тины 5 в призматическом пазе V-образной формы, образованном плоскостями б J 7, при этом задняя поверхность зггутренней режущей кромки 2 пластины 5 контактирует с призматическим пазом, а наружная режущая кромка 1 является рабочей и на ней образованы две вершины В и В-. При повороте пластины на 1ВО наружная режущая кромка Т становится .внутренней, при этом ее задняя поверхность контактирует с призматическим пазом, а внутренняя режущая кромка 2 становится рабочей и на ней могут быть образованы две вершины Bf и Bgi. Таким образом каждая режущая кромка имеет две рабочие позиции, всего двухкромочная пластин обеспечивает четыре рабочие позиции новых режущих и калибрующих умаетков Рабочие позиции режущей пластины обеспечиваются при ее повороте от номинального положения примерно на угол Ц) / в обе стороны с обеспече™ иием настройки развертки на размер, при этом плоскость симметрии призматического паза перпендикулярна оси развертки, а его центральный угол составляет « -cp/Z, где if - централ ный угол режущей кромки пластины, 1 Для настройки развертки ка размер служит механизм настройки, один из возможных вариантов которого показа Hci фиг. Нафиг,3 показан вид в плане развертки, содержащей корпус 8 с направляющими 9, устройством 10 для закрепления пластины, призматическим пазом V-образной формыр обра зованным плоскостями 6, 7 S которои размещается режущая пластина 5. Для настройки развертки ка размер и обеспечения прижатия режущей пласти ны к базовым поверхностям призматического паза применяется механизм настройки, размещаемый в корпусе развертки, В корпусе 8 имеются два соосных отверстия: цилиндрическое П и резьбовое 12, в которые входит винт 13, на цилиндрической части 1 которого установлены по свободной посадке две плоские пружины 15 и наклоненные под углом для прижати пластины к базовым поверхностям при матического паза, разделенные втулкой 17 и ограниченные втулкой l8 с фиксацией штифтом 19с При вращении винта 13 опорные плоские пружины перемещаются в осевом направлении и, воздействуя на вершины 3, пластины, прижимают ее к опорным поверхностям паза и перемещают в осевом направлении, при этом происходит поворот режугцей пластины За счет этого обеспечивается тонкая настройка развертки на размер и двойное позиционирование каждой