Изобретение относится к области трубопроводного транспорта и может быть использовано в строительстве трубопроводов в нефтедобывающей и нефтехимической промышленности, а также в системе жилищно-коммунального хозяйства.
Известен способ футерования металлических труб термопластичным материалом (пат. РФ №2100687, F16L 58/10, опубл. в Бюл. №36 от 27.12.1997 г.), включающий введение в нее заготовки в форме рукава из термопластичного материала, прижатие заготовки к поверхности трубы избыточным давлением в полости заготовки и нагрев заготовки с перемещением зоны обогрева. Предварительно перед введением в трубу заготовку при нагреве подвергают обратимой вытяжке с уменьшением диаметра, фиксируют деформацию заготовки охлаждением до комнатной температуры и прижимают к трубе заготовку при ее нагреве до температуры не ниже температуры обратимой вытяжки заготовки. Одновременно с вытяжкой заготовку прогибают в радиальном направлении по всей длине в одном или нескольких местах с последующей фиксацией прогибов. При этом используют заготовку с наружным диаметром, равным с небольшим допуском (1-2 мм) наименьшему диаметру металлической трубы.
К недостаткам данного способа можно отнести:
- невозможность устранения зазора между трубой и заготовкой из термопластичного материала при охлаждении после прижатия заготовки к трубе при температуре обратимой вытяжки из-за термической усадки термопластичного материала;
- сложность и трудоемкость технологического процесса;
- энергоемкость технологического процесса из-за многократных нагревов заготовки из термопластичного материала.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ защиты стальной трубы от коррозии (пат. РФ 2217651, F16L 8/02, опубл. в Бюл. №33 от 27.11.2003 г.), включающий футерование внутренней поверхности трубы пластмассовой оболочкой, облицовку внутренней поверхности концов трубы коррозионно-стойкой сталью и прикрепление концов оболочки к трубе защемляющими кольцами путем радиальной деформации колец. При этом футерование трубы осуществляется путем затаскивания в нее пластмассовой оболочки с предварительным волочением ее через обжимающую фильеру.
Недостатком этого способа является возможность существования зазора между полиэтиленовой оболочкой и стальной трубой из-за больших допусков на внутренний диаметр трубы. Для исключения данного зазора необходимо, чтобы первоначальный наружный диаметр полиэтиленовой оболочки был больше или равен внутреннему диаметру трубы. Если деформация оболочки при волочении ее через обжимающую фильеру будет находиться в зоне упругости ее материала, то восстановление наружного диаметра оболочки произойдет сразу после прохождения через фильеру, что не позволит осуществить процесс футерования трубы из-за возможности обрыва полиэтиленовой оболочки. Если деформация будет находиться в зоне пластичности материала оболочки, ее наружный диаметр не примет первоначальное значение, что приведет к образованию зазора между полиэтиленовой оболочкой и трубой. Наличие такого зазора может привести к обрывам и захлопыванию пластмассовой оболочки внутри стальной трубы в процессе эксплуатации.
Задачей изобретения является повышение качества облицовки металлической трубы полимерной оболочкой за счет устранения зазора между оболочкой и трубой.
Поставленная задача решается тем, в способе облицовки внутренней поверхности металлической трубы полимерной оболочкой, включающем введение в металлическую трубу полимерной оболочки и прикрепление концов оболочки к трубе защемляющими кольцами путем радиальной деформации колец, согласно изобретению для облицовки используют полимерную оболочку с наружным диаметром, превышающим внутренний диаметр трубы, перед вводом в трубу оболочку подвергают продольному растяжению до такой величины, при которой наружный диаметр оболочки станет меньше внутреннего диаметра трубы, вводят оболочку в трубу в растянутом состоянии, после чего снимают растягивающую нагрузку.
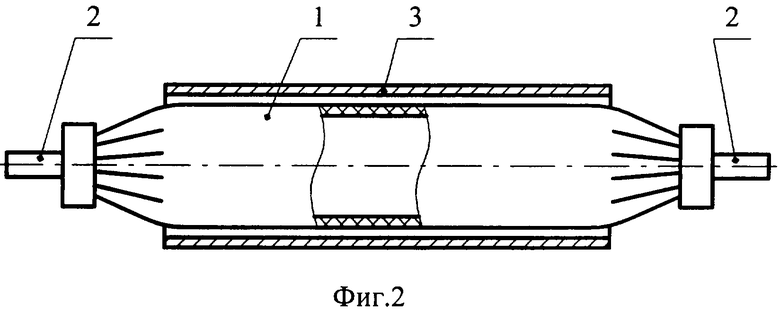
На фиг.1 изображена полимерная оболочка в растянутом состоянии до ввода в металлическую трубу.
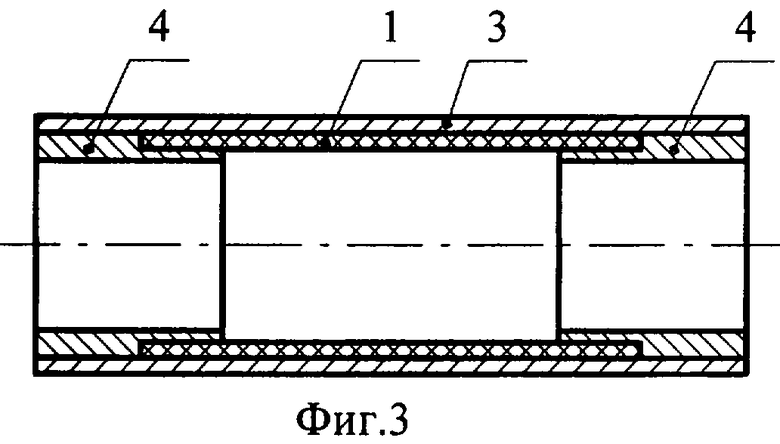
На фиг.2 изображена полимерная оболочка в растянутом состоянии внутри металлической трубы.
