Изобретение относится к устройствам для изготовления изделий методом экструдирования из смеси порошков композиционного материала, преимущественно содержащих графит терморасширенный с термопластом или реактопластом в качестве связующего.
Известно устройство для экструдирования (а.с. №1224160 от 15.04.1986), содержащее формирующий кольцевой канал, фильеру, дорн, нагревательный элемент. Устройство формирует заготовку в виде прутка.
Недостатком известного устройства является то, что оно ограничено в применении в случае формирования заготовки из смеси порошков, содержащей терморасширенный графит с использованием реактопласта в качестве связующего из-за преждевременного отверждения связующего, что не позволяет смеси деформироваться и реализовать экструзионный процесс.
Наиболее близким устройством того же назначения к заявленному изобретению по совокупности признаков является устройство для мундштучного формования, содержащее обойму с мундштуком переменного сечения, в которой установлена звездочка, выполненная в виде элемента цилиндрической формы со сквозными центральным и периферическими отверстиями. В центральное сквозное отверстие звездочки ввинчена игла. Размещение периферических отверстий в звездочке относительно иглы выполнено произвольно. Над обоймой находится матрица, соединенная с ней гайкой. Имеется пуансон. Для случая, когда получают стержень, а не трубку, звездочку с иглой убирают (В.Н.Анциферов. Г.В.Бобров и др. Порошковая металлургия и напыленные покрытия. Изд-во «Металлургия», 1987 г., с.218-220). Данное устройство принято за прототип.
Признаки прототипа, совпадающие с существенными признаками заявляемого изобретения, - обойма с мундштуком переменного сечения, над которым установлена звездочка, выполненная в виде элемента цилиндрической формы со сквозными центральным и периферическими отверстиями; игла, ввинченная в центральное сквозное отверстие звездочки; пуансон.
Недостатком известного устройства, принятого за прототип, является то, что оно ограничено в использовании. При получении трубок из смеси порошков «холодным» экструдированием (при комнатной температуре), содержащих термореактопласт, сложно получить монолитное изделие, так как смесь имеет слоистое строение, а компоненты связаны друг с другом механически. «Горячее» экструдирование (с использованием нагревательного элемента) невозможно, так как смесь на стадии прессования (перед экструдированием) отверждается и теряет способность к деформированию. При получении прутков, стержней из устройства убирается звездочка, что приводит к получению дискретных элементов в виде усеченного конуса - при «холодной» экструзии, а нагрев смеси в устройстве ведет к отверждению термореактопласта и потере способности массы деформироваться и подвергаться экструзии.
Задача изобретения - расширение технологических возможностей устройства, повышение качества получаемых заготовок или изделий в виде прутков, стержней или трубок из смеси порошков, преимущественно содержащих графит терморасширенный, с использованием термопласта или реактопласта.
Поставленная задача была решена за счет того, что известное устройство для мундштучного формования, содержащее обойму с мундштуком переменного сечения, над которым установлена звездочка, выполненная в виде элемента цилиндрической формы со сквозными центральным и периферическими отверстиями, иглу, ввинченную в центральное сквозное отверстие, пуансон, снабжено набором сменных игл, выполненных с одинаковым диаметром в части, ввинчивающейся в центральное отверстие звездочки, и разными диаметрами в их рабочей - нижней подрезьбовой части в зависимости от заданной толщины получаемой трубки, при этом периферийные отверстия расположены вокруг центрального отверстия звездочки на равных расстояниях относительно друг друга, причем диаметр центрального отверстия звездочки больше диаметра периферийного отверстия, и в периферийных отверстиях выполнена резьба.
Признаки заявляемого изобретения, отличительные от прототипа - наличие набора игл, выполненных с одинаковым диаметром в части, ввинчивающейся в центральное отверстие звездочки, и с разными диаметрами в их рабочей - нижней подрезьбовой части в зависимости от заданной толщины получаемой трубки; периферийные отверстия расположены вокруг центрального отверстия звездочки на равных расстояниях относительно друг друга; диаметр центрального отверстия звездочки больше диаметра периферийного отверстия; в периферийных отверстиях выполнена резьба.