режущей кромки пластины. При небольшом износе формообразую™ 1дего участка возможна поднастройка развертки на размер После использования обеих режущих кромок в позиции вершины (всего комплекта пластин) режущая пластина перемещается в позицию вершины Bj при вращении 13. Направляющие также перемещаются во вторую позицию о Перемещение ао вторую позицию может выполняться при снятой пластине. После .установки пластины во второй позиции производится настройка развертки на размер. Величина радиуса R, центрального угла (| ренопцей кромки пластины и размеры пластины и паза могут быть опре- делены расчетным путем для конкретного технологического перехода. Формула изоб ретения Сборная однолезвийная развертка, содержащая корпус с направляющими и пазом для размещения задней поверхности режущей пластины и механизм настройки на размер, включающий винт, отличающаяся тем, что, с целью повышения качества обработанного отверстия за счет повышения точности путем выбора рациональной ве™ личины радиуса кривизнь; пластины, последняя выполнена с двумя реж тцими кромками и даумя вершинами, сопряженными дугами окружности радиусами R и г, а паз выполнен V-образной формы с центральным углом, равным « - f|/25 плоскость симметрии которого перпендикулярна оси корпуса, причем вершины пластины предназначены, для взаимодействия с выполненными на вирте опорными поверхнсх:тями, Cf центральный угол ре.яущей кромки пластины. .1 S 0,.J , Ц
Фиг.1 8. 6 АЙ/г. А V,
19
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ЧЕРНОВОЙ И ЧИСТОВОЙ ОБРАБОТКИ | 2013 |
|
RU2531336C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕЦИЗИОННОЙ ОБРАБОТКИ ЗАГОТОВОК РЕЗАНИЕМ | 2001 |
|
RU2224623C2 |
| ТОРЦЕВАЯ ФРЕЗА | 1992 |
|
RU2014175C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 1992 |
|
RU2043903C1 |
| Фреза концевая | 2022 |
|
RU2811509C1 |
| СБОРНОЕ СВЕРЛО С РЕЖУЩИМИ ПЛАСТИНАМИ | 2013 |
|
RU2539255C1 |
| СПОСОБ ЗУБОФРЕЗЕРОВАНИЯ | 2011 |
|
RU2469824C2 |
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2379162C2 |
| Сборный зубообрабатывающий инструмент | 1991 |
|
SU1798064A1 |
| Способ получения пружинных ламелей из форматной заготовки с одновременным получением готового закругленного профиля ребер и устройство для его реализации с механизмом подачи и перемещения, включающим систему поджима, фрезерным блоком и фрезерным диском, включая способ перемещения форматной заготовки, а также способ фрезерования и раскроя | 2016 |
