Изобретение относится к инструменту для механической обработки поверхности предмета посредством трения, например, для крацевания, полирования, глянцевания, очистки, смачивания, сушки, состоящему из разрезанного и обработанного нетканого материала из волокна.
Механическая обработка поверхности находит применение, в частности, при обработке многочисленных изделий из металла, дерева, камня, стекла, кожи, пластмассы и т. п., как, например, кухонной посуды, столовых приборов, арматур, царг, фасонных прутков, промышленных деталей, украшений, музыкальных инструментов, а также для ухода за полами, стенами, оконными стеклами, плиткой и т.п.
Обработка поверхности, например, при полировании производится в несколько ходов с применением соответствующих различных инструментов, соответственно, конфигураций инструмента, которые благодаря подобранной градуировке создают все более тонко обработанную поверхность. Эти инструменты представляют собой, например, полировальные кольца или полировальные круги, которые состоят из нескольких слоев ткани и расположены обычно на одной общей оси вращения, соответственно, на одном зажимном кольце. Для создания полировальных колец нарезанная полосами ткань собирается в складки, укладывается кольцеобразно вокруг сердечника, который представляет собой бумажные кольца, соответственно, бумажные фланцы или металлические зажимные кольца, и закрепляется на них, соответственно, в них. Для создания полировальных кругов раскроенные слои ткани складываются друг на друга и при этом поворачиваются, например, на 30o, прошиваются и удерживаются соединенными бумажными фланцами. Применяемая для этой цели ткань является обычно и в особенности для полирования хлопчатобумажной тканью. Для первых проходов полирования может применяться также ткань из более жестких волокон, например сизаль. Определенные полировальные кольца, соответственно, круги могут изготавливаться из комбинации хлопчатобумажной и сизалевой ткани. Полировальные кольца, соответственно, круги могут при необходимости пропитываться выполняющими роль связующего средства смолами для повышения их прочности.
В течение многих лет состоящая из хлопка или других несмешанных или смешанных волокнистых материалов ткань должна перед нарезанием и обработкой в складчатые кольца еще быть раскроена по косой линии. Под этим понимается наклонное расположение нити основы и уточной нити к обрезной кромке, которая проходит косо к первоначальной кромке ткани. Для этого процесса необходима специальная поворотная машина, которая сшивает кромки ткани с образованием рукава. Тканевый рукав затем спирально нарезается на полотна (раскрой по косой линии) и свертывается в рулон. Нити на периферии складчатого кольца образуют угол 45o. С помощью раскроя по косой линии должна смягчаться проблема размочаливания складчатых колец (смотри журнал L' Usine Nouvelle, Март 1961, "Techniques modernes de Bufflage et de Pollisage").
Благодаря складчатости тканевых полотен полировальное кольцо при вращении автоматически вентилируется; оно получает необходимую эластичность для улучшения прилегания к полируемой детали и образует на периферии ячейки, которые удерживают полировальные пасты.
Полировальные пасты всегда необходимы при полировании поверхностей из-за их полировальной и смазывающей способности.
Обычные полировальные инструменты имеют, однако, экономические и технические недостатки. Из них необходимо отметить, в частности, следующие:
- трудности приобретения товара на мировом рынке из-за бюрократического регулирования ввозных квот Европейским союзом в отношении хлопчатобумажных тканей,
- большие колебания биржевых цен мирового рынка на хлопковое сырье,
- отсутствие промышленных емкостей в странах Европейского союза из-за высокого уровня заработной платы,
- сложность изготовления смешанных тканей, обусловленная процессом изготовления пряжи,
- техническая необходимость косого кроя, как дополнительного не автоматизируемого рабочего хода с неприятными побочными эффектами жестких и широких швов косого кроя, которые отрицательно влияют на процесс изготовления, а также на качество обработки поверхности,
- значительные, не подлежащие утилизации отходы ткани,
- неравномерный износ полировальных колец, соответственно, полировальных кругов вследствие размочаливания ткани,
- частая замена инструмента из-за непродолжительного срока службы полировальных колец, соответственно, полировальных кругов.
