Изобретение относится к технологии обработки металлов давлением и используется при получении металлических оболочек с переменной толщиной стенки по периметру с применением операций вытяжки с утонением и выдавливания.
Известны способы получения металлических оболочек с переменной толщиной стенки по периметру, у которых, например, наружная поверхность имеет цилиндрическую форму, а внутренняя поверхность нецилиндрическую, или наоборот. Такого типа оболочки с переменной толщиной стенки по периметру обычно получают с помощью операций горячей объемной штамповкой или с помощью операций холодной объемной штамповки, например, прямым или обратным выдавливанием. (Ковка и штамповка: Справочник в 4 т. Т. 3. Холодная объемная штамповка. Штамповка металлических порошков / Под ред. A.M. Дмитриева - 2-е изд., перераб. и доп. / Под общ. ред. Е.И. Семенова. - М: Машиностроение, 2010. 352 с. См. стр. 15). Недостатком известных способов являются значительные энергозатраты на формоизменение заготовки и ограниченные технологические возможности процесса их формоизменения.
Наиболее близким к предлагаемому изобретению является способ вытяжки разнотолщинной сварной листовой заготовки и штамп для его реализации (Патент РФ №2149728, МПК B21D 22/22, B21D 24/00, опубл. 27.05.2000), включающий загрузку разнотолщинной сварной листовой заготовки в жесткий вытяжной штамп, прижим заготовки с помощью прижима со ступенчатой поверхностью и полиуретановой прокладки и вытяжку с использованием тормозных перетяжных ребер, размещенных на зеркале прижима матрицы. Недостатком способа является необходимость получения разнотолщинной листовой заготовки путем сварки листовых материалов различной толщины, что весьма трудоемко, а также ограниченность технологических возможностей способа, который целесообразно применять только при изготовлении крупногабаритных разнотолщинных по периметру оболочек, используемых, например, при изготовлении кузовных деталей автомобиля.
Задачей настоящего изобретения является получение оболочки с переменной толщиной стенки по периметру из листовых заготовок.
Она решается за счет того, что в способе получения оболочки с переменной толщиной стенки по периметру, включающем отрезку заготовки и ее формоизменение, производят отрезку заготовки в форме многоугольника, формоизменение которой осуществляют путем комбинированной вытяжки, последующей вытяжки с утонением и выдавливания с получением оболочки с поперечным сечением площадью Fв и раструбом на открытом торце и формирования упомянутой оболочки вытяжкой или отбортовкой, или отрезкой, при этом комбинированную вытяжку, вытяжку с утонением и выдавливание осуществляют в матрице посредством ступенчатого пуансона, комбинированную вытяжку проводят при переменной величине зазора по периметру между ступенью пуансона и матрицей с получением полуфабриката, имеющего площадь поперечного сечения Fт при соотношении Fт/Fв≥1,65, причем многогранную заготовку ориентируют в матрице с обеспечением совпадения середины ее сторон с минимальным зазором между пуансоном и матрицей, а вытяжку с утонением и выдавливание осуществляют с переменным зазором между пуансоном и матрицей.