|
RU2648110C2 |
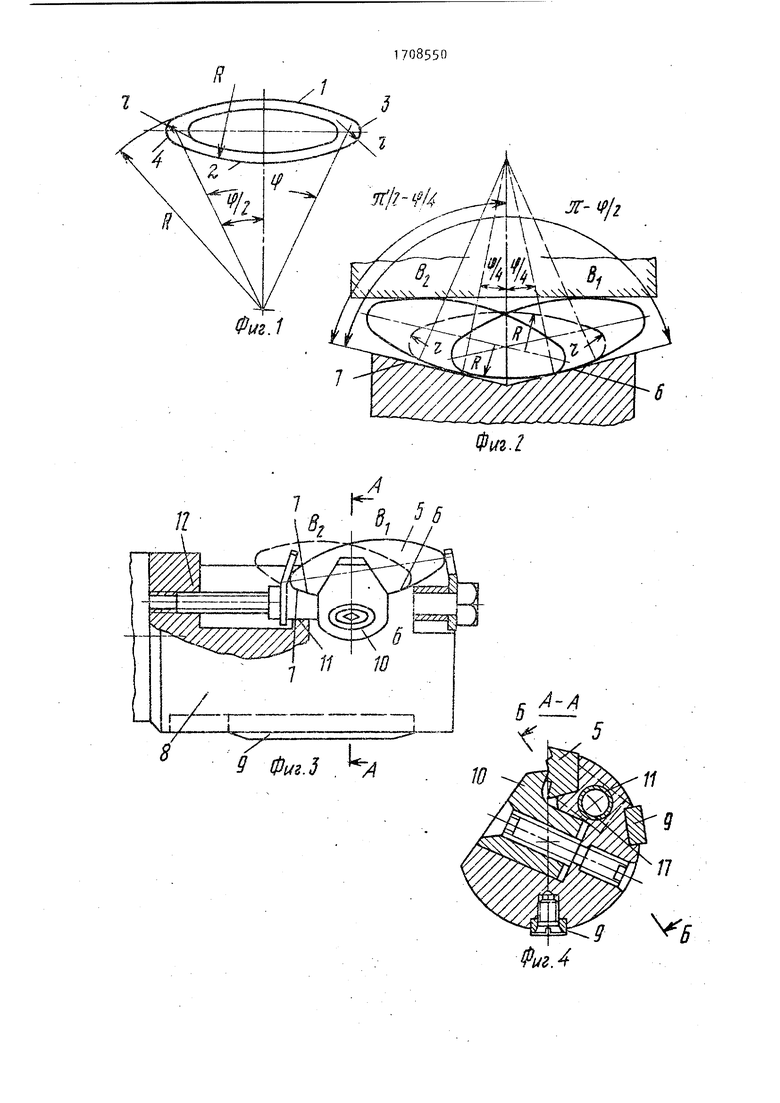
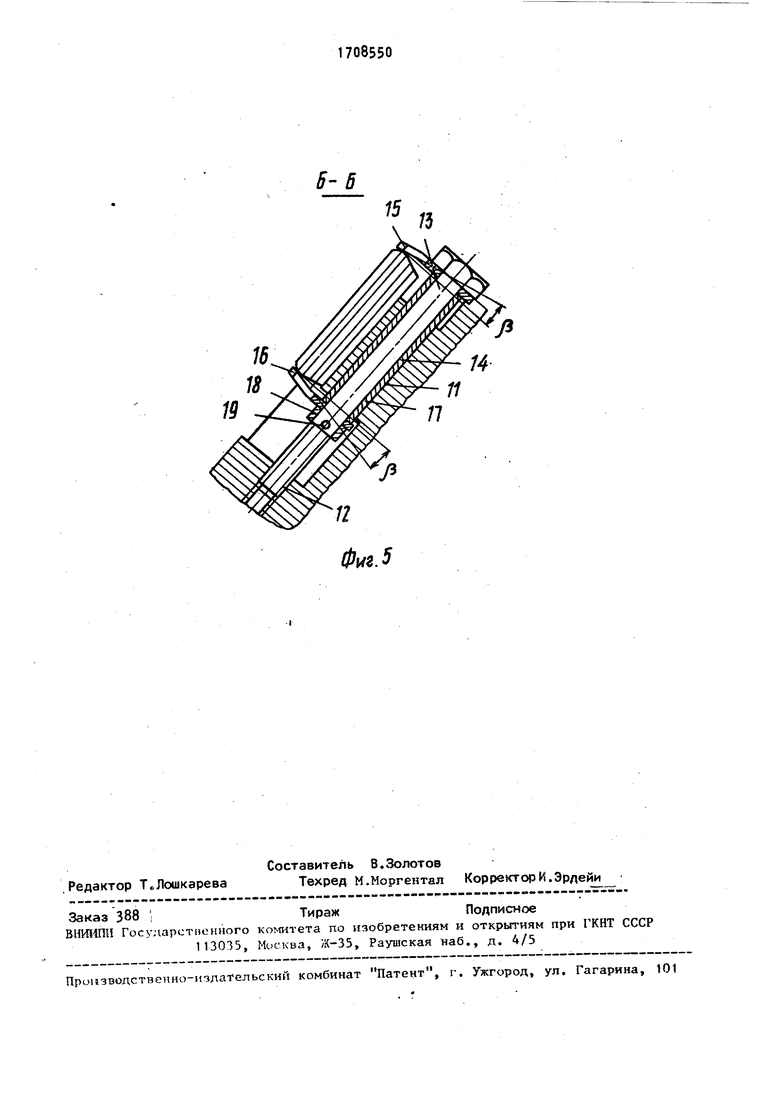
Изобретение относится к металлообработке, в частности к обработке отверстий сборных инструментов. Целью изобретения является повышение качества обработанного отверстия за счет повышения точности путем выбора рациональной величины радиуса кривизны пластины, В корпусе развертки выполнен паз V-ббраз- ной формы с центральным углом, равным 'ir-tp/2, плоскость симметрии которого перпендикулярна осикорпуса» Указанный паз предназначен для размещения задней поверхности режущей пластины, которая выполнена с двумя режущими кромками и двумя вершинами, сопряженными дугами радиусами R и Го Вершины предназначены для взаимодействия с опорными поверхностями винта механизма настройки размера. При вращении винта его опорные поверхности перемещаются в осевом направлении и, воздействуя на вершины режущей пластины, прижимают ее к опорным поверхностям, V- образного паза и перемещают в осевом направлении, при этом происходит поворот режущей пластины. За счет этого обеспе1!ивается настройка на размер и двойное позиционирование каждой режущей кромки пластины, а также выбсФ р;зционального размера радиуса кривизны режущей кромки, взаимодействующей с обрабатываемым отверстием, что повышает его качество, 5 иЛоi|С С*-J.-. Изобретение относится к металлообработке , в частности к обработке отверстий сборными инструментами,Целью изобретения является повышение качества обработанного отверстия за счет повыи-ения точности пу- г&л выбора рациональной величины радиуса кривизны пластины.На фиг. 1 показана двухкромочная режущая пластина} на фиг,2 показана схема двойного позиционирования режущей пластины, расположенной в призматическом пазу корпуса разверт-ки; на фиг. 3 показана развертка,' вид в плане; на фйг1'^ - разрез А-А на фиг.З? на фиг. 5 ~ разрез Б-Б на фиг.4,Режущая пластина имеет две режущие кромки 1, 2, образованные дугами окружности радиусом R, с центральным углом t^ >& и две вершины 3, ^ образованные дугами окружности радиусом г.На фиг.2 показаны два рабочих положения двухкромочной режущей плас-эо^ :л