Редко применяются полировальные инструменты из нетканого материала. Во французском патенте FR-PS 1426721 описан, например, полировальный или шлифовальный материал из нетканого материала, состоящего из синтетических, устойчиво завитых филаментов. При этом на находящиеся под натяжением филаменты наносится клей с или без шлифовальных частиц. При снятии натяжения волокна переплетаются и подвергаются затем термическому фиксированию. Полученный таким образом нетканый материал разрезается и перерабатывается в кольцеобразный полировальный инструмент. Французский патент FR-PS 2310838 также описывает полировальные кольца, состоящие из нескольких слоев нетканого материала. Беспорядочные волокна этого нетканого материала соединяются в точках пересечения с помощью смолы.
Эти полировальные кольца из нетканого материала несмотря на некоторые улучшения по сравнению с тканевыми кольцами и кругами имеют, однако, следующие недостатки:
- большое количество отходов, которые не могут снова применяться из-за связующего средства,
- небольшая плотность нетканого материала, обусловленная ограниченной проникающей способностью связующего средства (эффект фильтра),
- обусловленная этим недостаточная механическая прочность и, соответственно, непродолжительный срок службы,
- ограниченные возможности применения, поскольку распределение связующего средства является неравномерным, что вызывает различные, случайные результаты,
- недостаточная температурная устойчивость, приводящая к нежелательным смазывающим эффектам,
- ограниченная возможность изготовления волоконных смесей из-за различной адгезионной и связующей способности связующего средства для различных волоконных материалов и
- нежелательное повышение жесткости волокон из-за связующего средства.
Из EP-A - 0178577 известно войлочное тело, снабженное шлифовальной или полировальной пастой, в частности войлочное кольцо для полировальных и шлифовальных работ, которое для крепкого связывания шлифовального или полировального зерна в войлоке содержит, по меньшей мере, 35% шерсти или аналогичных волосяных элементов, и в котором в полостях сплетений войлока включены шлифовальные или полировальные зерна с величиной зерна менее 1000 мкм. Войлочное тело должно обрабатываться средством для придания жесткости, при этом доля добавок для придания жесткости составляет, по меньшей мере, 40% от войлочного тела. В качестве добавок для придания жесткости служат, например, водорастворимые, термопластичные добавки с содержанием в сухом виде от 20 до 50% дисперсий поливинилацетата. Достигаемая таким образом жесткость войлочного тела делает его непригодным для многих случаев применения.
Задачей настоящего изобретения является создание инструмента названного вначале вида, который при отсутствии упомянутых выше недостатков, при простоте изготовления и длительном сроке службы имел бы надежную применяемость, в частности для предметов с неровными поверхностями.
В соответствии с изобретением эта задача решается с помощью инструмента названного вначале вида, в основном тем, что нетканый материал изготавливается исключительно механическим способом без применения связующего материала как эластичный, допускающий погружение и, по меньшей мере, частичное обволакивание предмета при давлении обработки нетканый материал с неориентированным расположением волокон, имеющий механическую прочность до 500 H/50 мм, минимально однако 300 H/50 мм, среднее разрывное удлинение 50 - 150%, предпочтительно 80 - 100% согласно DIN 53857/2.
Изготовление производится, таким образом, без применения связующих средств, т.е. без применения таких средств, которые приводят к жесткости волокон, приводящей к уменьшению эластичности нетканого материала.