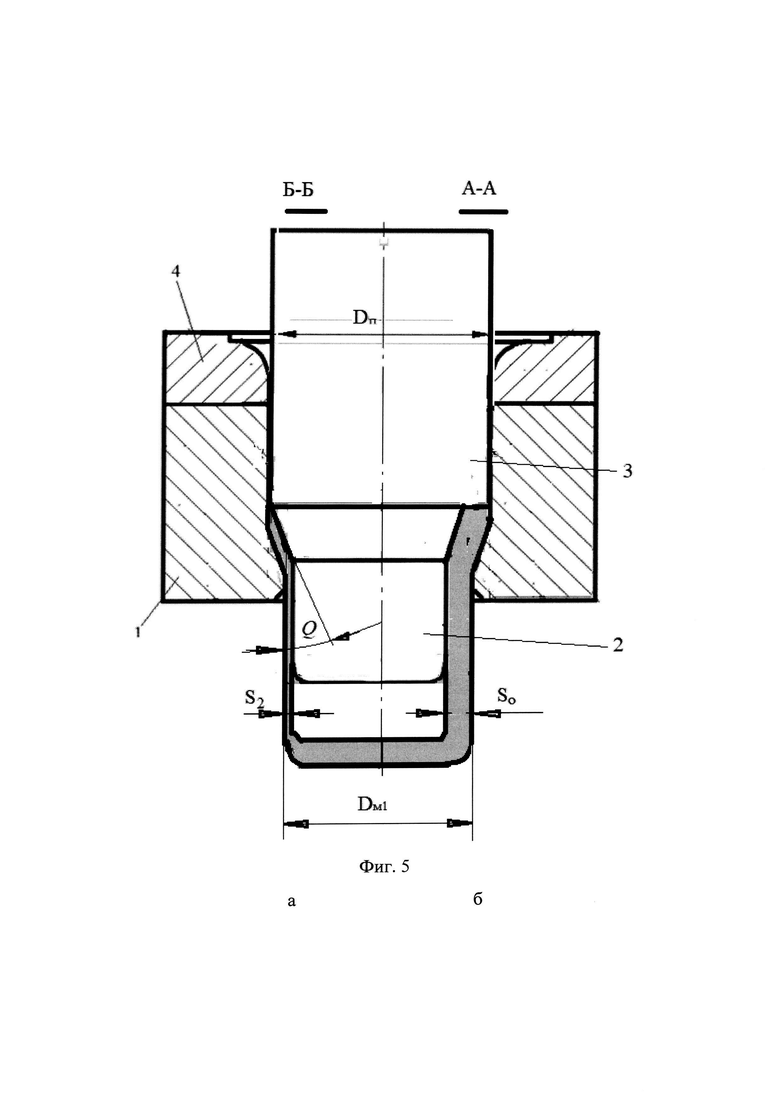
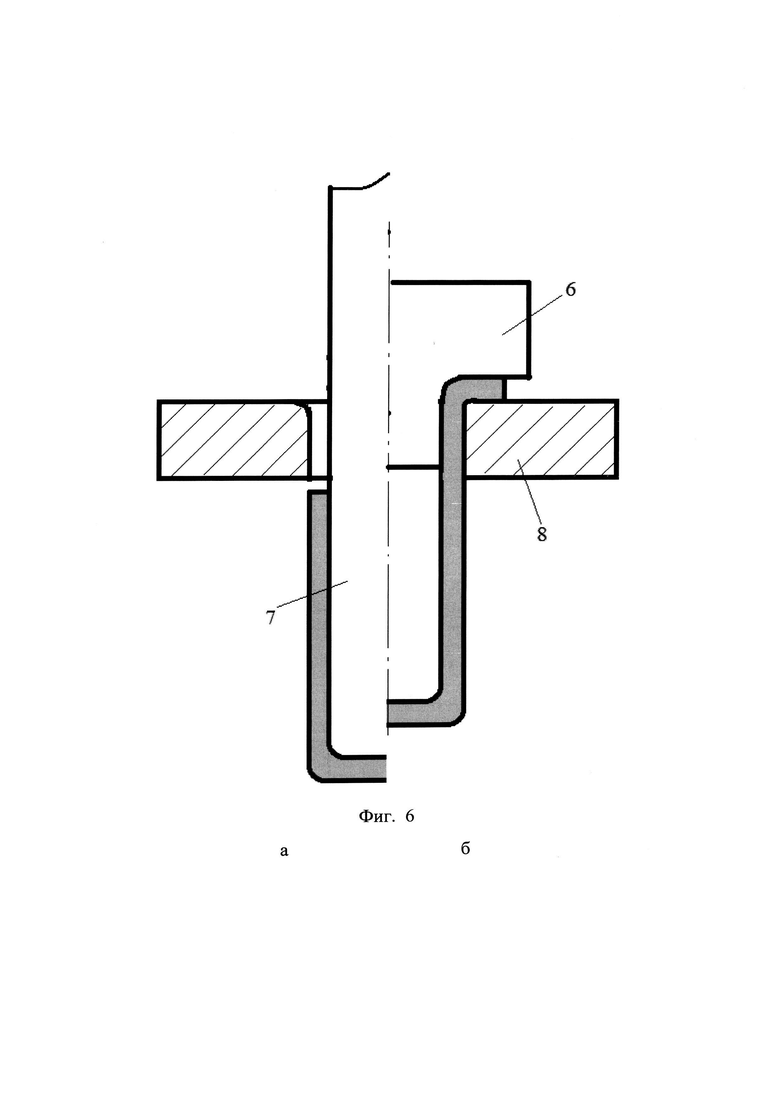
На фиг. 1 дан вид сверху на положение инструмента и заготовки перед началом ее формоизменения по первому варианту. На фиг. 2 показано исходное положение инструмента и заготовки перед началом ее формоизменения по сечениям АА и ББ. На фиг. 3 показан в разрезе полуфабрикат с корончатым торцом, полученный комбинированной вытяжкой в верхней матрице. На фиг. 4 приведено положение инструмента на начальной стадии вытяжки с утонением в матрице. На фиг. 5 - положение инструмента в момент окончания процесса выдавливания заготовки. На фиг. 6а показана операция формоизменения раструба после выдавливания вытяжкой на провал. На фиг. 6б приведена операция отбортовки раструба оболочки после выдавливания. На фиг. 7 приведена операция выдавливания для получения внутри оболочки двух полостей, отличающихся различной толщиной стенки по периметру. На фиг. 8 даны контуры рабочих отверстий матриц и сечения ступени 2 пуансона при выдавливании по второму варианту.
Способ получения оболочки с переменной толщиной стенки по периметру осуществляется следующим образом. При осуществлении способа операцией отрезки получают заготовку 5 в форме многоугольника (фиг. 1) и используют две матрицы 1 и 4 (фиг. 2). На верхнюю матрицу 4 укладывают заготовку 5 толщиной So, формоизменяют ее при переменном зазоре по периметру между ступенчатым пуансоном и матрицами с получением полуфабриката (фиг. 3). Переменный зазор по периметру обеспечивается тремя вариантами. По первому варианту ступень 2 пуансона имеет нецилиндрическую форму (фиг. 1), ориентированную относительно контура многогранной (квадратной) заготовки 5 таким образом, чтобы минимальный зазор S1 между ступенью 2 пуансона и рабочей цилиндрической полостью верхней матрицы 4 и заходной полостью матрицы 1 совпадал по направлению с серединой стороны многогранной заготовки 5, а максимальный зазор So с гранью многогранной заготовки 5. По второму варианту (фиг. 8) используются верхняя матрица 4 с рабочей полостью цилиндрической формы, матрица 1 с такой же заходной полостью цилиндрической формы и рабочей полостью нецилиндрической формы, а ступени (фиг. 5) 2 и 3 пуансона цилиндрическую форму, при этом сохраняется расположение минимального и максимального зазора таким же, как и по первому варианту. По третьему варианту осуществляется комбинация одновременно двух вариантов. Осуществление предлагаемого способа по трем вариантам аналогично. По первому варианту при рабочем ходе пуансона его рабочая нецилиндрическая ступень 2 производит формоизменение заготовки 5 с различными степенями деформации по периметру матрицы 4. На