На фиг.3 изображена металлическая труба с внутренней облицовкой.
Способ осуществляется следующим образом.
Концы полимерной оболочки 1 (см. фиг.1) разрезают на лепестки, при помощи которых на концах устанавливаются конические оправки 2. Минимальный наружный диаметр полимерной оболочки 1 больше максимального внутреннего диаметра стальной трубы с учетом допусков на 0,2-1 мм. Полимерную оболочку 1 растягивают в осевом направлении в пределах ее упругой деформации при помощи конических оправок 2, установленных на торцах. Растяжение осуществляют до того момента, пока наружный диаметр полимерной оболочки не станет равным или меньше внутреннего диаметра металлической трубы. В растянутом состоянии полимерную оболочку 1 свободно вводят в металлическую трубу 3 (см. фиг.2), прошедшую операцию очистки внутренней поверхности. После установки полимерной оболочки 1 осевую нагрузку снимают, конические оправки 2 демонтируют, концы полимерной оболочки 1 обрезают в металлической трубе 3 на длину, превышающую зону ее термического разрушения под действием тепла сварки, образуемого при соединении труб между собой (см. фиг.3). После снятия осевой нагрузки оболочка 1 прижимается без зазора к внутренней поверхности трубы 3 за счет сил упругости полимерного материала. На торцах металлической трубы 3 устанавливают внутренние защемляющие кольца 4. Путем радиальной деформации колец дорнирующим устройством (не показано) прикрепляют концы оболочки к металлической трубе.
Предлагаемый способ снижает трудоемкость облицовки труб, повышает качество облицовки за счет исключения возможности обрыва и захлопывания полимерной оболочки внутри стальной трубы в процессе эксплуатации из-за отсутствия зазора между трубой и оболочкой, что позволит увеличить безаварийный срок эксплуатации трубопровода.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЩИТЫ СТАЛЬНОЙ ТРУБЫ ОТ КОРРОЗИИ | 2002 |
|
RU2217651C1 |
| СПОСОБ ОБЛИЦОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ТРУБЫ ПОЛИМЕРНЫМ РУКАВОМ | 2010 |
|
RU2424116C1 |
| Способ соединения стальных труб с внутренней пластмассовой облицовкой | 2002 |
|
RU2225562C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОИЗОЛИРУЮЩЕЙ ВСТАВКИ ДЛЯ ТРУБОПРОВОДА | 2009 |
|
RU2406911C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКОИЗОЛИРУЮЩЕЙ ВСТАВКИ ДЛЯ ТРУБОПРОВОДА | 2009 |
|
RU2406007C1 |
| Способ соединения металлических труб с внутренней пластмассовой облицовкой | 2018 |
|
RU2686129C1 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2009 |
|
RU2398152C1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННЕЙ ПОЛИМЕРНОЙ ОБОЛОЧКОЙ | 2007 |
|
RU2347970C1 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ | 2019 |
|
RU2717271C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОКОИЗОЛИРУЮЩЕЙ ВСТАВКИ ДЛЯ ТРУБОПРОВОДА | 2009 |
|
RU2406910C1 |
Изобретение относится к области трубопроводного транспорта и может быть использовано в строительстве трубопроводов в нефтедобывающей и нефтехимической промышленности, а также в системе жилищно-коммунального хозяйства. В металлическую трубу вводят полимерную оболочку, концы оболочки прикрепляют к трубе защемляющими кольцами путем радиальной деформации колец. Для облицовки используют оболочку с наружным диаметром, превышающим внутренний диаметр трубы. Перед вводом в трубу оболочку растягивают в осевом направлении до тех пор, пока ее наружный диаметр не станет меньше внутреннего диаметра трубы, затем растяжение оболочки снимают, в результате чего ее наружный диаметр упруго восстанавливается и оболочка плотно прилегает к внутренней поверхности трубы. Повышается качество облицовки труб. 3 ил.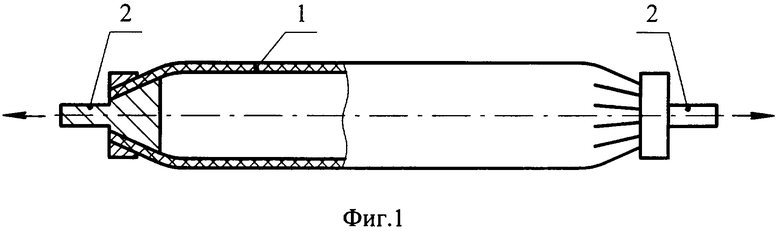
Способ облицовки внутренней поверхности металлической трубы полимерной оболочкой, включающий введение в металлическую трубу полимерной оболочки и прикрепление концов оболочки к трубе защемляющими кольцами путем радиальной деформации колец, отличающийся тем, что для облицовки используют полимерную оболочку с наружным диаметром, превышающим внутренний диаметр трубы, перед вводом в трубу оболочку подвергают продольному растяжению до такой величины, при которой наружный диаметр оболочки станет меньше внутреннего диаметра трубы, вводят оболочку в трубу в растянутом состоянии, после чего снимают растягивающую нагрузку.
| СПОСОБ ЗАЩИТЫ СТАЛЬНОЙ ТРУБЫ ОТ КОРРОЗИИ | 2002 |
|
RU2217651C1 |
| СПОСОБ ФУТЕРОВКИ МЕТАЛЛИЧЕСКИХ ТРУБ ТЕРМОПЛАСТИЧНЫМ ПОКРЫТИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2100687C1 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 1998 |
|
RU2141598C1 |
| ТРУБА С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2130147C1 |
| US 3876136 A, 08.04.1975. | |||