Благодаря этому обеспечивается значительный технический и экономический прогресс в области обработки поверхности трением. Соответствующие изобретению инструменты имеют следующие преимущества:
- независимость от нестабильной цены на сырье, так как соответствующий изобретению нетканый материал может изготавливаться также из искусственного или синтетического волокна,
- применяемость отходов, так как отсутствует структура ткани и связующие средства,
- широкие возможности применения смесей волокон, так как отпадает необходимость изготовления пряжи,
- устранение необходимости косого кроя,
- отсюда лучшая обрабатываемость и широкие возможности применения из-за отсутствия швов косого кроя,
- простота автоматизации процесса изготовления,
- отсутствие размочаливания и благодаря этому равномерный радиальный износ,
- отсюда большой срок службы и большие промежутки времени между сменой инструмента,
- отсутствие биений и вследствие этого более равномерное вращение,
- меньшее количество и легче удаляемая пыль износа и благодаря этому большая чистота и меньшая опасность тлеющего возгорания на рабочем месте, и
- благодаря эластичности свободного от связующих средств и поэтому нежесткого нетканого материала с неориентированным расположением волокон обеспечивается хорошая погружаемость неровных предметов, которые при погружении обволакиваются нетканым материалом. Эластичность имеет, предпочтительно, такую величину, что обеспечивается глубина погружения до, по меньшей мере, 50 мм.
При обработке поверхности шлифовальная, соответственно, полировальная паста может отдельно подаваться в зависимости от требований и расхода; отпадает необходимость удерживать шлифовальные или полировальные зерна в нетканом материале.
Эластичность и погружающая способность инструмента может быть далее оптимирована за счет того, что нетканый материал из беспорядочного волокна имеет падающую способность, т. е. коэффициент D падения, согласно DIN 54306, равный примерно 70 - 90%.
В предпочтительном варианте выполнения изобретения механический способ образования нетканого материала осуществляют посредством само по себе известного способа иглопрокалывания или с помощью струи жидкости и/или газа, благодаря чему возникает неожиданно стабильный и особенно пригодный для применения согласно изобретению нетканый материал с неориентированным расположением волокон, который особенно хорошо удовлетворяет требованиям к инструменту для механической обработки поверхности трением при большом сроке службы.
В качестве воды может предпочтительно применяться вода и в качестве газа предпочтительно воздух. Оба метода - также как и при игольной технике - обеспечивают свободное от связующего средства сцепление волокон, при этом вода в качестве жидкости имеет то преимущество, что она при сушке полностью улетучивается.
Образующие нетканый материал волокна могут быть естественными, искусственными или синтетическими и присутствовать в нетканом материале в несмешанном или в смешанном виде. В качестве естественных растительных волокон могут применяться, например, хлопок, лен, конопля или сизаль, в качестве естественных животных волокон - шерсть, мохер и шелк, в качестве искусственных волокон - вискозное, керамическое, углеродное и металлическое волокно, и в качестве искусственных волокон - сложный полиэфир, полиамид, полипропилен, полиимид, акрил и арамид. Могут с успехом применяться также волокна, наполненные минеральными веществами. За счет этого улучшается съем материала. Абразивное воздействие таких волокон положительно влияет на полировальный эффект нетканого материала.
Если в соответствии с дальнейшим признаком изобретения нетканый материал содержит долю связующих волокон, которые под воздействием нагревания соединяются в местах их пересечения, то можно достичь дальнейшего механического укрепления волоконного образования без применения жидкого, затвердевающего связующего средства, которое приводило бы к нежелательному ужесточению волокон. Благодаря такой термической фиксации эластичность отдельных волокон не уменьшается. Связующее волокно имеет более низкую температуру плавления, чем остальное волокно.
При применении доли усадочного волокна, которое под воздействием нагревания стягивается и остается в этом состоянии после охлаждения, можно достичь дальнейшего уплотнения волоконного образования и связанного с этим повышения механической прочности.
Применяются, предпочтительно, нарезанные волокна, длина которых составляет примерно 10 - 100 мм и титр которых примерно 0,02 - 150 dtex.
Кроме того, в рамках идеи изобретения является предпочтительным, если плотность и толщина нетканого материала в процессе изготовления нетканого материала с помощью струи жидкости определяются давлением применяемой жидкости, регулируемым в пределах, примерно, 5 - 230 бар.
При этом форсунки, создающие применяемые для изготовления нетканого материала струи жидкости, имеют диаметр, предпочтительно, примерно 80 - 140 • 10-6 м.
