Изобретение относится к лесной и деревообрабатывающей промышленности, в частности к способам производства профилированных изделий из древесины.
Целью изобретения является уменьшение энергозатрат.
Положительный эффект достигается за смет деструктиризацпи поверхности древесины контурной термопрокаткой.
Проведены экспериментальные исследования на образцах древесины влажностью в пределах 1Г+2% и 604-3%.
Прессование проводилось путем протягивания через рамку мм, состоящую из четырех валиков, установленных э одной плоскости при температуре их мягрева С. Протягивание (уплотнение древесины) производилось со скоростью 10-20 мм/с. Степень уплотнения задавалась: О, 3, 5i Ю, 120 и 30%, После охлаждения проводили геометрические замеры
образцов в плоскостях прессования и заливали их дистиллированной водой с температурой 20еС. Величину разбухания измеряли через 2, 36 и 72 ч.
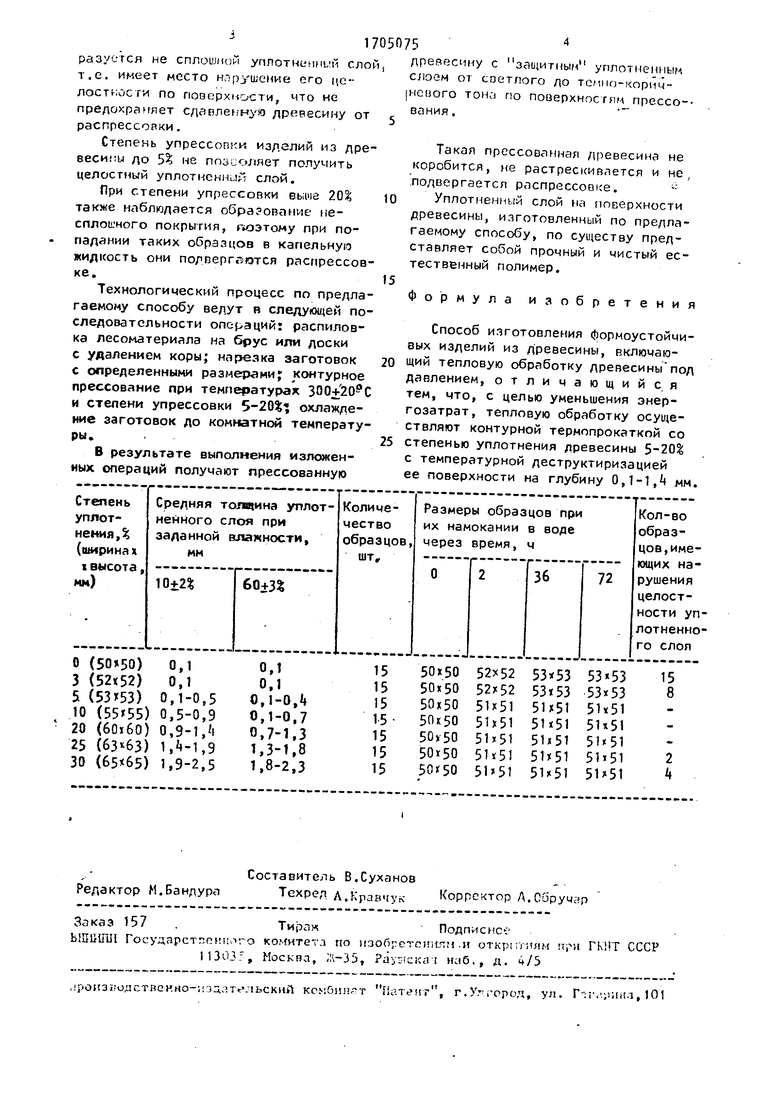
Результаты испытаний на линейное разбухание образцов древесины из осины с различной влажностью при их контурной прокатке при температуре 300+20 С представлены в таблице.
