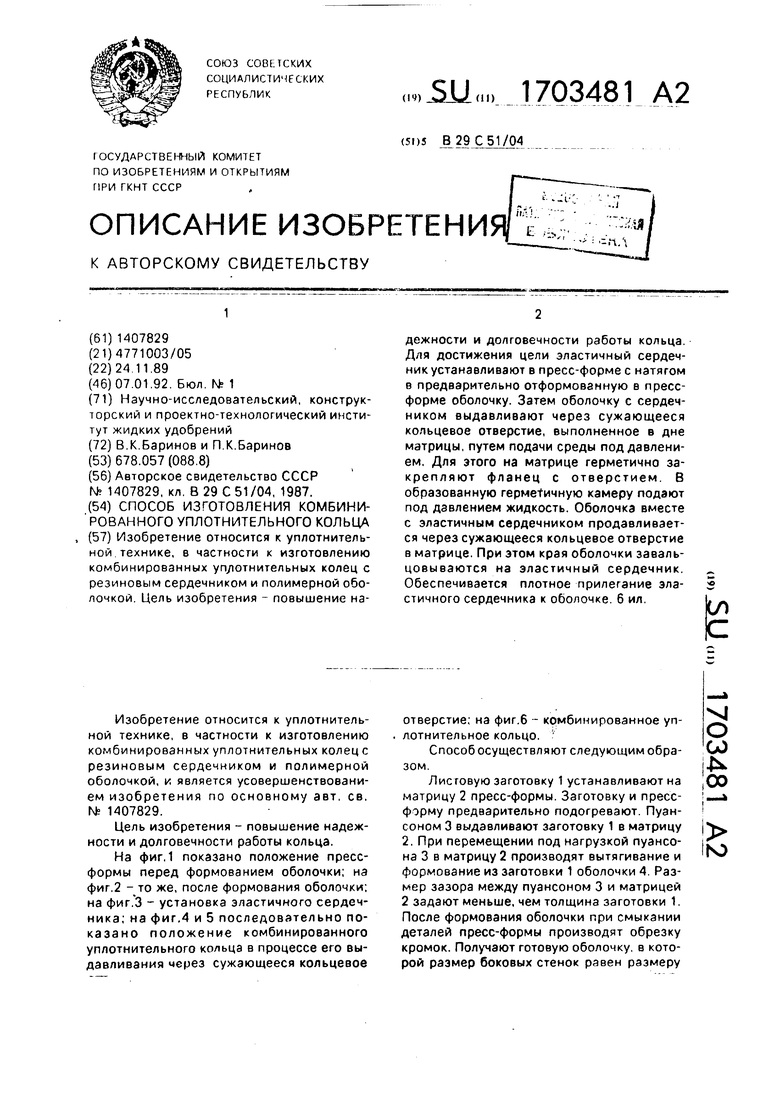
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления комбинированного уплотнительного кольца | 1989 |
|
SU1691124A2 |
| Способ изготовления комбинированного уплотнительного кольца | 1987 |
|
SU1407829A1 |
| Способ изготовления комбинированного уплотнительного кольца | 1989 |
|
SU1669760A1 |
| КОЛЬЦО УПЛОТНИТЕЛЬНОЕ ИЗ ЭЛАСТИЧНОГО МАТЕРИАЛА И ПРЕСС-ФОРМА ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2249136C2 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗИНОВО-ФТОРОПЛАСТОВОГО КОМБИНИРОВАННОГО УПЛОТНЕНИЯ | 2005 |
|
RU2308372C2 |
| СПОСОБ И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ ЗАРЯДОВ ВЗРЫВЧАТЫХ ВЕЩЕСТВ | 2006 |
|
RU2301787C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОФТОРОПЛАСТОВОГО КОМБИНИРОВАННОГО УПЛОТНЕНИЯ | 2010 |
|
RU2443553C1 |
| Способ получения комбинированного уплотнения | 1979 |
|
SU891704A1 |
| Способ изготовления варочной камеры | 1978 |
|
SU870178A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2004 |
|
RU2257293C1 |

Изобретение относится к уплотнитель- ной.технике, в частности к изготовлению комбинированных уплотнительных колец с резиновым сердечником и полимерной оболочкой. Цель изобретения - повышение надежности и долговечности работы кольца. Для достижения цели эластичный сердечник устанавливают в пресс-форме с натягом в предварительно отформованную в пресс- форме оболочку. Затем оболочку с сердечником выдавливают через сужающееся кольцевое отверстие, выполненное в дне матрицы, путем подачи среды под давлением, Для этого на матрице герметично закрепляют фланец с отверстием. В образованную герме гичную камеру подают под давлением жидкость. Оболочка вместе с эластичным сердечником продавливается через сужающееся кольцевое отверстие в матрице. При этом края оболочки заваль- цовываются на эластичный сердечник. Обеспечивается плотное прилегание эластичного сердечника к оболочке. 6 ил. ел
9иг.1
(я.г
| Способ изготовления комбинированного уплотнительного кольца | 1987 |
|
SU1407829A1 |
| Солесос | 1922 |
|
SU29A1 |