Нетканый материал имеет, предпочтительно, вес единицы поверхности примерно 50 - 500 г/см2 и толщину примерно 0,3 - 5 мм.
Нетканый материал может быть выполнен, например, в виде складчатого кольца, плоского диска, тампона, ролика, валика, ленты или щетки для определенных условий применения.
В качестве складчатого кольца нетканый материал может иметь форму кольца, состоящего, по меньшей мере, из одной, вырезанной из, по меньшей мере, одного слоя нетканого материала ленты, которая складывается, укладывается радиально вокруг твердого сердечника и там закрепляется.
Возможно также, что нетканый материал в форме кольца состоит из, по меньшей мере, одной, вырезанной из, по меньшей мере, одного слоя нетканого материала ленты, которая волнообразно складывается, укладывается вокруг твердого сердечника и там закрепляется.
Альтернатива состоит еще и в том, что нетканый материал в форме кольца состоит из, по меньшей мере, одной, вырезанной из, по меньшей мере, одного слоя нетканого материала ленты, которая в сложенном и/или подобранном состоянии удерживается центральным натяжным кольцом.
Далее также, например, возможно, что нетканый материал в форме кольца состоит из, по меньшей мере, двух, вырезанных из, по меньшей мере, одного слоя нетканого материала и наложенных друг на друга кругов, которые соединяются средней частью и/или прошивочными швами.
Там, где применение круговых или кольцеобразных инструментов не совсем удобно, может приносить преимущества то, что нетканый материал укрепляется на ремнеобразном бесконечном носителе, который аналогично приводному ремню приводится в движение одним или несколькими шкивами.
При этом нетканый материал может укрепляться на ремнеобразном бесконечном носителе в виде отдельных, сформированных в ламели одно- или многослойных отрезков ленты.
