Известные устройства для автоматического управления работой листопрокатной клети, снабженные датчиком положения нажимного механизма, соединенным с флажком, расположенным на пути светового потока, падающего на фотосопротивление, управляющее исполнительным механизмом, не позволяют вести корректировку программы работы клети без нарушения технологического процесса прокатки.
В описываемом устройстве для автоматического управления нажимным механизмом листопрокатной клети проведение корректировки программы без остановки клети и повышение надежности работы устройства достигнуто тем, что в качестве датчика полол ения нажимного механизма клети использован сельсин-датчик, соединенный с сельсинамиприемниками, на роторах которых установлены флажки при помощи промежуточных сельсинов, служащих для ввода и корректировки программы.
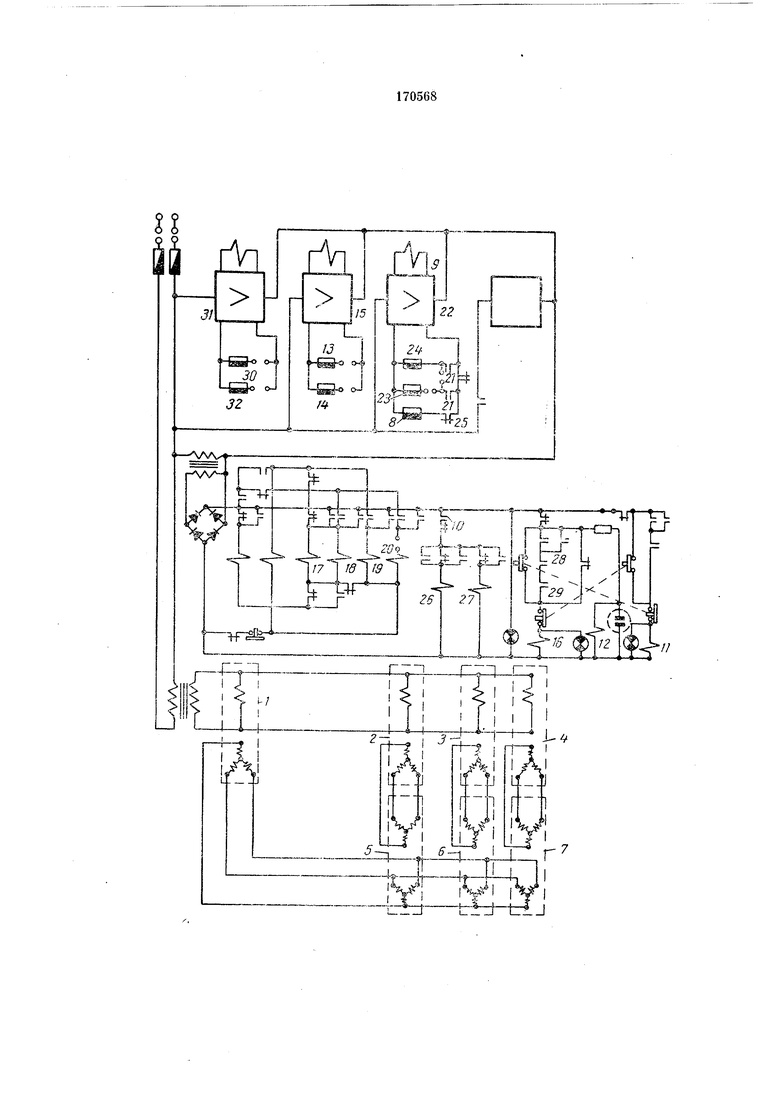
Па чертеже показана схема предложенного устройства.
Сельсин-датчпк / соединен с тремя сельсинами-приемниками 2, 3 и 4 через промежуточные сельсины 5, 6, 7. Ротор сельсина-датчика 1 жестко соединен с осью стрелки указателя положения винта нажимного устройства клети, не показанной на чертеже. На роторах сельсинов-приемников укреплены флажки, также не показанные на чертеже.