участках периметра, где зазор S1 между поверхностью ступени 2 пуансона и рабочим пояском верхней матрицы 4 минимален степень деформации максимальна, а на участках, где зазор So максимален степень деформации минимальна. В результате неравномерности степеней деформации при вытяжке многогранной заготовки 5 через верхнюю матрицу 4 получится полуфабрикат высотой  (фиг. 3), внутренняя полость которого будет соответствовать нецилиндрической форме ступени 2 пуансона, а наружная поверхность рабочей полости верхней матрицы 4. При этом на торце площадью
(фиг. 3), внутренняя полость которого будет соответствовать нецилиндрической форме ступени 2 пуансона, а наружная поверхность рабочей полости верхней матрицы 4. При этом на торце площадью  полуфабриката возникнет корончатость, которая будет меньше, чем в прототипе благодаря принятой ориентации ступеней 2 и 3 пуансона относительно сторон многогранной заготовки. При дальнейшем рабочем ходе пуансона (фиг. 4) его ступень 3 входит в полость верхней матрицы 4 и в заходную полость матрицы 1, а ступень 2 продолжает формоизменять полуфабрикат в матрице 1. При этом длина
полуфабриката возникнет корончатость, которая будет меньше, чем в прототипе благодаря принятой ориентации ступеней 2 и 3 пуансона относительно сторон многогранной заготовки. При дальнейшем рабочем ходе пуансона (фиг. 4) его ступень 3 входит в полость верхней матрицы 4 и в заходную полость матрицы 1, а ступень 2 продолжает формоизменять полуфабрикат в матрице 1. При этом длина  ступени 2 пуансона (фиг. 2) равна высоте
ступени 2 пуансона (фиг. 2) равна высоте  полуфабриката по коронке. На начальном этапе вытяжки с утонением локальных участков полуфабриката в матрице 1 (фиг. 4) происходит увеличение высоты полуфабриката и возникает контакт корончатого торца полуфабриката с торцовым уступом ступени 3 пуансона. В торцовом уступе пуансона имеется конусный участок с углом конусности Q равным углу конусности заходной части матрицы 1, в результате чего замкнутая полость между пуансоном и матрицей 1 заполняется материалом полуфабриката. При дальнейшем перемещении пуансона происходит осадка коронок и прямое выдавливание материала полуфабриката через рабочий поясок матрицы 1 (фиг. 5). Благодаря этому в очаге деформации вместо растягивающих осевых напряжений, характерных для вытяжки с утонением, приводящих к разрушению материала, возникают сжимающие напряжения, препятствующие разрушению. Создаются благоприятные условия напряженно-деформированного состояния позволяющих интенсифицировать процесс формоизменения полуфабриката. Для получения требуемой цилиндрической оболочки без корончатости на ее торце необходимо, чтобы сила прямого выдавливания была бы достаточна для устранения корончатости торца полуфабриката в процессе воздействия торцового уступа между ступенями пуансона. Учитывая это обстоятельство нужно назначать соответствующие режимы прямого выдавливания через матрицу 1, при которых сила формования торца