Для согласования инструмента с различными целями применения в соответствии с изобретением предлагается, что готовый и при необходимости уже смонтированный нетканый материал дополнительно снабжается соответственно подобранными субстанциями с целью снижения износа или возгораемости или с целью улучшения удерживаемости пасты, абразивных свойств, воздействия на поверхность, срока службы, абсорбции жидкости, водоотталкиваемости, антистатических свойств и т.п. без значительного изменения механической связи волокон в нетканом материале.
Другие цели, признаки, преимущества и возможности применения изобретения следуют из последующего описания примеров выполнения с использованием чертежей. При этом все описанные и/или изображенные на чертежах признаки по отдельности или в комбинации образуют предмет изобретения, независимо от их представления в формуле изобретения или их зависимости.
На чертежах показано:
Фиг. 1 - схематическое изображение примера выполнения способа изготовления нетканого материала согласно изобретению,
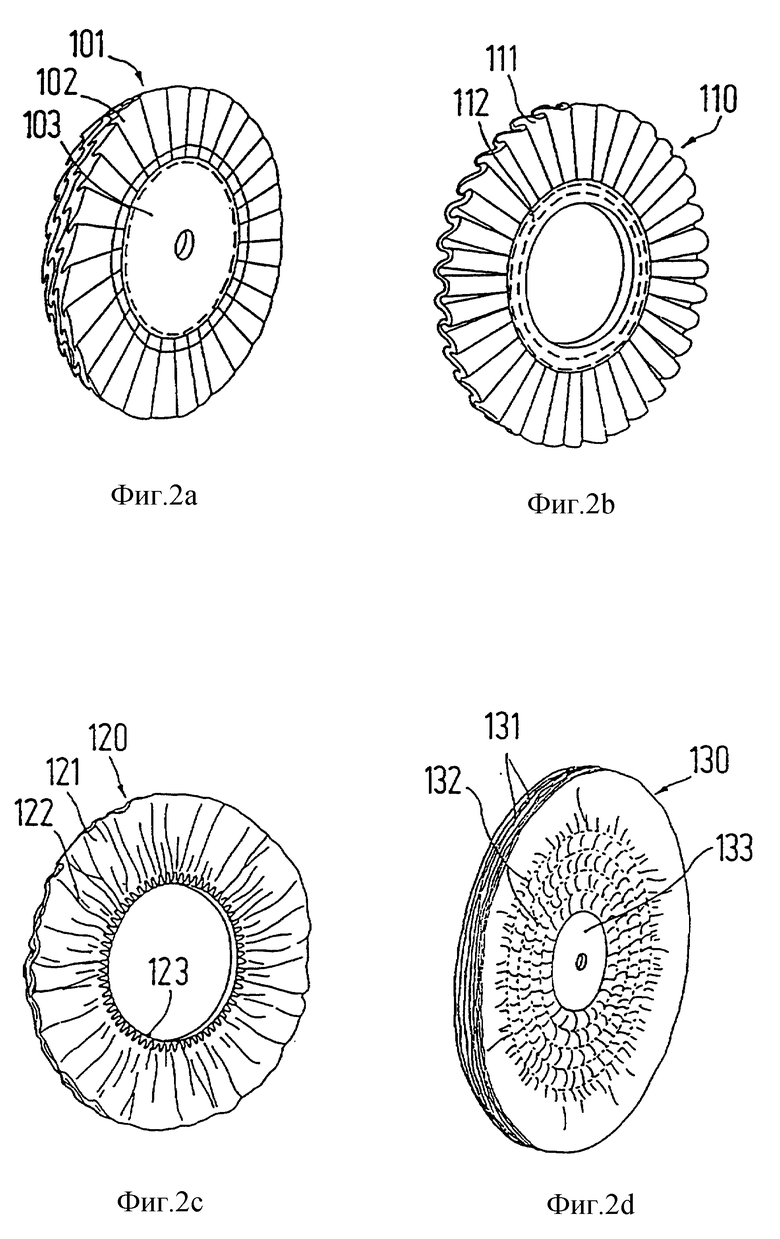
Фиг. 2a - 2d - наклонный вид различных форм выполнения полировальных кругов и дисков,
Фиг. 2e - наклонный вид полировального круга с ламелями,
Фиг. 2f и 2g - наклонный вид ремнеобразного инструмента,
Фиг. 3a и 3b - вид двух использованных полировальных кругов, при этом один из них обычного типа (фиг. 3a), а другой выполнен согласно изобретению (фиг. 3b),
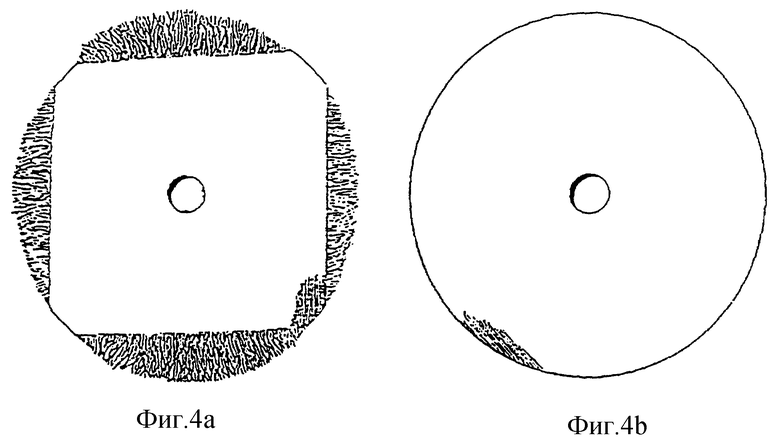
Фиг. 4a и 4b - вид других дискообразных инструментов аналогично фиг. 3а и 3b.
Как показано на фиг. 1, производственная линия 10 для изготовления с помощью струи жидкости свободного от связующих средств нетканого материала 11, согласно изобретению, содержит, например, следующие существенные устройства: разрыхлитель 20 со смесительной камерой для тюков волокна для изготовления рыхлой гомогенной сыпучей массы, взвешивающее дозировочное устройство 30, кардочесальную машину 40, ширильную машину 50, струйное устройство 60 для механического соединения волокон с нетканым материалом 11 с неориентированным расположением волокон, сушильную печь 70 и намоточное устройство 80. В производственной линии, работающей по способу иглопрокалывания, вместо струйного устройства 60 применяется иглопрокалывающая машина.