Набор сменных игл, выполненных с одинаковым диаметром в части, ввинчивающейся в центральное отверстие звездочки, и с разными диаметрами в их рабочей - нижней подрезьбовой части в зависимости от заданной толщины получаемой экструзией трубки, позволяет быстро переоснастить устройство и расширить его технологические возможности.
Возможность получения изделия в виде монолитных прутков, стержней при использовании центрального сквозного отверстия в отсутствие в звездочке иглы, а не звездочки (как в прототипе) тоже приводит к расширению технологических возможностей устройства.
Выполнение центрального сквозного отверстия большего диаметра, чем сквозные периферийные отверстия, позволяет усилить эффект уплотнения элементов, выходящих из корпуса звездочки с получением стрежня или прутка, что особенно актуально при использовании термореактопласта. Больший диаметр выходящей спрессованной массы композиции из центральной части звездочки способствует большему уплотнению всей заготовки, так как эта часть композиции первой выходит из корпуса звездочки уже в виде рифленого прутка в конусную часть съемного элемента в обойме мундштука и далее, является направляющей для позже выходящей массы в виде элементов цилиндрической формы из периферийных отверстий. При этом она сильно прижимает периферийные элементы к внутренним поверхностям конусной, а затем и цилиндрической частям мундштука в экструзионной головке.
Размещение периферийных отверстий вокруг центрального отверстия на равных расстояниях относительно друг друга позволяет обеспечить плотное смыкание частей формирующихся экструдированием заготовки или изделия за счет одновременного и оптимально дозированного заполнения экструдируемой массой конусной части устройства.
Выполнение резьбы в периферийных отверстиях позволяет получить монолитную заготовку в виде стержня или прутка без расслоений и образования дискретных элементов в виде усеченного конуса, а при получении трубок обеспечить прочное, равнотолщинное соединение этих элементов цилиндрической формы без границ раздела вдоль трубки, что приводит к повышению качества получаемых заготовок или изделий.
Предлагаемое устройство иллюстрируется чертежами, представленными на фиг.1-3.
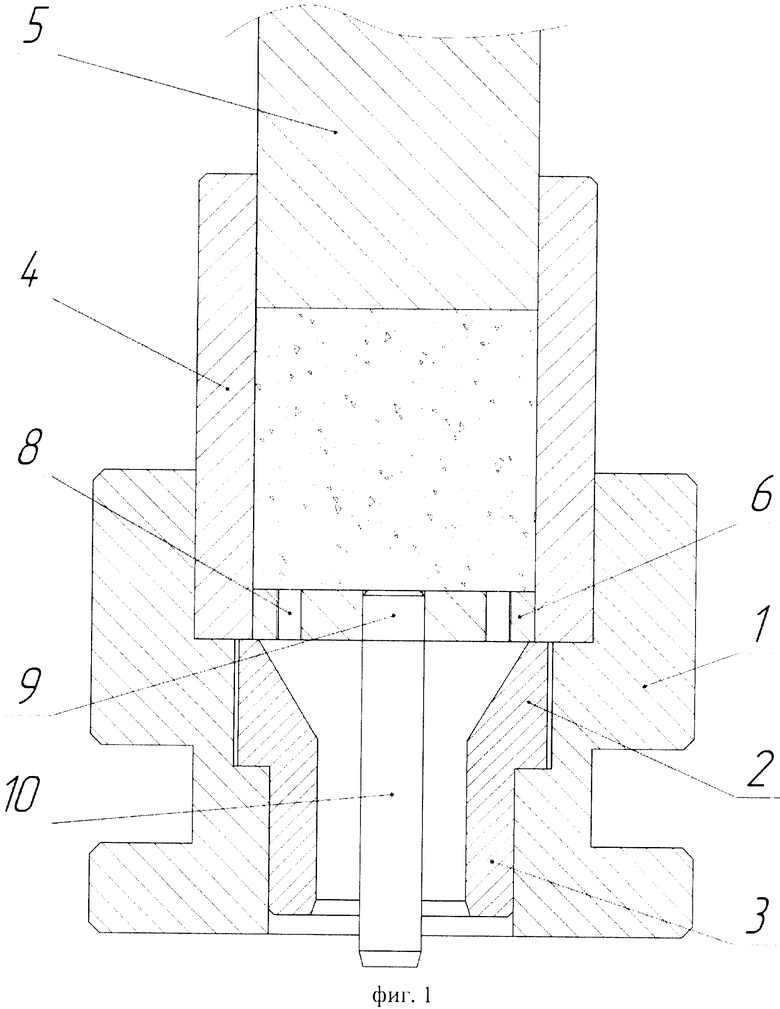
На фиг.1 показано устройство, в разрезе.