Уплотненный слой толщиной 0,1- 1,4 мм на поверхности древесины, полученный при контурном прессовании при определенном давлении и температуре, предохраняет древесину от разо ухания (распрессовки) . Толщина этого слоя зависит от температуры и степени улрессовки. Выявлено, что при, темперзтуре 320 С наблюдается возгорание древесины и уплотненного, слоя на се поверхности не образуется. При температурах ниже
ММ
1
О
01 О
vl
СЛ
разуется не сплошной уплотненный слои, т.е. имеет место нарушение его целостности по поверхности, что не предохраняет сдавленную древесину от распрессовки.
Степень упрессовки изделий из древесины до 5% не позволяет получить целостный уплотнении; слой.
При степени упрессовки выше 20% также наблюдается образование несплошного покрытия, шээтому при попадании таких образцов в капельную жидкость они полпергйотся распрессов- ке.
Технологический процесс по предлагаемому способу ведут в следующей последовательности операций: распиловка лесоматериала на брус или доски с удалением коры; нарезка заготовок с определенными размерами контурное прессование при температурах 300+20 С и степени упрессовки 5-20% ; охлаждение заготовок до комнатной температуры.
В результате выполнения изложенных операций получают прессованную
ои, т
1 защитным уплотненным
1705075
древесину с
слоем от саетлого до темно-корим- (неоого тона по поверхностям прессо-- вания.
Такал прессованная древесина не коробится, не растрескивается и не, подвергается рлспрессовке. :
Уплотненный слой на поверхности древесины, изготовленный по предлагаемому способу, по существу представляет собой прочный и чистый естественный полимер.
Формула изоб
р е т е н и я
Способ изготовления формоустойчи- вых изделий из древесины, включаюЩий тепловую обработку древесины под давлением, отличающийся тем, что, с целью уменьшения энергозатрат, тепловую обработку осуществляют контурной термопрокаткой со
степенью уплотнения древесины 5-20% с температурной деструктиризацией ее поверхности на глубину 0,1-1, мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термопрокатки деревянных заготовок | 1983 |
|
SU1100096A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛИРОВАННЫХ ИЗДЕЛИЙ ИЗ МАТЕРИАЛА ЦЕЛЬНОЙ ДРЕВЕСИНЫ ИЛИ ДРЕВЕСНЫХ СРЕД | 1997 |
|
RU2125932C1 |
| Способ упрочняющей декоративной обработки изделий из древесины | 2018 |
|
RU2704849C1 |
| ДРЕВЕСНОПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 1992 |
|
RU2049662C1 |
| СПОСОБ СНИЖЕНИЯ ШЕРОХОВАТОСТИ И РАЗНОТОЛЩИННОСТИ ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2313450C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСУШЕННЫХ ПРОФИЛИРОВАННЫХ ИЗДЕЛИЙ ИЗ МАТЕРИАЛОВ ЦЕЛЬНОЙ ДРЕВЕСИНЫ | 1998 |
|
RU2139789C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЛАГОСТОЙКИХ КОМПОЗИТНЫХ ПЛИТ ИЗ РАСТИТЕЛЬНЫХ ОТХОДОВ И ПОЛИЭТИЛЕНА | 2005 |
|
RU2314195C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНЫХ СЛОИСТЫХ ДРЕВЕСНЫХ МАТЕРИАЛОВ ИЗ ШПОНА | 2002 |
|
RU2222425C2 |
| Способ модификации древесины | 1986 |
|
SU1384384A1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННОЙ ДРЕВЕСИНЫ | 1999 |
|
RU2186676C2 |
Изобретение относится к лесной и деревообрабатывающей отраслям промышленности, в частности к способам производства профилированных изделий из древесины. Цель изобретения уменьшение энергозатрат. Изделия из древесины уплотняют контурной термопрокаткой при 300+20°С до степени уплотнения 5-20%. В результате происходит деструктиризация поверхностного слоя древесины на глубину 0,1- 1,4 мм. Изделие с уплотненным слоем древесины не коробится, не растрескивается и не подвергается распрессовке. 1 табл. §
