На чертвертом переходе заготовку передают в ротор прошивки, где образуют центральное отверстие под резьбу (фиг. 5).
Осуществление формообразования шестигранника на переходах штамповки заготовок гаек со степенью деформации, равной 0,3-0,4 величины деформации, определяющей ресурс пластичности материала исходной заготовки, обеспечивает получение качественных полуфабрикатов за счет исключения нарушений целостности деформируемой заготовки.
Указанный интервал степени деформации является оптимальным для холодной штамповки заготовок гаек с минимальным числом технологических переходов и гарантированным качеством штампованных заготовок.
За величину деформации, равной ресурсу пластичности материала заготовки, принимают стандартный показатель механических сЁойств сталей и сплавов - относительное сужение, деленное на 100%.
При малых степенях деформации, т.е. при е 0,3 ресурса пластичности, металл исходной заготовки прорабатывается недостаточно и его структура незначительно отличается от исходной структуры. В четырехпереходном процессе штамповки с малыми степенями деформации не обеспечивается полное оформление шестигранника,, а следовательно, получение качественного изделия.
При больших степенях деформации, т.е. при е 0,4 ресурса пластичности, исходная структура металла заготовки прорабатывается хорошо, но на третьем, а иногда и на втором переходах деформация сопровождается появлением трещин в деформируемой заготовке.
При оптимальных значениях степени деформации ( 0,3-0,4 ресурса пластичности) металл заготовки прорабатывается в достаточной степени. Ни после второго, ни после третьего переходов следов нарушения целостности заготовок не наблюдается. Металлографические исследования заготовок гаек М8 и М12, продеформированных в оптимальном интервале, показывают отсутствие дефектов макроструктуры. При этом форма, размеры, твердость и состояние поверхности штампованных заготовок удовлетворяют требованиям ГОСТ.
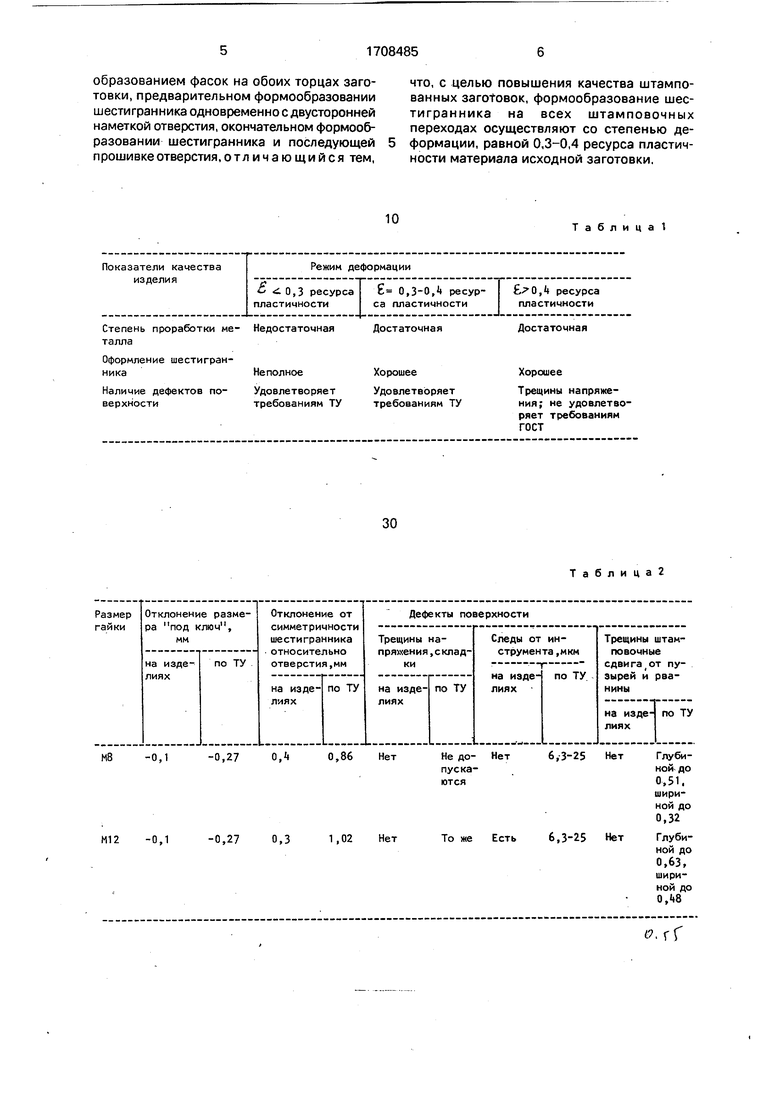
В табл. 1 представлены показатели качества заготовок шестигранных гаек, продеформированных при разных величинах одинаковой на всех переходах степени деформации.