В разрыхлителе 20 вскрываются тюки волокна. Применяются предпочтительно нарезанные волокна естественного, искусственного или синтетического вида с длиной примерно 10 - 100 мм и титром примерно 0,02 - 150 dtex. Разрыхлитель 20 с присоединенной смесительной камерой может перерабатывать волокна одного или различных видов. В смесительной камере однородные волокна могут гомогенизироваться или изготовляться смеси из различных видов волокон. В соответствии с этим используются один или несколько одинаковых тюков или несколько разнородных тюков.
Взвешивающее дозировочное устройство 30 снабжает кардочесальную машину 40, которая превращает рыхлые волокна в прочес, в котором волокна направлены в одну сторону. Вес единицы поверхности прочеса задается и регулируется количеством волокна, подаваемым с взвешивающего дозировочного устройства 30. Его величина может изменяться, например, примерно от 5 до 10 г/м2. Затем прочес с помощью ширильной машины 50 укладывается слоями на транспортер, которые совместно образуют ватку 51. Вес единицы поверхности ватки 51 составляет примерно 50 - 500 г/м2.
Ватка 51 проходит затем через струйную установку 60 или, альтернативно, через иглопрокалывающую машину для изготовления не содержащего связующих средств нетканого материала 11 с неориентированным расположением волокон. Примерно до величины веса единицы поверхности 150 г/м2 экономически более выгоден способ с использованием струи жидкости, при больших величинах - способ иглопрокалывания. Способ изготовления нетканого материала с помощью струи жидкости известен, например, из французского патента FR-PS - 1460513. Струйное устройство 60 состоит из двух рядов форсунок 61, которые под большим давлением нагружают с передней и обратной сторон ватку 51 для создания нетканого материала с неориентированным расположением волокон. В зависимости от желаемой прочности соединения достаточен один ряд форсунок. Отверстия форсунок 61 могут иметь диаметр примерно 80 - 140 • 10-6 м и питаться водой под давлением примерно 5 - 230 бар. Они расположены перпендикулярно к лежащей на металлическом сите 62 ватке 51. Для удаления излишней воды из ватки 51 под металлическим ситом 62 против форсунок 61 установлены отсасывающие средства 63. Струи воды пронизывают ватку 51 и переплетают волокна между собой в плотное плоское образование. В этот рабочий ход, например, слой толщиной в 2 см уплотняется в нетканый материал 11 толщиной в 1 мм. Толщина в процессе образования нетканого материала с неориентированным расположением волокон может быть уменьшена в соотношении примерно 10 : 1 до 50 : 1. Возможные величины толщины применяемого в рамках настоящего изобретения нетканого материала 11 составляют, например, около 0,3 - 5 мм. Сильное уменьшение толщины приводит к заметному повышению плотности нетканого материала 11, которая составляет, например, около 0,1 - 0,5 г/см3. Толщина, в основном, определяется величиной давления, если не принимать во внимание исходный вес единицы площади волоконного материала. В заключение нетканый материал 11 проходит через сушитель 70, в котором удаляются остатки влаги. Сушитель 70 может представлять собой, например, калориферный, барабанный, высокочастотный или микроволновый сушитель. После сушки нетканый материал 11 наматывается намотчиком 80.
В качестве примера ниже приводятся параметры процесса для изготовления нетканого материала 11 для соответствующего изобретению инструмента, состоящего из 100% вискозы с весом единицы поверхности 200 г/м2 и титром волокон 1,7 dtex:
- кардочесание:
изготовление трех прочесов с 140 + 120 + 90 г/см2 и
- соединение струей:
- первая сторона: давление 70 бар
- вторая сторона: давление 110 бар
Изготовленный таким способом нетканый материал 11 имеет очень хорошие механические свойства и обусловленное способом высокое сцепление волокон, основанное на водородной мостичной связи. Нетканый материал 11 можно обрабатывать как обычную ткань.