При перемещении винта нажимного устройства вращается соединенный с ним ротор сельсина-датчика / и синхронно с ним на тот же угол поворачиваются роторы сельсинов-приемников 2, 3, 4. При вращении роторов сельсинов-приемников 2, 3, 4 поворачиваются укрепленные на них флажки. В момент
пересечения луча света, падающего на фотосопротивление S, флажком сельсина-приемника 4 реле 9 срабатывает и своими н. о. контактами 10 разрывает цепь питания реле 11 подъема. Для гашения инерции привода подъема винтов служит реле 12. Величина наибольшего подъема винтов, необходимого для заданной степени обжатия прокатываемого изделия, на первом проходе задается смещением ротора промежуточного сельсина 7, управляющего полол ением ротора сельсина-приемника 4. После первого пропуска изделия через валки засвечиваются фотосопротивления 13 и 14, подключенные к усилителю 15. Команда на опускание нажимных винтов, управляемых реле 16, подается после того, как счетные реле 17, 18, 19 и 20 отсчитают заданное число пропусков изделия через валки. При срабатывании реле 16 опускаются нажимные винты, вращается связанная с ними стрелка
датчика / и роторы сельсинов-приемников 2, 3, 4 с. насажеными на них флажками. Одновременно контактами 21 к усилителю 22 иодключается фотосопротивление 23 (при прокатке с промежуточным обжатием) или фотосопротивление 24 (при ирокатке без промежуточного обжатия), а фотосопротивление 8 отключается контактами 25.
Флажки сельсинов 2 и 3 перекрывают лучи света, падающие на фотосопротивления 23 и 24, что вызывает размыкание контактов 10, и с деблокирующих реле 26 и 27 снимается напряжение. Реле 26 и 27 размыкают контакты 28 и 29 цепи питания реле 16, и опускание нажимных винтов прекращается. Если прокат ведется с промежуточным обжатием, то при срабатывании реле 20 вновь замыкается реле 16 и нажимные винты опускаются до тех пор, пока флажок сельсина-приемника 2 не перекроет луч света, падающий на фртосопротивление. Положение нажимных винтов, обеспечивающее промежуточное обжатие, устанавливается заранее поворотом ротора промежуточного сельсина 6, которым перемещают ротор и флажок сельсина-приемника 3. Для сохранения начального положения отсчета служит промел уточный сельсин 5, сельсин-приемник 2 и фотосопротивление 24.
В тех случаях, когда производится прокат различных изделий (например, сутунки и пакетов), для -правления нажимными винтами при ирокатке сутунки используются фотосопротивления 30 и 13, подключенные к усилителям 31 и 15, а при прокатке пакетов - фотосопротивления 32 и М, подключенные к этим же усилителям.
Предмет изобретения
Устройство для автоматического управления нажимным механизмом листопрокатной
клети, содержащее датчик положения нажимного механизма, снабженный флажком, расположенным между источником света и фотосопротивлением, иодключенным к исполнительному механизму, отличающееся тем, что
с целью повышения надежности устройства и корректировки программы без нарущения непрерывности технологического процесса, в нем в качестве датчика положения нажимного механизма использован сельсин-датчик
соединенный с сельсинами-приемниками, снабженными флажками, закрепленными на их роторах через промел уточные сельсины, служащие для ввода и корректировки программы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Аппарат для дозирования сыпучих аптекарских порошков | 1960 |
|
SU133985A1 |
| Электромеханическое устройство для измерения отклонения толщины раската от заданной в процессе прокатки | 1976 |
|
SU596311A1 |
| Устройство для синхронизации вращения асинхронных электродвигателей | 1977 |
|
SU736331A1 |
| Правильный пресс | 1978 |
|
SU770602A1 |
| Устройство для управления положением гидравлических нажимных механизмов | 1980 |
|
SU882673A1 |
| "Устройство для измерения скорости входа металла в клеть при при прокатке | 1975 |
|
SU563203A1 |
| Импульсный способ контроля отклонения скорости вращения вала от заданной при малых скоростях вращения | 1961 |
|
SU147379A1 |
| Устройство для синхронизации нажимных винтов клети прокатного стана | 1968 |
|
SU600679A1 |
| Устройство для автоматического переключения пределов измерения многопредельных измерительных приборов с непосредственным отсчетом | 1957 |
|
SU118549A1 |
| Система программного управления кузнечно-прессовыми машинами ударного действия | 1975 |
|
SU694271A1 |