Пример. Предлагаемым способом на роторной линии мод.ЛШГВ получают заготовки гаек М8 и М12.
Исходные заготовки из проволоки стали
5 10КП имеют следующие исходные размеры:
для гайки МБ do 11,85 мм, ho 6,8 мм; do
9,2 мм, ho 11,4 мм, для гайки М12 do 17,2
мм, ho 10,9 мм; do 13,5 мм, ho 17,4 мм.
Степень деформации на всех переходах
0 равна 0,3-0,4 ресурса пластичности.
Для высоких исходных заготовок (для гайки М8 do 9,2 мм, ho 11,4 мм; для гайки М12 do 13,5 мм, ho 17,4 мм) степень деформации на первом штамповочном переходе составляет 0,6-0,8 ресурса пластичности. Это связано с обеспечением качества заготовки на первом переходе и позволяет исключить повышение количества переходов для штамповки высокой исходной заго0 товки.
Результаты металлографических исследований штампованных заготовок на всех переходах свидетельствуют о хорошем качестве металла изделия и об отсутствии дефектов, вызванных режимами формоизменения. Проверка геометрии штампованных заготовок гаек и состояния поверхностей показывает полное соответствие всех параметров требованиям государственных стандартов. В табл. 2 приведены некоторые показатели качества полученных штампованных заготовок гаек класса точности А.
Способ может быть реализован как на
5 роторных линиях, так и на холодноштамповочных многопозиционных гаечных автоматах. При использовании высоких заготовок целесообразно применять пятипозиционные автоматы, например мод.АВ1819.
0 Штамповка заготовок гаек с одинаковой степенью деформации на всех переходах позволяет применять на роторном оборудовании гидравлические цилиндры одинакового усилия на все переходы. Кроме того,
5 указанный режим штамповки обеспечивает большую общую (накопленную) деформацию и проработку металла на первых трех переходах штамповки. При этом исключаются резкие скачки величекы деформации
0 от перехода к переходу и ее значение не приближается к предельным.
Таким образом, предлагаемый способ холодной штамповки позволяет получить качественные заготовки шестигранных гаек
5 и может быть реализован на роторном оборудовании.
Формула изобретения Способ холодной штамповки заготовок шестигранных гаек, заключающийся в осадке отрезанной заготовки с одновременным
образованием фасок на обоих торцах заготовки, предварительном формообразовании шестигранника одновременно с двусторонней наметкой отверстия, окончательном формообразовании шестигранника и последующей прошивке отверстия, отличающийся тем,
что, с целью повышения качества штампованных 3arotoBOK, формообразование шестигранника на всех штамповочных переходах осуществляют со степенью деформации, равной 0,3-0,4 ресурса пластичности материала исходной заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГАЙКИ | 2012 |
|
RU2510303C1 |
| Способ изготовления гаек | 1988 |
|
SU1655650A1 |
| Способ изготовления стержневых изделий с шестигранной головкой | 2016 |
|
RU2635495C1 |
| Способ изготовления многогранных гаек | 1989 |
|
SU1690942A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1988 |
|
SU1561331A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ЗАГОТОВОК МНОГОГРАННЫХ ГАЕК И ВТУЛОК | 2005 |
|
