Изобретение относится к способам обработки металлов давлением в частности к технологии холодной штамповки, и может быть использовано при иэготовлении накидных гаек холодной штамповкой,
Цель изобретения - повышение качества изделий.
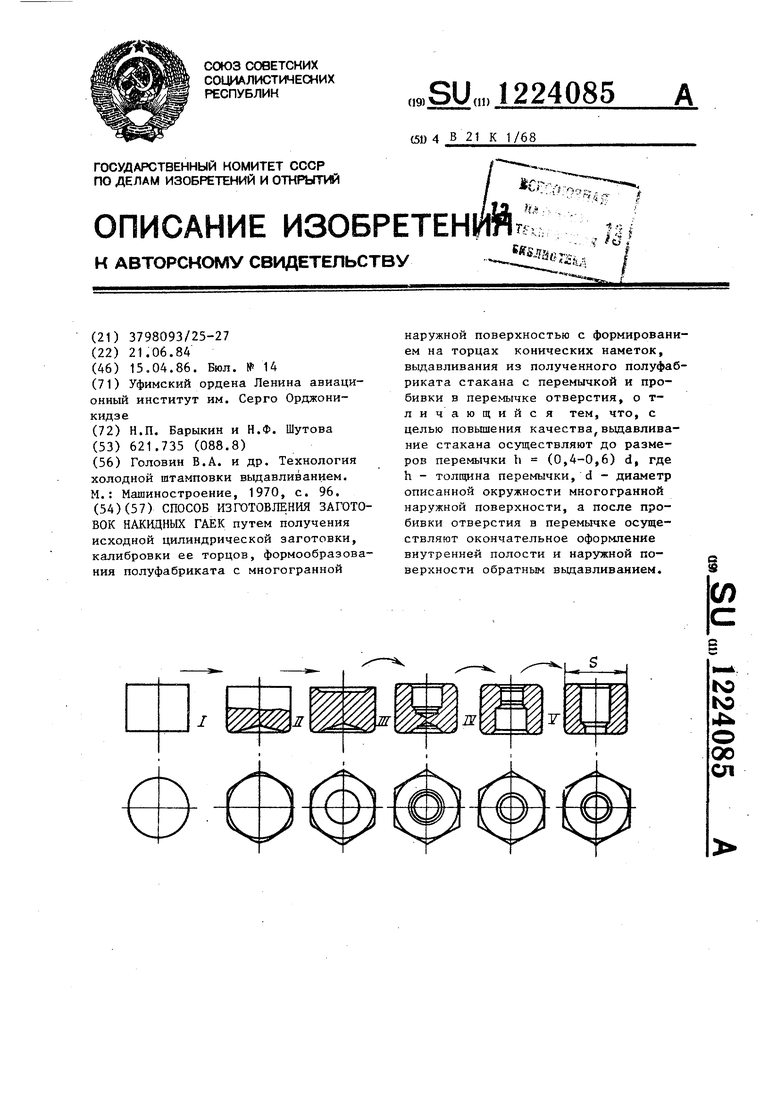
На чертеже показана схема осуществления способа„
Совокупность приемов в способе позволяет рационально использовать ресурс пластичности обрабатываемого материала Так, выдавливание стакана до размеров перемычки - (0,4Oj,6) наряду с предварит ел ьньм оформлением внутренней полости обеспе чивает достаточный ресурс пластичности пря последующей пробивке, что выражается в наличии зоны тящего пояска (зоны пластической деформации), имеющей прямые стенки при отсутствии развитых скалывающих трещин.
Значение -j (0,4-0,6) выбрано
на основе экспериментальных исапе- дований. Прк этом оценивались качество поверкяости среза и стойкость пробивных пуансонов.
Окончательно оформление внутренней полости и наружных размеров обратным зыдавливакнем после пробивки
блес
Редактор Лс Пчелинская Заказ 1868/12
Составрггешь В, Карпычев
Техрад И„Попович Корректор А, Обручар
Тираж 655 Подписное ВНИИ11И Государственного комитета СССР
по делам изобретений и открытий 113035 Москва., Ж-ЗЗ, Раушская наб,, д, 4/5
ф1-1лиал ГШП Патент, г Ужгород, ул Проектная,4
S
0
5
0
при отсутствии развитых скалывающих трещин обеспечивает точность размеров зоны отверстия за счет калибровки зоны скола, что обусловливает получение отверстия с ровными стенками.
П р им е р. Изготавливали детали 864897-П29 из стали 20КП на хо- лодновысадочном автомате Mt6-CF. Pfc- ходный материал диаметром 16,1 мм в виде бунта подавали в механизм реза, в котором осуществляли отрезку заготовки на длину 12,9 мм. На втором переходе осуществляли калибровку торцов до высоты 11,35 мм с пред- варительнь м формообразованием шестигранника на размер 16,35 мм, на третьем - формообразование шестигранника до 16,6 мм с предваритель- ньпч вьщавливанием полости на глубину 2,3 мм. На четвертом переходе загот овку переворачивали на 180 и производили выдавливание полости диаметром 12,68 мм на глубину 9,78 мм., на пятом заготовку переворачивали на 180°и производили про- би.зку отверстия диаметром мм« На тестом переходе заготовку пере- Еорачивали на 180° и производили окончательное формообразование детали с размерами перемычки с наружным диаметром 12,,68 мм к высотой 2 мм,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГАЙКИ | 2012 |
|
RU2510303C1 |
| Способ изготовления многогранных гаек | 1981 |
|
SU1030088A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1988 |
|
SU1561331A1 |
| Способ холодной объемной штамповки гаек | 1990 |
|
SU1777571A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК, ИМЕЮЩИХ СКВОЗНУЮ ПОЛОСТЬ И НАРУЖНУЮ ПОВЕРХНОСТЬ С ПЕРЕМЕННЫМ ВДОЛЬ ОСИ СЕЧЕНИЕМ | 2005 |
|
RU2308347C2 |
| Способ изготовления полых ступенчатых деталей | 1988 |
|
SU1622072A1 |
| Способ получения заготовок гаек | 1986 |
|
SU1563835A1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ИЗДЕЛИЙ | 1996 |
|
RU2085322C1 |
| Способ холодной штамповки заготовок шестигранных гаек | 1989 |
|
SU1708485A1 |
| Способ изготовления многогранных гаек | 1991 |
|
SU1831409A3 |
| Головин В.А | |||
| и др | |||
| Технология холодной штамповки выдавливанием | |||
| М.: Машиностроение, 1970, с | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