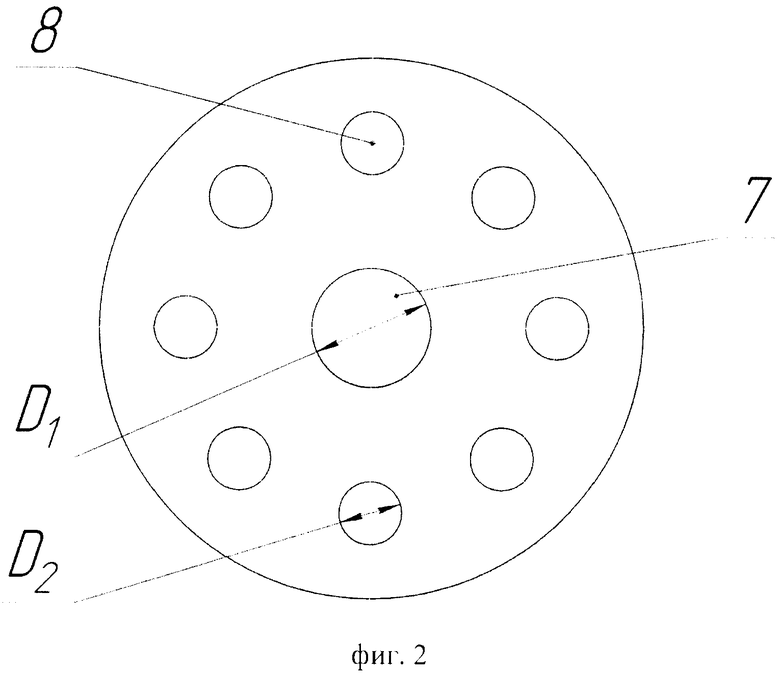
На фиг.2 - звездочка, вид сверху.
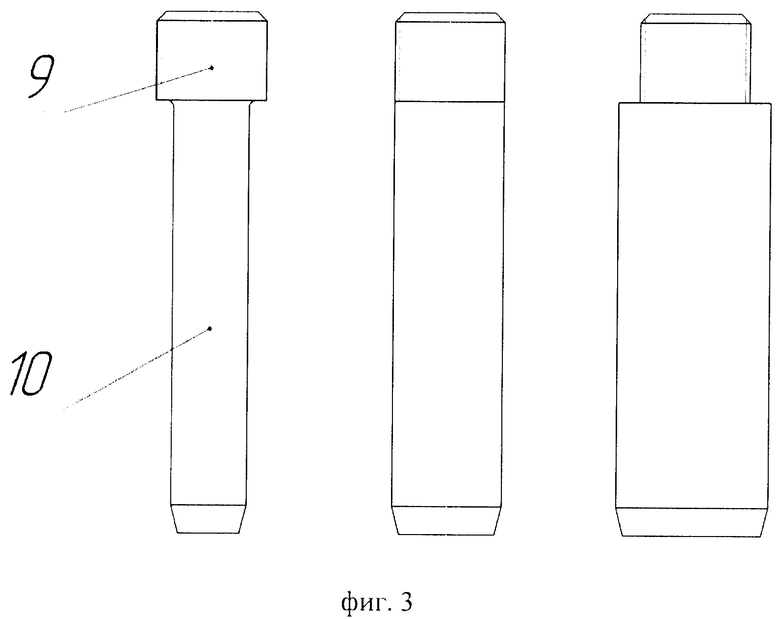
На фиг.3 - набор игл с отличающимся друг от друга диаметром в рабочей - нижней подрезьбовой части, в разрезе.