полуфабриката по коронке. На начальном этапе вытяжки с утонением локальных участков полуфабриката в матрице 1 (фиг. 4) происходит увеличение высоты полуфабриката и возникает контакт корончатого торца полуфабриката с торцовым уступом ступени 3 пуансона. В торцовом уступе пуансона имеется конусный участок с углом конусности Q равным углу конусности заходной части матрицы 1, в результате чего замкнутая полость между пуансоном и матрицей 1 заполняется материалом полуфабриката. При дальнейшем перемещении пуансона происходит осадка коронок и прямое выдавливание материала полуфабриката через рабочий поясок матрицы 1 (фиг. 5). Благодаря этому в очаге деформации вместо растягивающих осевых напряжений, характерных для вытяжки с утонением, приводящих к разрушению материала, возникают сжимающие напряжения, препятствующие разрушению. Создаются благоприятные условия напряженно-деформированного состояния позволяющих интенсифицировать процесс формоизменения полуфабриката. Для получения требуемой цилиндрической оболочки без корончатости на ее торце необходимо, чтобы сила прямого выдавливания была бы достаточна для устранения корончатости торца полуфабриката в процессе воздействия торцового уступа между ступенями пуансона. Учитывая это обстоятельство нужно назначать соответствующие режимы прямого выдавливания через матрицу 1, при которых сила формования торца  осадкой была бы меньше или равнялась бы силе прямого выдавливания Рв. Для соблюдения данного условия необходимо, чтобы отношение площади торца полуфабриката
осадкой была бы меньше или равнялась бы силе прямого выдавливания Рв. Для соблюдения данного условия необходимо, чтобы отношение площади торца полуфабриката  к площади поперечного сечения оболочки при выдавливании Fв была не менее 1,65. При этом условии обеспечивается получение оболочки с переменной толщиной стенки по периметру, ровной торцевой поверхностью без коронок и раструбом с углом конусности Q. При меньших значениях
к площади поперечного сечения оболочки при выдавливании Fв была не менее 1,65. При этом условии обеспечивается получение оболочки с переменной толщиной стенки по периметру, ровной торцевой поверхностью без коронок и раструбом с углом конусности Q. При меньших значениях  обеспечится получение оболочки с переменной толщиной стенки по периметру, открытый торец оболочки сохранит остаточную корончатость.