RU2361695C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ЗАГОТОВОК ОСОБОКРУПНОГАБАРИТНЫХ ЛОПАТОК ИЗ ДВУХФАЗНОГО ТИТАНОВОГО СПЛАВА | 2015 |
|
RU2625385C2 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2021 |
|
RU2785111C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СТЕРЖНЯ С ГОЛОВКОЙ | 2005 |
|
RU2356681C2 |
| Способ изготовления заготовок накидных гаек | 1984 |
|
SU1224085A1 |
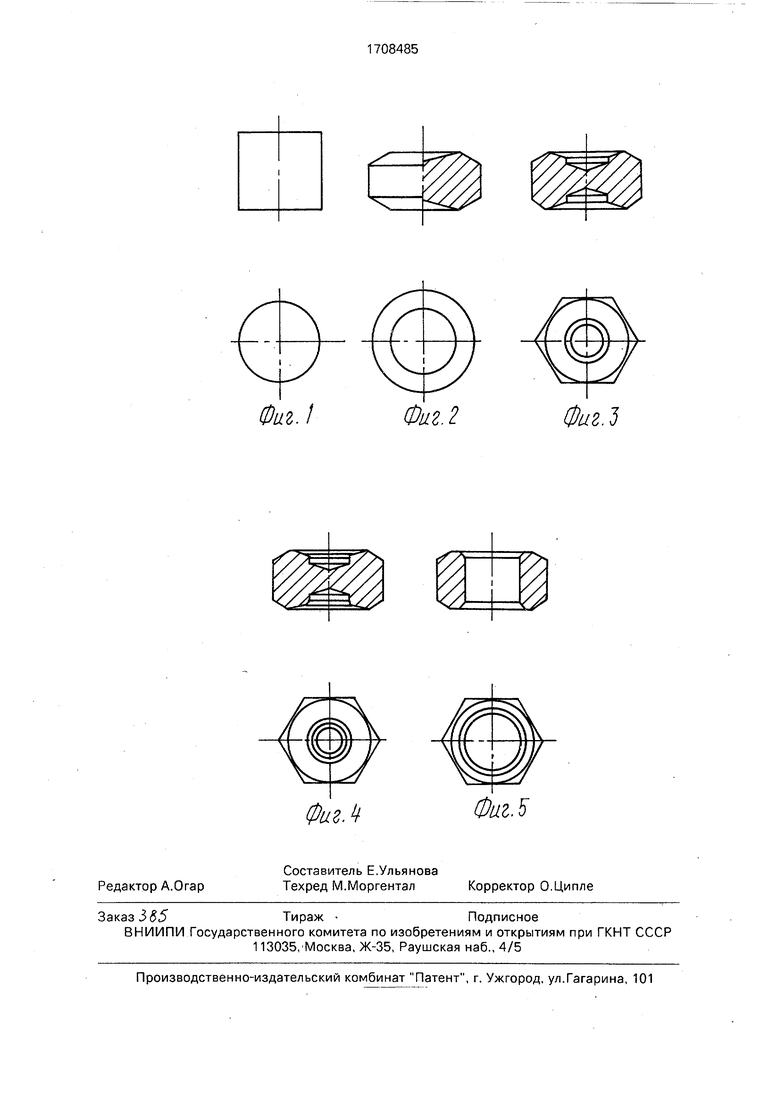
Изобретен1:е относится к обработке металлов давлением и может использоваться при штамповке заготовок шестигранных га-ек на роторном и роторно-конвейерном оборудовании. Цель - повышение качества штампуемых заготовок гаек. Отрезанную заготовку осаживают с образованием фасок на обоих торцах, предварительно оформляют шестигранник одновременно с наметкой отверстия с двух сторон, окончательно оформляют шестигранник и прошивают отверстие под резьбу. Штамповка шестигранника на всех переходах осуществляется со степенью деформации, составляющей 0,3- 0,4 ресурса пластичности материала исходной заготовки. Такой режим штамповки позволяет осуществить достаточную проработку металла, обеспечить равномерность деформации по переходам, что ведет к получению качественных поковок. 2 табл., 5 ил.слсИзобретение относится к обработке металлов давлением и может быть использовано при изготовлении заготовок шестигранных гаек на роторном или роторно- конвейерном оборудовании.Цель изобретения - повышение качества штампуемых поковок и снижение трудоемкости процесса.На фиг. 1-5 показаны технологические переходы штамповки гаек.Способ осуществляют следующим образом.Отрезанную заготовку (фиг. 1) подают в ротор осадки, в котором осуществляют фор- |^1ообразование фасок на обоих ее торцах и выдавливают центрирующие конические углубления (фиг. 2).В зависимости от высоты исходной заготовки степень деформации при осадке может иметь различные значения: одинаковоесо штамповочными переходами или большее. Так, при соотношении h/d >& 0,5-0,6, где h - высота заготовки; d - ее диаметр, степень деформации равна 0,3-0,4 ресурса пластичности исходной заготовки. При соотношении h/d >& 1,2-1,3 степень деформации в два раза больше, т.е. 0,6-0,8 ресурса пластичности материала исходной заготовки.Далее осаженную заготовку передают в ротор предварительной штамповки, на котором осуществляют предварительное формообразование шестигранника и нзметку отверстия (фиг. 3), затем заготовку подают в ротор окончательной штамповки, где осуществляют окончательное оформление шестигранника гайки (фиг. 4). При этом на штамповочных переходах степень деформации не зависит от соотношения размеров исходной заготовки и равна 0,3-0,4 ресурса пластичности материала заготовки.^ о00Ii^ iOOсл
Степень проработки ме- Недостаточная талла
Оформление шестигранника
Наличие дефектов поверхности
Таблица t
Достаточная
Достаточная
Хорошее
Трещины напряжения; не удовлетворяет требованиям ГОСТ
Таблица
Фиг. I
Фиг. 2
Фиг.
| Холодная объемная штамповка: Справочник / Под ред | |||
| Г.А.Навроцкого | |||
| М.: Машиностроение, 1973, с | |||
| Крутильный аппарат | 1922 |
|
SU233A1 |
| бОв. | |||