Устройство для мундштучного формования (фиг.1) содержит съемную полую обойму 1 с мундштуком переменного сечения. Внутри нижней части мундштука вставлен элемент, имеющий коническую 2 и цилиндрическую 3 части. В обойму 1 вставлена цилиндрической формы матрица 4 с пуансоном 5 в ней. Над элементом 2, 3 размещена звездочка 6. Звездочка 6 (фиг.2) выполнена в виде элемента цилиндрической формы. Звездочка 6 имеет центральное сквозное отверстие 7 диаметром D1 и периферийные отверстия 8 диаметром D2, обеспечивающие плотное смыкание частей формирующихся экструдированием заготовки или изделия. Причем диаметр D1 центрального отверстия 7 звездочки 6 больше диаметра D2 периферийного отверстия 8. Размеры диаметров зависят от процентного содержания наполнителя и свойств связующего. Периферийные отверстия 8 имеют диаметр одного размера и расположены вокруг центрального отверстия 7 звездочки 6 на равных расстояниях относительно друг друга. В периферийных отверстиях 8 выполнена резьба.
Устройство снабжено набором сменных игл, выполненных с одинаковым диаметром в части 9, ввинчивающейся в центральное отверстие 7 звездочки 6, и разными диаметрами в их рабочей - нижней подрезьбовой части 10 в зависимости от заданной толщины получаемой экструзией трубки.
Устройство работает следующим образом.
Устройство компонуют. Для этого в обойму 1 вставляют элемент, имеющий коническую 2 и цилиндрическую 3 части, конической частью 2 вверх. В матрицу 4 вставляют снизу звездочку 6, матрицу 4 жестко закрепляют в обойме 1. Устройство заполняют смесью порошка, устанавливают его на нижней ровной площадке пресса и подпрессовывают пуансоном 5, а затем окончательно прессуют эту смесь. Убирают нижнюю площадку (не показана) в прессе. Устанавливают устройство на опору, заменяющую нижнюю площадку. Опора имеет сквозное отверстие для прохождения из цилиндрической части 3 обоймы 1 заготовки или изделия. Спрессованную массу экструдируют, выдавливая ее из матрицы 4 через звездочку 6 в коническую часть 2, а затем и цилиндрическую часть 3 съемного элемента обоймы 1 пуансоном 5.
В случае получения трубчатой заготовки подбирают необходимый диаметр иглы из набора (фиг.3) в зависимости от толщины стенок трубки. После этого вставляют иглу, ввинчивая в центральное отверстие 7 верхнюю резьбовую часть 9, обеспечивая необходимый зазор между стенками конической 2 и цилиндрической частей 3 в обойме 1 и иглой. Затем прикладывают нагрузку на пуансон 5, продавливают прессуемую массу, которая проходит через периферийные отверстия 8 в звездочке 6 в коническую часть 2 обоймы 1. Получают в ней отдельные элементы цилиндрической формы с рифленой поверхностью за счет наличия резьбы в периферийных отверстиях 8. Затем элементы объединяются и продавливаются в коническую часть 2 обоймы 1. Из этой части 2 сформированная масса в виде изделия и заготовки в зазоре между иглой и стенками цилиндрической части 3 выходит из устройства в приемный контейнер (не показан).
В случае получения прутков, стержней заданного диаметра иглу убирают. При этом выдавливание массы ведется вначале через центральное отверстие 7 звездочки 6 с меньшими усилиями за счет его большего диаметра, а затем через периферийные отверстия 8, имеющие меньший диаметр. Центральный элемент из выдавливаемой массы представляет собой цилиндр с ребристой поверхностью из-за того, что в центральном отверстии имеется резьба. Затем выдавливается через периферийные сквозные отверстия 8 спрессованная масса в виде мини-прутков с рельефной же поверхностью за счет того, что внутри сквозных отверстий также имеется резьба.
В случае использования в обойме 1 набора сменных элементов, имеющих коническую 2 и цилиндрическую 3 части, отличающихся друг от друга внутренними диаметрами, появляется возможность получения прутков различных диаметров.