обеспечится получение оболочки с переменной толщиной стенки по периметру, открытый торец оболочки сохранит остаточную корончатость.
Для устранения полученного раструба на последующих операциях производят его обрезку, вытяжку на провал в другом штампе (фиг. 6, а) с использованием матрицы 8 с рабочим пояском, размеры которого равны размерам рабочего пояска матрицы 1 (фиг. 2) и бесступенчатого пуансона 7 с нецилиндрической формой поперечного сечения, аналогичной сечению 2 ступени пуансона (фиг. 1) и (фиг. 2), или отбортовку пуансоном отбортовки 6 по матрице 8 (фиг. 6, б) с получением оболочки с фланцевым участком. Предлагаемый способ позволяет в оболочках получать также несколько ступенчатых полостей разной формы с переменной толщиной стенки по периметру с помощью трехступенчатого пуансона (фиг. 7). Так нижняя полость оболочки будет соответствовать форме и размерам ступени 2 пуансона, верхняя полость оболочки форме и размерам ступени 3 пуансона. Верхняя ступень пуансона имеет размер Dп, соответствующий размеру и форме рабочей полости верхней матрицы 4 и заходной полости матрицы 1.
По второму варианту рабочий поясок верхней матрицы 4 имеет цилиндрическую форму, нижняя матрица 1 нецилиндрическую форму (фиг. 8), а ступени 2 и 3 (фиг. 2) пуансона цилиндрическую. При формоизменении многогранной заготовки вытяжкой или комбинированной вытяжкой с равномерным по периметру зазором в верхней матрице 4 в полученном полуфабрикате на открытом торце образуются коронки в направлении ребер многогранной заготовки. При этом высота полуфабриката по коронке равна длине ступени 2 пуансона. Дальнейшее формоизменение полуфабриката происходит в матрице 1, рабочий поясок которой имеет нецилиндрическую форму, соответствующую форме и размерам поперечного сечения готовой детали с неравномерной толщиной стенки по периметру. Схема напряженно-деформированного состояния будет соответствовать способу прямого выдавливания. Наиболее благоприятная ориентация многогранной заготовки для получения наибольшего утолщения стенки в готовой детали в направлениях, соответствующих ребрам многогранной заготовки показана на фиг. 8.