Инструменты, образующие предмет настоящего изобретения, изготавливаются с применением нового нетканого материала. Процесс изготовления упрощается, например, тем, что отпадает крой по косой линии. Создаются инструменты высокого качества, так как изготовленный и применяемый в соответствии с изобретением нетканый материал с неориентированным расположением волокон имеет хорошую впитывающую способность для полировальной пасты и способность длительно удерживать полировальную пасту. Достигаемое с его помощью качество поверхности повышается, так как отсутствуют жесткие швы косого кроя. Благодаря равномерному уменьшенному износу увеличивается срок службы.
Фиг. 2a - 2g показывают различные инструменты в виде складчатых колец (фиг. 2a - 2c), в виде плоского круга (фиг. 2d), в виде ламельного круга (фиг. 2e) и в виде лент (фиг. 2f и 2g). Круг 101 (фиг. 2a) состоит, например, из складчатого полотна нетканого материала 102, которое укладывается плоско в несколько слоев вокруг сердечника и скрепляется двумя соединенными бумажными фланцами 103. Такая конструкция отличается высокой приспособляемостью к различным обрабатываемым контурам, эффективной собственной вентиляцией при вращении, хорошим воздействием на поверхность и оптимальным обволакиванием. Показанное на фиг. 2b складчатое кольцо 110 изготовляется из нескольких уложенных друг на друга, волнообразно сложенных полотен нетканого материала 111, которые укладываются вокруг сердечника и скрепляются соединенными бумажными фланцами 112. Эта конструкция имеет хорошую сохраняемость формы и высокую прочность. Показанное на фиг. 2c складчатое кольцо 120 состоит из полотна нетканого материала 121, которое наматывается в несколько слоев и подбирается сужением и фиксируется в зажимном кольце с металлическими крючками 123. Эта конструкция имеет хорошую собственную вентилируемость, высокую сохраняемость формы и эффективное воздействие на поверхность. Показанный на фиг. 2d плоский круг 130 состоит из нарезанных отдельных кругов 131, которые накладываются друг на друга и соединяются с помощью концентрических прошивочных швов 132 в прочное плоское образование. Средняя часть укрепляется пришитыми или скрепленными бумажными фланцами 133.
Изображенный на фиг. 2e инструмент 140 состоит из отдельных ламелей из нетканого материала 141, которые с одной стороны могут быть закреплены на круглом цилиндрическом, конусном или тарельчатом сердечнике 142 предпочтительно с помощью клея или же пришивания или заклепок по отдельности или пакетами 143, которые могут быть сложены в виде U, расположены вплотную или на расстоянии друг от друга.
Показанные на фиг. 2f и 2g инструменты 150 и 160 состоят из ремнеобразного бесконечного носителя 151, соответственно, 161, на котором закреплены сложенное в складки из нескольких слоев полотно нетканого материала 152 (фиг. 2f) или отдельные ламели нетканого материала 162 или пакеты ламелей нетканого материала 163, которые могут быть сложены в форме U и закреплены прошивкой и/или клеем и/или клепкой (фиг. 2g).
Фиг. 3а и 3b показывают два полировальных круга после использования. Оба круга имеют конструкцию по фиг. 2c, при этом первый из них (фиг. 3а) изготовлен обычным способом из хлопчатобумажной ткани, а второй (фиг. 3b) - из хлопчатобумажного нетканого материала согласно изобретению. В глаза бросается радиальный равномерный износ второго круга по сравнению с первым. Изготовленный с помощью иглопрокалывания или струи жидкости нетканый материал с неориентированным расположением волокон имеет равномерный радиальный износ в противоположность тканому материалу. Благодаря этому свойству второй круг можно дольше использовать чем первый, неравномерно размочаленный контур которого снижает качество полирования.