Преимущество заявляемого устройства состоит в том, что оно расширяет область применения устройства за счет возможного получения заготовок или изделий в виде прутков при использовании центрального отверстия в звездочке в качестве дополнительного элемента, через который выдавливается смесь в виде направляющего и одновременно скрепляющего элемента для выходящей массы из периферийных отверстий звездочки как в конической, так и цилиндрической частях обоймы экструзионной головки. Наличие сменных игл также расширяет технологические возможности устройства и позволяет быстро его переоснастить.
При этом устройство позволяет из труднодеформируемого композита получить монолитную заготовку в виде стержня или прутка без расслоений и образования дискретных элементов в виде усеченного конуса, а при получении трубок - обеспечить прочное равнотолщинное соединение этих элементов цилиндрической формы без границ раздела вдоль трубки, что приводит к повышению качества получаемых изделий или заготовок.
Кроме того, устройство увеличивает производительность формирования изделий и заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭКСТРУДИРОВАНИЯ КОМПОЗИЦИИ ИЗ ПОЛИМЕРА И ГРАФИТА | 2015 |
|
RU2595679C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВ | 2015 |
|
RU2614279C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2011 |
|
RU2469859C1 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329108C2 |
| Устройство для образования соляной пыли | 2023 |
|
RU2830463C1 |
| Устройство для мундштучного формования пластифицированных металлических порошков | 1986 |
|
SU1475771A1 |
| Штамп для объемного деформирования | 1988 |
|
SU1593774A1 |
| Способ холодной объемной штамповки гаек | 1990 |
|
SU1777571A3 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВ | 2011 |
|
RU2460642C1 |
| СПОСОБ АБРАЗИВНО-ПОРОШКОВОЙ ОЧИСТКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ОТ ОКАЛИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2527556C2 |
Изобретение относится к устройствам для изготовления изделий методом экструдирования. Техническим результатом изобретения является расширение технологических возможностей устройства и повышение качества получаемых заготовок или изделий. Технический результат достигается устройством для мундштучного формования, содержащим обойму с мундштуком переменного сечения, над которым установлена звездочка, выполненная в виде элемента цилиндрической формы со сквозными центральным и периферическими отверстиями, иглу, ввинченную в центральное сквозное отверстие, и пуансон. При этом заявленное устройство снабжено набором сменных игл, выполненных с одинаковым диаметром в части, ввинчивающейся в центральное отверстие звездочки, и разными диаметрами в их рабочей - нижней подрезьбовой части в зависимости от заданной толщины получаемой трубки. Причем периферийные отверстия расположены вокруг центрального отверстия звездочки на равных расстояниях относительно друг друга, а диаметр центрального отверстия звездочки больше диаметра периферийного отверстия, и в периферийных отверстиях выполнена резьба. 3 ил.
Устройство для мундштучного формования, содержащее обойму с мундштуком переменного сечения, над которым установлена звездочка, выполненная в виде элемента цилиндрической формы со сквозными центральным и периферическими отверстиями, иглу, ввинченную в центральное сквозное отверстие, пуансон, отличающееся тем, что оно снабжено набором сменных игл, выполненных с одинаковым диаметром в части, ввинчивающейся в центральное отверстие звездочки, и разными диаметрами в их рабочей - нижней подрезьбовой части в зависимости от заданной толщины получаемой трубки, при этом периферийные отверстия расположены вокруг центрального отверстия звездочки на равных расстояниях относительно друг друга, причем диаметр центрального отверстия звездочки больше диаметра периферийного отверстия, и в периферийных отверстиях выполнена резьба.
| Анциферов В.Н., Бобров Г.В | |||
| и др | |||
| Порошковая металлургия и напыленные покрытия.: Металлургия, 1987, с.218-220 | |||
| Экструзионная головка для изготовления профилей из полимерных материалов | 1988 |
|
SU1537558A1 |
| US 6506043 B1, 14.01.2003 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКОВЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРА | 1995 |
|
RU2105670C1 |
| US 6000927 A1, 14.12.1999 | |||
| US 4104394 A1, 01.08.1978. | |||