Пример осуществления способа. Необходимо (фиг. 1) из квадратной заготовки 5 толщиной 10 мм и стороной 105 мм получить оболочку с переменной толщиной стенки по периметру, в которой наружная цилиндрическая поверхность диаметром 65 мм, а внутренняя полость имеет квадратную форму с размером стороны П1=22,5 мм с радиусами закругления на угловых участках rу=2 мм. При этом минимальная толщина S1 стенки на угловых участках равна 2,5 мм, а участках середины сторон S0=10 мм. Материал заготовки сталь 10. Определим размеры ступени 2 пуансона квадратной формы (фиг. 2). Размер П1=45 мм, размер П2=60 мм (сторона квадрата 45 мм, размер по диагонали 60 мм, радиус закругления угловых участков rу=2,5 мм). При комбинированной вытяжке с переменным зазором по периметру примем минимальный коэффициент утонения равным 0,5, а максимальный коэффициент утонения 1,0. Рабочий поясок верхней матрицы 4 выполнен цилиндрическим диаметром 70 мм. Квадратная заготовка в верхней матрице 4 ориентирована относительно ступени пуансона по схеме (см. фиг. 1) таким образом, чтобы направление минимального зазора между ступенью 2 пуансона и рабочим пояском верхней матрицы 4 совпадало с серединой стороны квадратной заготовки 5. Коэффициент изменения диаметра при комбинированной вытяжки равнялся отношению площади поперечного сечения ступени 2 пуансона к площади квадратной заготовки  Длина ступени 2 пуансона зависит от высоты полуфабриката после вытяжки. По результатам вытяжки квадратной заготовки 5 в верхней матрице 4 было установлено, что максимальная высота корончатого полуфабриката составила 72 мм. Использовался пуансон, ступень 2 которого в поперечном сечении имеет форму квадрата с радиусами закругления угловых участков rу=2,5 мм, радиусами закругления
Длина ступени 2 пуансона зависит от высоты полуфабриката после вытяжки. По результатам вытяжки квадратной заготовки 5 в верхней матрице 4 было установлено, что максимальная высота корончатого полуфабриката составила 72 мм. Использовался пуансон, ступень 2 которого в поперечном сечении имеет форму квадрата с радиусами закругления угловых участков rу=2,5 мм, радиусами закругления  при переходе стенки в торец 10 мм. Длина ступени 2 равнялась 75 мм. Диаметр ступени 3 пуансона равнялся 70 мм. Участок перехода между ступенями 2 и 3 пуансона выполнен с углом конусности Q=15°, который соответствовал углу конусности в матрице 1. Диаметр заходной полости матрицы 1 равнялся 70 мм и соответствовал диаметру рабочего пояска верхней матрицы 4. Диаметр рабочего пояска матрицы 1 равнялся 65 мм и соответствовал размеру готовой оболочки. Заходная и рабочая полости матрицы 1 сопрягались конической полостью с углом конусности Q=15°. Соотношение площадей поперечных сечений полуфабриката после вытяжки в верхней матрице 4 к площади детали после выдавливания равнялось 1,65. При таком соотношении площадей обеспечивалось условие устранения корончатости в полуфабрикате. В процессе формоизменения полуфабриката коэффициент утонения по периметру изменялся от 0,5 до 1 и была получена оболочка с заданными размерами и формой поперечного сечения с переменной от 10 мм до 2,5 мм толщиной стенки по периметру, высотой 120 мм, которая имела раструб вблизи открытого торца. Раструб устранялся в другом штампе или последующей вытяжкой на провал через матрицу 8 с рабочим пояском равным наружному диаметру готовой детали (фиг. 7, а) с использованием бесступенчатого пуансона 7 с нецилиндрической формой поперечного сечения, такой же, как сечение ступени 2 пуансона (фиг. 2). Для получения оболочки с фланцем использовалась операция отбортовки в матрице 8 с получением фланцевого участка оболочки (фиг. 7, б).
при переходе стенки в торец 10 мм. Длина ступени 2 равнялась 75 мм. Диаметр ступени 3 пуансона равнялся 70 мм. Участок перехода между ступенями 2 и 3 пуансона выполнен с углом конусности Q=15°, который соответствовал углу конусности в матрице 1. Диаметр заходной полости матрицы 1 равнялся 70 мм и соответствовал диаметру рабочего пояска верхней матрицы 4. Диаметр рабочего пояска матрицы 1 равнялся 65 мм и соответствовал размеру готовой оболочки. Заходная и рабочая полости матрицы 1 сопрягались конической полостью с углом конусности Q=15°. Соотношение площадей поперечных сечений полуфабриката после вытяжки в верхней матрице 4 к площади детали после выдавливания равнялось 1,65. При таком соотношении площадей обеспечивалось условие устранения корончатости в полуфабрикате. В процессе формоизменения полуфабриката коэффициент утонения по периметру изменялся от 0,5 до 1 и была получена оболочка с заданными размерами и формой поперечного сечения с переменной от 10 мм до 2,5 мм толщиной стенки по периметру, высотой 120 мм, которая имела раструб вблизи открытого торца. Раструб устранялся в другом штампе или последующей вытяжкой на провал через матрицу 8 с рабочим пояском равным наружному диаметру готовой детали (фиг. 7, а) с использованием бесступенчатого пуансона 7 с нецилиндрической формой поперечного сечения, такой же, как сечение ступени 2 пуансона (фиг. 2). Для получения оболочки с фланцем использовалась операция отбортовки в матрице 8 с получением фланцевого участка оболочки (фиг. 7, б).