Эти различные свойства наглядно видны на фиг. 4a и 4b, которые показывают два бывших в употреблении многослойных круга по фиг. 2d. Первый слой (фиг. 4a) изготовлен обычным способом из хлопчатобумажной ткани и второй слой (фиг. 4b) - в соответствии с изобретением из хлопчатобумажного нетканого материала. Можно видеть, что первый слой (фиг. 4a) имеет явные следы износа в виде сильного размочаливания, которое приводит к полному изменению геометрии, в то время как второй слой (фиг. 4b) имеет только легкое равномерное размочаливание.
Изобретение не ограничивается только описанными и в качестве иллюстрации изображенными примерами выполнения, а может претерпевать различные изменения в рамках возможностей специалиста без отклонения от идеи изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2007 |
|
RU2428529C2 |
| Способ изготовления полировального круга | 1989 |
|
SU1703432A1 |
| ПОЛИРОВАЛЬНАЯ ПОДУШКА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ, А ТАКЖЕ СПОСОБ ПОЛУЧЕНИЯ ПОЛИРОВАННОГО ИЗДЕЛИЯ | 2017 |
|
RU2736460C2 |
| ТРИКОТАЖНОЕ НЕТКАНОЕ ПОЛОТНО | 1994 |
|
RU2135660C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ВОДО- И МАСЛОНЕПРОНИЦАЕМОГО УПЛОТНЯЮЩЕГО МАТА (ВАРИАНТЫ) | 1993 |
|
RU2076914C1 |
| ИНСТРУМЕНТ ДЛЯ ГРУБОГО ШЛИФОВАНИЯ | 2016 |
|
RU2721972C1 |
| МНОГОСЛОЙНЫЙ АКУСТИЧЕСКИЙ И/ИЛИ АРМИРУЮЩИЙ НЕТКАНЫЙ МАТЕРИАЛ | 2017 |
|
RU2719989C2 |
| ДВУСТОРОННИЕ ПОЛИРОВАЛЬНЫЕ САЛФЕТКИ С ПЕРЕВИТЫМИ ПЕТЛЯМИ | 2015 |
|
RU2641431C1 |
| ОГНЕЗАЩИТНОЕ СРЕДСТВО ДЛЯ ФИЛЬТРАЦИОННЫХ УСТАНОВОК И СПОСОБ ПОВЫШЕНИЯ ОГНЕЗАЩИТЫ В ФИЛЬТРАЦИОННЫХ УСТАНОВКАХ | 2011 |
|
RU2575306C2 |
| ВЕНТИЛЯТОРНОЕ ОХЛАЖДАЮЩЕЕ УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЭЛЕКТРОННЫХ КОМПОНЕНТОВ | 2006 |
|
RU2378808C2 |


Изобретение относится к инструменту для механической обработки поверхности предмета посредством трения, например для крацевания, полирования, глянцевания, очистки, сушки, состоящему из разрезанного и обработанного нетканого материала из волокна, при этом для улучшения свойств инструмента нетканый материал изготовляют исключительно механическим способом в виде эластичного, допускающего погружение и, по меньшей мере, частичное обволакивание предмета при давлении обработки нетканого материала с неориентированным расположением волокон с механической прочностью 150-500 Н/50 мм и разрывным удлинением 50-150%, согласно DIN 53857/2. 13 з.п.ф-лы, 4 ил.
Приоритет по пунктам:
29.09.94 по пп.1, 2, 4 - 8, 10 - 14;
26.10.94 по пп.3, 9.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ обработки поверхностей изделий из древесины | 1986 |
|
SU1357194A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Инструмент для зачистки | 1983 |
|
SU1161363A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| О. В. В. И. Мартынов, Е. И. Гаврилов и А. П. МирончиW«4iAT!:jir,.o- ..^^ TtXil.r;LC!^An '*SHbJSii;iTr..«;':CU.iM!jAV| | 0 |
|
SU182552A1 |