Таким образом, предлагаемый способ позволяет путем совмещения операций комбинированной вытяжки и выдавливания получать оболочки с переменной толщиной стенки по периметру из листовых заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2775663C1 |
| Устройство для получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2763862C1 |
| Способ получения оболочек с ребрами на наружной поверхности | 2022 |
|
RU2800351C1 |
| Способ изготовления оболочек с продольными ребрами на наружной поверхности | 2023 |
|
RU2816065C1 |
| Способ получения оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2710198C1 |
| СПОСОБ ВЫТЯЖКИ С ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2638720C1 |
| Способ изготовления полых тонкостенных цилиндрических изделий из многогранных заготовок | 1990 |
|
SU1794589A1 |
| Способ и устройство для получения оболочки с переменной толщиной стенки по высоте | 2019 |
|
RU2707456C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2446909C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2433012C1 |






Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении оболочек. Производят отрезку листовой заготовки в форме многоугольника. Осуществляют формоизменение заготовки путем комбинированной вытяжки, последующей вытяжки с утонением и выдавливания. Получают оболочку с поперечным сечением площадью Fт и раструбом на открытом торце. Указанные операции проводят в матрице ступенчатым пуансоном. Комбинированную вытяжку ведут при переменной величине зазора по периметру между ступенью пуансона и матрицей с получением полуфабриката, имеющего площадь поперечного сечения Fт при соотношении Fт/Fт≥1,65. Многогранную заготовку ориентируют в матрице с обеспечением совпадения середины ее сторон с минимальным зазором между пуансоном и матрицей. Вытяжку с утонением и выдавливание осуществляют с переменным зазором между пуансоном и матрицей. В результате обеспечивается получение оболочек с переменной толщиной стенки по периметру из листовой заготовки. 8 ил., 1 пр.
Способ получения оболочки с переменной толщиной стенки по периметру, включающий отрезку заготовки и ее формоизменение, отличающийся тем, что производят отрезку заготовки в форме многоугольника, формоизменение которой осуществляют путем комбинированной вытяжки, последующей вытяжки с утонением и выдавливания с получением оболочки с поперечным сечением площадью Fв и раструбом на открытом торце и формирования упомянутой оболочки вытяжкой или отбортовкой, или отрезкой, при этом комбинированную вытяжку, вытяжку с утонением и выдавливание осуществляют в матрице посредством ступенчатого пуансона, комбинированную вытяжку проводят при переменной величине зазора по периметру между ступенью пуансона и матрицей с получением полуфабриката, имеющего площадь поперечного сечения Fm при соотношении Fm/Fв≥1,65, причем многогранную заготовку ориентируют в матрице с обеспечением совпадения середины ее сторон с минимальным зазором между пуансоном и матрицей, а вытяжку с утонением и выдавливание осуществляют с переменным зазором между пуансоном и матрицей.
| СПОСОБ ВЫТЯЖКИ РАЗНОТОЛЩИННОЙ СВАРНОЙ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2149728C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГЛУБОКИХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ МНОГОГРАННЫХ ЗАГОТОВОК | 1997 |
|
RU2135319C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКИХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ КВАДРАТНЫХ ЗАГОТОВОК | 2005 |
|
RU2317170C2 |
| 0 |
|
SU80370A1 | |
| Устройство для передвижки конвейера струговой установки | 1983 |
|
SU1142630A1 |

